MSA第三版教材
- 格式:ppt
- 大小:1.17 MB
- 文档页数:143

ISO/TS 16949系列之MSA培训
专业 求实 严谨 诚信
ISO/TS 16949系列之MSA培训教材 第1页,共15页
Measurement Systems Analysis
MSA
测量系统分析
第一章 测量系统根述
为何要进行测量系统分析
如果测量出现问题,那么合格的产品可能被判为不合格,不合格的产品可能被判为合格,其后果可想而知。
测量设备经检定或校准合格后,在实际使用环境下由于人、机、料、法、环、测等方面的原因,仍会产生测量误差。
必须按MSA手册中规定的方法和判定准则对测量产品的测量系统进行分析,确定测量结果的变差是否足够小,降低产品误判的概率。
测量变差通常分为:
Bias 偏倚;
Repeatability 重复性
Reproducibility再现性 ;
Linearity 线性 ;
Stability 稳定性 。
基础概念
测量系统:用来对被测特性赋值的操作、程序、量具、设备、软件以及操作人员的集合;用来获得测量结果的整个过程。
变差:过程的单个输出之间不可避免的差别。
重复性:由一个评价人采用同种测量仪器,多次测量同一零件的同一特性时获得ISO/TS 16949系列之MSA培训教材 第2页,共15页
的测量值变差。
再现性:由不同的评价人采用相同的测量仪器,测量同一零件的同一特性时获得的测量平均值的变差。
偏倚:测量结果的观测平均值与基准值的差值。
稳定性:测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
线性:在量具预期的工作范围内偏倚值的差值。
分辨力:测量系统检出并如实指示被测特性中极小变化的能力。
MSA选择的基础
测量系统的评定通常分为两个阶段,第一阶段和第二阶段。第一阶段的试验有两个目的,第一个目的是确定该测量系统是否具有所需的统计特性。第二个目的是发现哪种环境因素对测量系统有显著影响;第二个阶段试验的目的是验证一个测量系统一旦被认为是可行的,应持续具有恰当的统计特性。第二阶段试验通常以正常校准程序,维护程序和计量程序的一部分日常工作来完成。
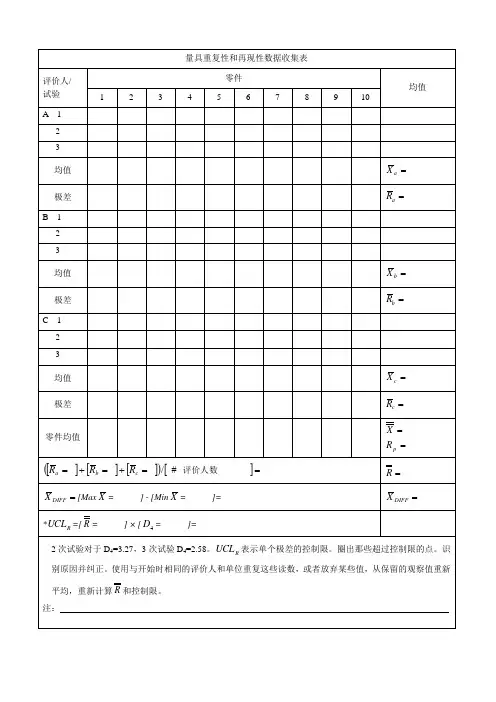
量具重复性和再现性数据收集表
评价人/
试验 零件
均值
1 2 3 4 5 6 7 8 9 10
A 1
2
3
均值 aX
极差 aR
B 1
2
3
均值 bX
极差 bR
C 1
2
3
均值 cX
极差 cR
零件均值
pRX
#/cbaRRR 评价人数 R
DIFFX[MaxX= ] - [MinX= ]= DIFFX
*RUCL=[R= ] × [4D= ]=
2次试验对于D4=3.27,3次试验D4=2.58。RUCL表示单个极差的控制限。圈出那些超过控制限的点。识别原因并纠正。使用与开始时相同的评价人和单位重复这些读数,或者放弃某些值,从保留的观察值重新平均,重新计算R和控制限。
注:
评价人/实验# 零件
均值
1 2 3 4 5 6 7 8 9 10
A 1 0.29 -0.56 1.34 0.47 -0.80 0.02 0.59 -0.31 2.26 -1.36 0.1
2 0.41 -0.68 1.17 0.50 -0.92 -0.11 0.75 -0.2 1.99 -1.25 0.1
3 0.64 -0.58 1.27 0.64 -0.84 -0.21 0.66 -0.17 2.01 -1.31 0.2

No.:
零件代号量具名称操作员
零件名称量具编号A
特 性B
上偏差下偏差0
零件A-1A-2A-3B-1B-2B-3C-1C-2C-3参考参考值代码1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39数据记录表操作人数
3零件样品数
0试验次数
3完成日期Fail/未通过计数型测量系统分析报告
Attribute Gate MSA Report
姓名年 月 日
Pass/通过C公 差1
表格制作:杨清松
No.:计数型测量系统分析报告
Attribute Gate MSA Report年 月 日
40
零件A-1A-2A-3B-1B-2B-3C-1C-2C-3参考参考值代码41
42
43
44
45
46
47
48
49
50
数据总结自评
A*BB*CA*CA*参考B*参考C*参考ABC0*0150150150150150150000
0*1000000
1*0000000与基准一致
1*1000000ABC000
A*B交叉表
A0
1
总计Po:1.00
Pe:1.00
B*C交叉表
B0
1
总计Po:1.00
Pe:1.00
A*C交叉表
A0
1C总计01
期望的数量0.000.000期望的数量150.000.00150
数量000期望的数量1500150
数量1500150期望的数量0.000.000
数量1500150期望的数量150.000.00150
数量000C总计01
数量1500150期望的数量总计
150
150
0
0
150
150数量
期望的数量0
0.000.00数量
期望的数量150数量0B
1数据记录表
1500
150.000.00
0
15000
Page 2 of 5表格制作:杨清松
No.:计数型测量系统分析报告
Attribute Gate MSA Report年 月 日
总计Po:1.00
Pe:1.00
再现性
Kappa=(Po-Pe)/(1-Pe)
A*参考 交叉表
A0

顾 客:量具名称:规范结论:零件号:量具编号:上限:11日期:特 性:量具类型:下限:7编制:评价人 A姓名:12345678910均值10.29(0.56)1.340.47(0.80)0.020.59(0.31)2.26(1.36)0.19420.41(0.68)1.170.50(0.92)(0.11)0.75(0.20)1.99(1.25)0.16630.64(0.58)1.270.64(0.84)(0.21)0.66(0.17)2.01(1.31)0.211测量系统分析均值0.447-0.6071.2600.537-0.853-0.1000.667-0.2272.087-1.307XBARA0.190极差0.3500.1200.1700.1700.1200.2300.1600.1400.2700.110RBARA0.1840.199评价人 B姓名:0.23012345678910均值10.08(0.47)1.190.01(0.56)(0.20)0.47(0.63)1.80(1.68)0.0010.30420.25(1.22)0.941.03(1.20)0.220.55(0.08)2.12(1.62)0.09930.07(0.68)1.340.20(1.28)0.060.83(0.34)2.19(1.50)0.089零件变差(PV):1.104均值0.133-0.7901.1570.413-1.0130.0270.617-0.3502.037-1.600XBARB0.063总变差 (TV):1.145极差0.1800.7500.4001.0200.7200.4200.3600.5500.3900.180RBARB0.497ndc:% TOLERANCE评价人 C姓名:5VARIATION (TOL)12345678910均值10.04(1.38)0.880.14(1.46)(0.29)0.02(0.46)1.77(1.49)-0.223% EV:17.3529.802(0.11)(1.13)1.090.20(1.07)(0.67)0.01(0.56)1.45(1.77)-0.256% AV:20.0834.503(0.15)(0.96)0.670.11(1.45)(0.49)0.21(0.49)1.87(2.16)-0.284% R & R:26.5445.58均值-0.073-1.1570.8800.150-1.327-0.4830.080-0.5031.697-1.807XBARC-0.254% PV:96.41165.62极差0.1900.4200.4200.0900.3900.3800.2000.1000.4200.670RBARC0.328极差控制图XBARp0.169-0.8511.0990.367-1.064-0.1860.454-0.3601.940-1.571# PARTS10M (FOR EV(K1) = # OF TRIALS)(FOR AV(K2) = # APPR AND G=1)(FOR PV(K3) = # OF PARTS AND G=1)UCL-R0.8660.8660.8660.8660.8660.8660.8660.8660.8660.866OP1?1d22345678910LCL-R0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000OP2?111.4101.9102.2402.4802.6702.8302.9603.0803.180RBARBAR0.3360.3360.3360.3360.3360.3360.3360.3360.3360.336OP3?121.2801.8102.1502.4002.6002.7702.9103.0203.130XBARBAR0.0000.0000.0000.0000.0000.0000.0000.0000.0000.000# OPER331.2301.7702.1202.3802.5802.7502.8903.0103.110UCL-XBAR0.3437360.3437360.3437360.3437360.3437360.3437360.3437360.3437360.3437360.343736# TRIALS (M)341.2101.7502.1102.3702.5702.7402.8803.0003.100LCL-XBAR-0.3444-0.3444-0.3444-0.3444-0.3444-0.3444-0.3444-0.3444-0.3444-0.3444(G)30.000G51.1901.7402.1002.3602.5602.7302.8702.9903.100d2A(EV)=1.128d2(EV)=1.69361.1801.7302.0902.3502.5602.7302.8702.9903.100d2(PV)=3.180d2(AV)=1.910均值控制图71.1701.7302.0902.3502.5502.7202.8702.9903.100COUNTD4D3A23/d2SIZEA2D3D43/d2TOLERANCEXDiff (Ro):0.44581.1701.7202.0802.3502.5502.7202.8702.9803.09032.57401.0231.77221.8803.2682.6594Rp:3.51191.1601.7202.0802.3402.5502.7202.8602.9803.09031.02302.5741.7720.1917AV1:0.054101.1601.7202.0802.3402.5502.7202.8602.9803.09040.72902.2821.457AV2:0.001111.1601.7102.0802.3402.5502.7202.8602.9803.09050.57702.1141.29121.1501.7102.0702.3402.5502.7202.8502.9803.090G131.1501.7102.0702.3402.5502.7102.8502.9803.090141.1501.7102.0702.3402.5402.7102.8502.9803.080151.1501.7102.0702.3402.5402.7102.8502.9803.080>151.1281.6932.0592.3262.5342.7042.8472.9703.078 % 过程变差 (TV)