冶炼管线钢生产工艺
- 格式:wps
- 大小:609.00 KB
- 文档页数:14
管线钢生产流程
管线钢生产流程:
①原料准备:选用高品位铁矿石、废钢等作为主要原料,确保化学成分和物理性质符合管线钢的标准要求。
②铁水冶炼:在高炉中进行还原反应,将铁矿石转化为铁水,去除大部分杂质,得到初步的生铁。
③转炉炼钢:将生铁与废钢、石灰石等辅料送入转炉,在氧气的作用下进一步氧化去碳,调整化学成分,制成钢水。
④真空脱气:通过真空处理去除钢水中的气体和非金属夹杂物,提高钢材的纯净度和性能。
⑤连铸连轧:将钢水注入连铸机,冷却固化成坯料,随后直接送入热连轧机进行连续轧制,减少中间环节,提高效率。
⑥热处理:对轧制后的钢板进行退火、正火或淬火等热处理,以改善其力学性能,如强度、韧性、焊接性等。
⑦冷轧:对于部分要求更薄厚度和更高表面质量的产品,可进行冷轧,以达到精确的尺寸和表面光洁度。
⑧酸洗与平整:使用酸洗去除冷轧板表面的氧化皮,再进行平整处理,改善板形和平直度。
⑨涂镀防腐:为了提高管线钢的耐腐蚀性能,可在表面进行镀锌、涂漆或其他防腐处理。
⑩质量检测:进行化学成分分析、力学性能测试、无损检测等,确保产品质量符合国家和行业标准。
⑪裁剪与包装:根据客户需求,将板材裁剪成规定尺寸,进行捆扎或木箱包装,准备发运。
⑫物流配送:安排物流车辆,将管线钢安全、准时地运送至客户指定地点,完成交付。
管线钢典型生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、投资分析、行业流程、计划书、设计方案、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you! In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!管线钢的典型生产工艺流程包括以下几个主要步骤:1.原材料准备:生产管线钢的第一步是准备原材料。
第20卷第5期 2010年5月 中国冶金China Metallurgy Vol.20,No.5May 2010管线钢冶炼过程分析闵 义(东北大学材料与冶金学院,辽宁沈阳110004)摘 要:为明确现代纯净钢冶炼过程能量损失来源,应用分析方法对典型管线钢冶炼工艺过程的能量传递与转换过程进行了分析。
结果表明,外部损失为主要损失,占流程总损失的84179%;转炉、出钢、L F 、R H 和钙处理工序的损失比例分别为37142%、27194%、13113%、19192%和1159%;各工序的主要损失分别来源于转炉渣排放、出钢过程散热、电能无用功、蒸汽做功和喂线过程烟尘的溢出。
减少管线钢冶炼过程损失的重点在于转炉渣所携带的回收利用、钢流形状控制、改善钢包烘烤和提高电弧加热效率。
关键词:管线钢;冶炼过程;分析;损失中图分类号:TF 701.2 文献标志码:A 文章编号:100629356(2010)0520043205Exergy Analysis on Pipeline Steel Smelting ProcessMIN Y i(School of Materials and Metallurgy ,Northeastern University ,Shenyang 110004,Liaoning ,China )Abstract :To ascertain the energy loss sources of modern clean steel smelting process ,exergy analysis method was applied to the energy transfer and conversion process of typical pipeline steel smelting process.The results showed that ,the external exergy lose is the main ,account for 84.39%of total exergy loss ;the exergy loss proportion of converter ,tapping process ,L F ,R H and calcium treatment process is 37142%,27194%,13113%,19192%and 1159%respectively ,and its main exergy loss is derived f rom converter slag discharging ,heat dissipation ,unavaila 2ble electric energy ,work of steam and dust emission respectively.The emphases of decreasing exergy loss lie in heat recovering of converter slag ,shape controlling of molten steel stream in tapping ,improvement of ladle pre 2heating ,and efficiency enhancing of arc heating during L F refining.K ey w ords :pipeline steel ;smelting process ;exergy analysis ;exergy loss作者简介:闵 义(1972—),男,博士,讲师; E 2m ail :miny @ ; 收稿日期:2009211226能源成本约占钢铁工业总成本的30%[1],特别是在纯净钢冶炼中,为精确控制钢水成分和降低钢中非金属夹杂物含量,L F (Ladle Furnace )、R H (Ruhrstahl Huttenwerke)等二次精炼手段得到广泛应用,进一步增加了能源消耗。
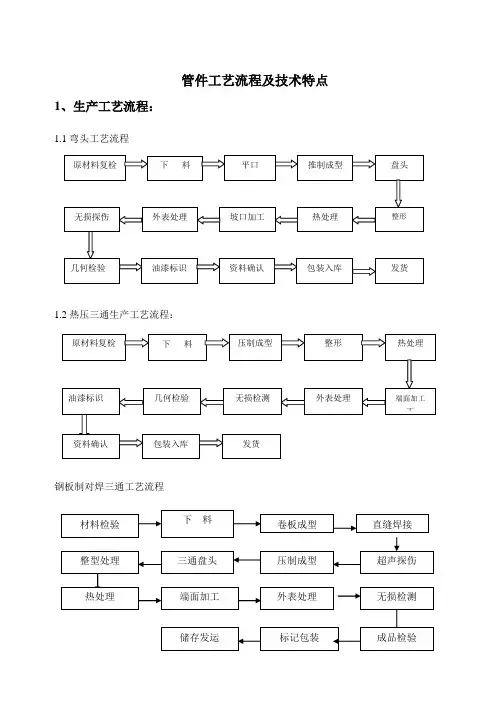
管件工艺流程及技术特点1、生产工艺流程:1.1弯头工艺流程1.2热压三通生产工艺流程:钢板制对焊三通工艺流程1.4热压大小头生产工艺流程:2、生产过程中关键工序的控制:2.1 材料2材料选用1〕冶炼方式:原材料按相应标准规定的方法进展冶炼,必须为镇静钢且具有要求的热处理状态。
2〕选用制作管件材料的外表,应无缺陷、油脂、过多的锈迹、焊渣或其它异物。
3〕材料标志清楚、完整符合工程工程有关条款的技术要求。
4〕原材料应有证明书,其检验工程应符合相关标准的规定或订货要求。
无标记、无批号、无质量证明书或质量说明书工程不全的钢材不能使用。
2材料尺寸。
制造管件选用管材应根据管件几何尺寸及设计计算选择长度、外径、宽度及壁厚。
2材料的检验1)外表及尺寸检验:原材料的外表应平整、光滑、厚度均匀,不得有超过标准要求的凹坑、重皮、裂纹、油污、腐蚀和其它污物。
外表尺寸检验、除锈后的材料进展外表及尺寸检查。
2)原材料应有证明书,其检验工程应符合相关标准的规定或订货要求。
无标记、无批号、无质量证明书或质量说明书工程不全的钢材不能使用。
3)材料按炉号进展化学分析,原材料的化学成分最大百分含量应符合相应标准及本工程技术规格书的要求4)原材料的力学性能应符合相应标准及本工程技术规格书的要求5)对于复检不合格的原材料应予退回,不允许用于管件制作。
材料的追溯性标识清楚,在制造过程中,原材料的炉号、批号以及所用材料部位及过程编号等均应有追溯性记录。
2.2下料2下料方法主要是机械切割,切割后应用机械方法清理切割面至露出金属光泽。
2下料操作人员应熟悉切割设备的性能和操作标准,按规定画样、切割。
切割时应根据操作工技能和设备不同留一定的切割量。
下料管材外表清理除锈后不允许有低熔点金属污染。
不应有重皮、裂纹等严重缺陷。
2在下料后的坯料上将原材料上的标识内容进展移植。
2.3管件成型2弯头生产作业指导书2.3.1.1 先启动中频电源将推制芯棒加热到规定温度以上,将推制弯头用坯管放在推制机芯棒上启动液压推进装置推动坯管随芯棒外形而变化。
X80管线钢冶炼工艺研究李战军1刘金刚1郝宁1陈霞1王东柱2孙硕猛2周金明2史志强2(1. 首钢技术研究院,北京 100043;2. 首秦金属材料有限公司,秦皇岛 066326)摘 要 本文研究了采用“铁水脱硫预处理—转炉—LF炉精炼—RH炉精炼—连铸”生产X80管线钢的冶炼工艺,满足批量生产的需求。
采用此工艺生产的X80管线钢成品成分控制水平达到[C]≤0.070%,[P]≤120ppm,[S]≤20ppm;成品氮含量控制平均为37.4ppm,氢含量平均为1.5ppm,气体含量满足钢种冶炼要求。
关键词 X80管线钢冶炼工艺成分控制Study of Smelting Process in X80 Pipeline SteelLi Zhanjun1 Liu Jingang1 Hao Ning1Chen Xia1Wang Dongzhu2 Sun Shuomeng2 Zhou Jinming2 Shi Zhiqiang2(1. Shougang Research Institute of Technical, Beijing, 100043;2. Shouqin Metal Material Company Ltd., Qinhuangdao, 066326)Abstract In this paper, the smelting process of “Hot metal desulphurization pretreatment-Basic oxygen furnace-LF refining-RH refining-continuous casting slab” is studied to produce X80 pipeline steel, meet the needs of X80 pipeline steel mass production. By this process of X80 pipeline steel finished product component control is [C]≤0.070%, [P]≤120ppm, [S]≤20ppm;the content of smelting gas meet the requirements, finished product nitrogen content with an average of37.4ppm, hydrogen content with an average of 1.5ppm.Key words X80 pipeline steel, smelting process, composition control1前言管线钢主要用于天然气和石油输送,随着天然气和石油需求量的不断增加,对输送管线用钢的需求量日益增多,同时为了提高输送效率增加输送工作压力大,要求管线钢具有高强度、高韧性以及良好的可焊接性能。
323.9x11.125 X52管线管制造工序及工艺控制一、技术要求1、规格:323.9×11.125×10000-12000mm2、适用标准及等级:API Spec 5L-2007 PLS1。
3、钢种:X52,其熔炼分析及产品分析符合API Spec 5L-2007标准表4规定。
4、钢管采用连铸坯轧制,连铸坯质量应符合YB/T4149-2006标准要求。
5、钢管拉伸性能应符合API Spec 5L-2007表6的规定。
7、钢管尺寸偏差应符合下表一的规定。
表一尺寸偏差表8、弯曲度:4mm/M;全长:≤2‰。
9、管端加工:钢管管端斜切不应超过1.6mm。
10、钢管表面质量无缝管内外表不得有裂纹、裂缝、折叠、轧折、离层、结疤等缺陷存在,这些缺陷应完全清除,清除后不得使外径超过负偏差,剩余壁厚应不得小于负偏差。
11、无损探伤:钢管逐支漏磁探伤,探伤等级为L4。
12、水压:钢管逐支水压,最低试验压力为22MPa;试验压力保压时间不得少于5s。
二、炼钢工艺控制(略)三、轧管工艺控制1、生产注意事项1.1钢坯的化学成分、尺寸规格、表面质量经检验合格,实物核对无误后方能按炉投料。
1.2钢坯在环形炉内按本机组规定的加热制度进行加热,保证坯料在环形炉内加热均匀,不得出现阴阳面、加热不透、过热或过烧现象,若遇到轧机故障,应视情况采取降温措施,且不允许坯料在高温区域长时间停留,以保证钢(管)坯加热质量。
1.3各机组、各工序严格按照按炉送钢制度做好物流跟踪,填好平衡传递卡;不得出现混炉混钢现象。
2、轧管操作要点2.1工艺流程下生产计划→连铸坯检验→断料→加热→穿孔→轧管→定径→中间几何尺寸检验→冷却→矫直→定尺→吹吸灰→漏磁探伤→人工检验→水压→喷标→入库2.2轧制要求2.2.1生产前及生产过程中对变形工磨具质量状况的检查和监控:轧前应对穿孔机、轧管机、定径机、矫直机的工模具进行检查和确认,其中重点检查穿孔机和轧管机轧辊、导盘、顶头、定径辊、矫直辊等工具的状况以及芯棒尺寸、表面质量及润滑质量,若有裂纹、粘钢、缺损、变形等缺陷或芯棒表面润滑不均应及时处理,待一切正常时方可生产。
X80管线钢冶炼工艺路线设计近年来,我国在高钢级管线钢的开发和应用方面进展迅速,先后在西气东输一线采用X70管线钢,并在西气东输陕京二线的冀宁联络线试验段采用了X80管线钢,管道全长7km,由宝钢、武钢和鞍钢生产。
下面简单的介绍下其冶炼工艺路线设计所涉及的问题。
首先,对于炼钢而言,可采用以下3种工艺路线:工艺路线I:铁水预处理→顶底复吹转炉→RH真空脱气、脱C→LF炉深脱S→喂Si-Ca线→板坯连铸机;工艺路线Ⅱ:铁水预处理→顶底复吹转炉→出钢A1-Fe脱氧→LF炉深脱S(喂Si-Ca线)→RH真空脱气(喂Si-Ca 线)→板坯连铸机;工艺路线Ⅲ:铁水预处理→顶底复吹转炉→出钢Al-Fe脱氧→RH真空脱气→LF炉深脱S→喂Si-Ca线→板坯连铸机。
其次,具体采用何种冶炼工艺路线,主要考虑以下几个因素:(1)各厂根据对冶炼过程中对C含量控制的稳定性,决定是否采用RH真空脱C;(2)温度控制水平和精确度;(3)Si-Ca线的喂人位置能否保证Ca处理的效果。
08Al钢转炉冶炼工艺改进实践08Al钢是我国应用较多的一种深冲用钢,属于优质碳素结构钢,是高附加值产品。
常规冶炼在出转炉脱氧时会采用锰芯铝铁与铝饼脱氧,同时合金化。
这是因为锰芯铝铁含25%的Al和48%的Mn,具有比重大、吸收率高的特点,但出现的问题时铝耗较大成本高,且节奏慢不能满足后续薄板连铸机的铸坯生产,需要改进冶炼工艺。
改进工艺中采用中碳锰铁与铝线取代原工艺的锰芯铝铁与铝饼及微调的少量铝线。
工艺为,待钢水出至1/4时,将中碳锰铁通过合金槽加入钢包内,出钢完毕后将钢包开到吹氩站,定氧,根据氧活度确定一次铝线加入量,将铝线垂直钢水表明喂入钢包内,吹氩后取钢样分析[AlS]量,据此结果进行二次喂线,以保证钢中[AlS]达到钢种含量要求。
旧工艺由于铝饼较轻,易漂浮于钢包内钢水表明,被钢水表面钢渣吸收,增加了铝耗,铝吸收也低,钢水终点难以控制,炉前工强度大且生产节奏缓慢。
冶金行业炼钢工艺规程钢材作为现代工业的重要材料之一,在各个领域中都扮演着重要的角色。
而炼钢工艺是钢材生产的核心环节之一,对于确保钢材质量、降低成本和提高效率具有重要的意义。
本文将围绕冶金行业炼钢工艺规程展开论述,旨在提升炼钢工艺的标准化和规范化水平,以推动钢材产业的可持续发展。
1. 前处理工艺在炼钢过程中,前处理工艺起着至关重要的作用,它可以对原料进行筛选、破碎和预处理,以确保后续工艺环节的进行顺利。
前处理工艺规程应包括原料的选择标准、破碎设备的运行参数、预处理工艺流程等内容,并且应根据不同种类的原料和生产需求进行调整和优化。
2. 炼钢工艺炼钢工艺是将原料转化为高品质钢材的关键步骤,其规范化和优化可以提高钢材质量、减少生产成本。
炼钢工艺规程应包括炉型选择和设计、炉料比例、炼钢温度和时间控制、冶炼剂的使用方法等内容,以确保钢材的化学成分和物理性能达到预期要求。
3. 精炼工艺精炼工艺是在炼钢工艺之后进行的一个重要环节,它可以进一步提升钢材的质量和纯度。
精炼工艺规程应包括精炼设备的选型和运行参数、精炼剂的使用方法、工艺流程等内容,以确保钢材中的杂质和非金属夹杂物得到有效去除,从而获得高纯度的钢材。
4. 连铸工艺连铸工艺是将炼钢后的钢水铸造成坯料的重要环节,它直接关系到钢材的成品率和质量。
连铸工艺规程应包括连铸机的选型和运行参数、结晶器的设计和使用、冷却水的供应等内容,并应根据不同的钢种和规格进行适当调整,以确保钢材的凝固过程稳定,获得理想的坯料。
5. 熔炼废料处理工艺在冶金行业中,产生了大量的熔炼废料,如果不进行有效处理,将对环境和资源造成巨大的影响。
熔炼废料处理工艺规程应包括废料的分类和分拣、处理方式的选择和优化、废料处理设备的选型和运行参数等内容,并应遵循环保和资源综合利用的原则,以减少对环境的污染和资源的浪费。
6. 能源管理和安全生产在炼钢工艺中,能源消耗和生产安全是两个非常重要的方面。
能源管理方面,规程应包括能源的使用和消耗监控、能源利用效率的提升、能源节约措施等内容。
《首秦公司X80管线钢冶炼与轧制工艺研究》篇一一、引言随着国家对基础设施建设的大力投入,管线钢作为石油、天然气等能源输送的重要材料,其品质和性能显得尤为重要。
首秦公司作为国内知名的钢铁企业,其X80管线钢产品以其优异的性能在市场上占据一席之地。
本文旨在深入研究首秦公司X80管线钢的冶炼与轧制工艺,分析其工艺流程、关键技术及质量控制等方面,以期为相关企业提供参考。
二、X80管线钢的冶炼工艺1. 原料准备X80管线钢的冶炼始于原料准备阶段。
首秦公司选用高质量的铁矿、废钢等作为主要原料,经过破碎、筛分、磁选等工序,确保原料的纯净度和化学成分的稳定。
2. 冶炼过程冶炼过程中,采用转炉、电炉等设备,通过控制冶炼温度、化学成分、气体成分等参数,确保冶炼出符合要求的钢水。
其中,转炉冶炼过程中需加入合金元素,以调整钢水的化学成分,提高钢的强度和韧性。
3. 精炼与真空处理为进一步提高钢水的纯净度和均匀性,首秦公司采用LF精炼炉和VD真空处理设备对钢水进行精炼和真空处理。
这一过程可有效去除钢水中的气体、夹杂物等杂质,提高钢的内在质量。
三、X80管线钢的轧制工艺1. 连铸工艺钢水经过精炼和真空处理后,进入连铸工序。
首秦公司采用先进的连铸技术,通过控制结晶器、二次冷却、拉矫等工艺参数,确保铸坯的质量和尺寸精度。
2. 轧制过程轧制过程是X80管线钢生产的关键环节。
首秦公司采用热轧和冷轧相结合的方式,通过控制轧制温度、轧制力、轧制速度等参数,确保钢管的尺寸精度和表面质量。
同时,采用多道次轧制和控冷技术,进一步提高钢管的力学性能和韧性。
四、关键技术与质量控制1. 关键技术首秦公司在X80管线钢的冶炼与轧制过程中,采用了多项关键技术。
包括转炉冶炼技术、LF精炼技术、VD真空处理技术、连铸技术、控轧控冷技术等。
这些技术的应用,使得首秦公司的X80管线钢在性能、质量等方面达到了国内领先水平。
2. 质量控制为确保X80管线钢的质量稳定和可靠,首秦公司建立了严格的质量控制体系。
《首秦公司X80管线钢冶炼与轧制工艺研究》篇一一、引言随着国家基础设施建设的不断推进,对于高品质管线钢的需求也日益增加。
作为一家专业从事高品质钢材生产和研究的企业,首秦公司不断在冶炼和轧制工艺上进行研究和创新,成功研发出了具有高性能的X80管线钢。
本文将就首秦公司X80管线钢的冶炼与轧制工艺进行详细的研究和分析。
二、X80管线钢的冶炼工艺1. 原料准备X80管线钢的冶炼原料主要包括铁水、废钢等。
在冶炼前,需要对原料进行严格的检验和准备,确保原料的质量符合要求。
2. 冶炼工艺流程(1)电炉冶炼:在电炉中加入铁水、废钢等原料,通过电弧加热进行熔化。
(2)炉外精炼:熔化后的钢水通过炉外精炼设备进行去气、去夹杂等处理,进一步提高钢水的纯净度。
(3)连铸:将处理后的钢水倒入连铸机中进行连续铸造,得到铸坯。
3. 成分控制X80管线钢的成分控制是冶炼过程中的关键环节。
通过对冶炼过程中各元素的添加和调整,保证钢的化学成分符合要求。
同时,还需要对冶炼过程中的温度、压力等参数进行严格控制,确保冶炼过程的稳定性和产品质量。
三、X80管线钢的轧制工艺1. 轧制前准备铸坯经过检验和清理后,进入轧制前准备阶段。
这个阶段主要包括剥皮、切割、加热等工序,为轧制过程做好充分准备。
2. 轧制工艺流程(1)初轧:将铸坯加热至适当温度后,进行初轧,使钢材达到一定的厚度和宽度。
(2)精轧:经过初轧后,进入精轧阶段。
通过多道次轧制,使钢材达到所需的尺寸精度和表面质量。
(3)卷取:精轧后的钢材经过卷取机卷取成卷,方便后续的包装和运输。
3. 质量控制在轧制过程中,需要对钢材的尺寸精度、表面质量、力学性能等进行严格的质量控制。
通过采用先进的检测设备和工艺,确保产品的质量符合要求。
四、工艺优化及成果展望针对X80管线钢的冶炼与轧制工艺,首秦公司不断进行优化和创新。
通过改进原料选择、冶炼设备、轧制工艺等方面的措施,进一步提高产品的质量和生产效率。
同时,公司还积极引进国内外先进的生产工艺和技术,不断提高自身的研发能力和市场竞争力。

8mm的x80管线钢生产工艺流程1.原料准备阶段,将选定的优质钢材进行切割和预处理。
During the raw material preparation stage, selected high-quality steel is cut and pre-processed.2.预热阶段,通过加热炉将钢材预热至适当温度,以便后续加工。
During the preheating stage, the steel is preheated tothe appropriate temperature using a heating furnace for subsequent processing.3.穿孔阶段,通过机械设备对预热后的钢材进行穿孔,形成管坯。
During the piercing stage, the preheated steel is perforated by mechanical equipment to form a tube blank.4.热轧阶段,将管坯送入轧机中进行热轧加工,使其成型。
During the hot rolling stage, the tube blank is sent tothe rolling mill for hot rolling to shape it.5.换管阶段,将热轧后的钢管进行换管处理,以获得更加光滑的表面。
During the pipe changing stage, the steel pipe after hot rolling is subjected to pipe changing treatment to obtain a smoother surface.6.冷拔阶段,将热轧后的钢管进行冷拔加工,以改善其内外表面精度和光洁度。
During the cold drawing stage, the hot-rolled steel pipe is cold-drawn to improve its inner and outer surface accuracy and finish.7.退火阶段,对冷拔后的钢管进行退火处理,以提高其机械性能和塑性。
简述8mm管线钢的生产工艺流程1.原料选料:选择高质量的钢坯进行加工和熔炼。
Selection of raw materials: Select high-quality steel billets for processing and smelting.2.轧制加工:将熔炼后的钢坯进行轧制,初步成型成管坯。
Rolling processing: The smelted steel billet is rolled to form a preliminary pipe blank.3.空气穿孔:通过空气穿孔机器对管坯进行穿孔,形成管道内部空腔。
Air perforation: Use an air perforation machine to perforate the pipe blank, forming an internal cavity in the pipeline.4.冷拔加工:利用冷拔机对管坯进行拉拔,增强管道的强度和光滑度。
Cold drawing processing: Use a cold drawing machine to draw the pipe blank, enhancing the strength and smoothness of the pipeline.5.酸洗处理:对冷拔后的管坯进行酸洗处理,去除表面氧化物和杂质。
Acid pickling: The cold-drawn pipe blank is pickled to remove surface oxides and impurities.6.清洗排油:清洗酸洗后的管坯并排出残留的油脂和杂质。
Cleaning and oil discharge: Clean the pickled pipe blank and remove residual grease and impurities.7.成型焊接:将管坯进行成型和焊接,形成完整的管线。