孔轴的极限与配合
- 格式:ppt
- 大小:1.30 MB
- 文档页数:64
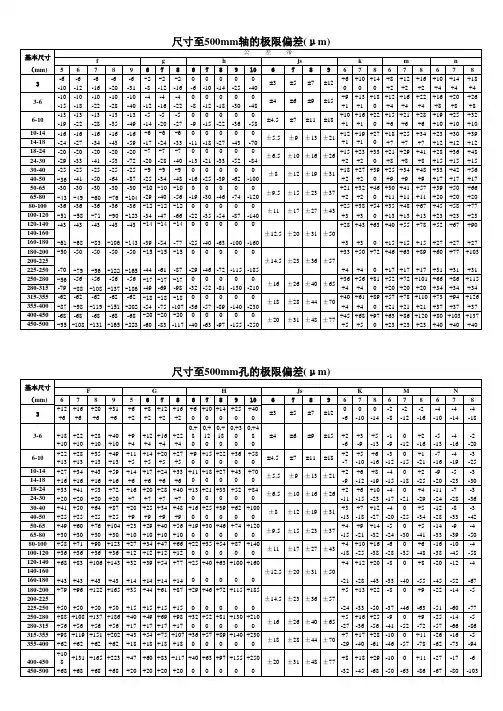
(mm)567896786789106789678678678-6-6-6-6-6-2-2-200000+6+10+14+8+12+16+10+14+18-10-12-16-20-31-8-12-16-6-10-14-25-40000+2+2+2+4+4+4-10-10-10-10-10-4-4-400000+9+13+18+12+16+22+16+20+26-15-18-22-28-40-12-16-22-8-12-18-30-48+1+10+4+4+4+8+8+8-13-13-13-13-13-5-5-500000+10+16+22+15+21+28+19+25+32-19-22-28-35-49-14-20-27-9-15-22-36-58+1+10+6+6+6+10+10+1010-14-16-16-16-16-16-6-6-600000+12+19+27+18+25+34+23+30+3914-18-24-27-34-43-59-17-24-33-11-18-27-43-70+1+10+7+7+7+12+12+1218-24-20-20-20-20-20-7-7-700000+15+23+33+21+29+41+28+36+4824-30-29-33-41-53-72-20-28-40-13-21-33-52-84+2+20+8+8+8+15+15+1530-40-25-25-25-25-25-9-9-900000+18+27+39+25+34+48+33+42+5640-50-36-41-50-64-87-25-34-48-16-25-39-62-100+2+20+9+9+9+17+17+1750-65-30-30-30-30-30-10-10-1000000+21+32+46+30+41+57+39+50+6665-80-43-49-60-76-104-29-40-56-19-30-46-74-120+2+20+11+11+11+20+20+2080-100-36-36-36-36-36-12-12-1200000+25+38+54+35+48+67+45+58+77100-120-51-58-71-90-123-34-47-66-22-35-54-87-140+3+30+13+13+13+23+23+23120-140-43-43-43-43-43-14-14-1400000+28+43+63+40+55+78+52+67+90140-160160-180-61-68-83-106-143-39-54-77-25-40-63-100-160+3+30+15+15+15+27+27+27180-200-50-50-50-50-50-15-15-1500000+33+50+72+46+63+89+60+77+103200-225225-250-70-79-96-122-165-44-61-87-29-46-72-115-185+4+40+17+17+17+31+31+31250-280-56-56-56-56-56-17-17-1700000+36+56+81+52+72+101+66+86+115280-315-79-88-108-137-186-49-69-98-32-52-81-130-210+4+40+20+20+20+34+34+34315-355-62-62-62-62-62-18-18-1800000+40+61+89+57+78+110+73+94+126355-400-87-98-119-151-202-54-75-107-36-57-89-140-230+4+40+21+21+21+37+37+37400-450-68-68-68-68-68-20-20-2000000+45+68+97+63+86+120+80+103+137450-500-95-108-131-165-223-60-83-117-40-63-97-155-250+5+50+23+23+23+40+40+40

第三章 孔、轴的极限与配合
3-1判断题 〔正确的打√,错误的打×〕
1.公差可以说是允许零件尺寸的最大偏差。( )
2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。( )
3.国家标准规定,孔只是指圆柱形的内表面。( )
4.图样标注d=20(-0.021,0) mm的轴,加工得愈靠近基本尺寸就愈精确。( )
5.孔的基本偏差即下偏差,轴的基本偏差即上偏差。( )
6.某孔要求尺寸为D=20(-0.067,0,046) mm,今测得其实际尺寸为Ф19.962mm,可以判断该孔合格。( )
7.未注公差尺寸即对该尺寸无公差要求。( )
8.基本偏差决定公差带的位置。 ( )
9.过渡配合可能具有间隙,也可能具有过盈,因此,过渡配合可能是间隙配合,也可能是 过盈配合。( )
10.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。( )
11.孔、轴配合为Ф40H9/n9,可以判断是过渡配合。( )
12.孔、轴公差带的相对位置反映加工的难易程度。( )
13.最小间隙为零的配合与最小过盈等于零的配合,二者实质相同。( )
14.基轴制过渡配合的孔,其下偏差必小于零。( )
15.装配精度高的配合,若为过渡配合,其值应减小;若为间隙配合,其值应增大。( )
3-2选择题(将下列题目中所有正确的论述选择出来)
1.下列论述中正确的有__。
A.因为有了大批量生产,所以才有零件互换性,因为有互换性生产才制定公差制.
B.具有互换性的零件,其几何参数应是绝对准确的。
C.在装配时,只要不需经过挑选就能装配,就称为有互换性。
D.一个零件经过调整后再进行装配,检验合格,也称为具有互换性的生产。
E.不完全互换不会降低使用性能,且经济效益较好。
第2章 孔、轴的极限与配合 习题参考答案
一、简述题
1、什么是基孔制配合与基轴制配合?为什么要规定基准制?广泛采用基孔制配合的原因何在?在什么情况下采用基轴制配合?
答:
(1)基孔制配合是指基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。而基轴制配合是指基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
(2)因为国家标准规定的20个公差等级的标准公差和28个基本偏差可组合成543个孔公差带和544个轴公差带。这么多公差带可相互组成近30万种配合。为了简化和统一,以利于互换,并尽可能减少定值刀具、量具的品种和规格,无需将孔轴公差带同时变动,只要固定一个,变更另一个,便可满足不同使用性能要求的配合,且获得良好的技术经济效益。因此,国家标准对孔与轴公差带之间的相互位置关系,规定了两种基准制,即基孔制和基轴制。
(3)因为采用基孔制可以减少定值刀、量具的规格数目,有利于刀量具的标准化、系列化,因而经济合理,使用方便,能以广泛采用基孔制配合。
(4)选择基轴制配合的情况如下:
a、由冷拉棒材制造的零件,其配合表面不经切削加工;
b、与标准件相配合的孔或轴;
c、同一根轴上(基本尺寸相同)与几个零件孔配合,且有不同的配合性质。
2、选定公差等级的基本原则是什么?
答 : 在首先满足使用要求的前提下,尽量降低精度要求,使综合经济效果为最好。
3、 基准制的选用原则是什么?
答 : 主要考虑工艺的经济性和结构的合理性,一般情况下,优先采用基孔制 , 这样可以减少备用的定值孔用刀具、量具的种类,经济效益比较好。
二 名词解释
1、基本尺寸:设计时给定的尺寸。
2、实际尺寸:通过测量得到的尺寸。
3、尺寸公差:允许尺寸的变动量。
4、极限尺寸:允许尺寸变化的两个极端。
5、上偏差:最大极限尺寸减其基本尺寸所得的代数差。
6、下偏差:最小极限尺寸减其基本尺寸所得的代数差。

第三章 孔、轴的极限与配合
授课课题:孔、轴的极限与配合
目的要求:1、理解并掌握广义孔、轴及有关尺寸的基本术语;
2、理解并掌握有关偏差和公差的概念;
3、理解并掌握尺寸公差带和配合公差带及其绘制;
4、掌握国家标准及公差等级代号、基本偏差代号、公差带代号和配合代号;
5、了解极限与配合的选用,了解线性尺寸的未注公差
重 点:掌握尺寸精度及配合的选用;掌握孔、轴公差与配合在图样上的标注。
难 点:尺寸精度及配合的选用;
学 时:6学时
作 业:3-16、3-17、3-19、3-20、3-21、3-23、3-24
参考资料:韩进宏. 互换性与测量技术. 北京:机械工业出版社,2005
王伯平. 互换性与测量技术基础. 北京:机械工业出版社,2003
廖念钊.互换性与技术测量.计量出版社, 1982
课次2
一、基本术语及定义
1. 掌握公差配合的基本术语:
1) 有关尺寸的定义
尺寸:用特定单位表示长度的数字。如20mm,40μm
基本尺寸(孔D;轴d):设计时给定的尺寸。
实际尺寸(孔Da;轴da):通过测量所得尺寸。
*注意:实际尺寸是具体零件上某一位置的尺寸的测量值。课程实际尺寸指的是零件制成后的实
际尺寸。
极限尺寸(孔Dmax、孔Dmin;轴dmax、dmin):允许尺寸变化的两个界限值,统称为极限尺寸。
2) 有关尺寸偏差,公差的术语及定义
尺寸偏差:某一尺寸减其基本尺寸所得的代数差称尺寸偏差简称偏差。
极限偏差:极限尺寸—基本尺寸所得代数差
孔:上偏差ES=Dmax—d; 下偏差EI=Dmin—d
轴:上偏差es=dmax—d; 下偏差ei=dmin—d
*注意:由于满足孔与轴配合的不同松紧要求,极限尺寸可能大于、小于或等于其基本尺寸。因此,极限偏差的数值可能是正值、负值或零值。故在偏差值的前面除零值外,应标上相应的“+”号或
“—”号。
实际偏差:实际偏差=实际尺寸-基本尺寸
注意:由于零件同一表面上不同位置的实际尺寸往往不同。综上所述:偏差是以基本尺寸为基