汽车覆盖件概述
- 格式:ppt
- 大小:1002.00 KB
- 文档页数:15
汽车覆盖件及内钣件图解内容来源网络,由深圳机械展收集整理!更多钣金设备相关内容,就在深圳机械展。
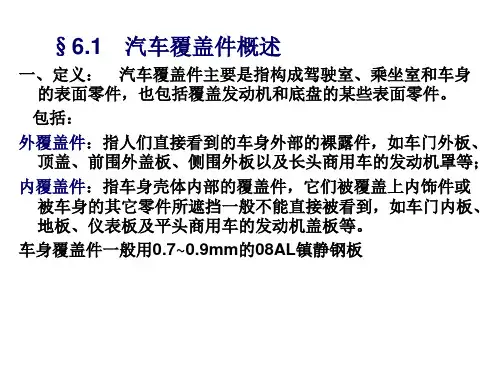
何为汽车覆盖件?汽车覆盖件是指覆盖发动机、底盘,构成驾驶室、车身的金属薄板制成的空间形状的表面或内部零件。
按功能和部位可分为外部覆盖件、内部覆盖件和骨架覆盖件三类。
车身覆盖件的结构特点:(1)尺寸大。
汽车是消费品中较大的工业产品。
汽车覆盖件是覆盖发动机和底盘构成汽车车身的零件。
因此,其结构尺寸的大小,取决于车身分块的大小。
从覆盖件本身的功能角度考虑,分块应当是越大越好。
从车身的整体制造工艺性角度分析,也应当是越大越好。
因此,覆盖件结构尺寸一般都比较大。
(2)板材薄。
为了减轻汽车自重,覆盖件选用的板材都比较薄。
薄厚是一个相对的概念。
覆盖件的周长(米)和所用板料厚度(毫米)的比值一般都在1.00以上。
覆盖件料厚一般在0.6毫米至1.2毫米之间。
(3)形状复杂。
为满足功能和美观的需要,汽车覆盖件一般都是由三维规则曲面和不规则曲面组合而成的复合曲面。
(4)用模型表达。
由于覆盖件是有立体曲面构成,使用机械制图完全表达汽车覆盖件的形状和尺寸是非常困难的。
一般都用模型来表示。
表示汽车覆盖件形状尺寸的模型称为主模型(有物理主模型和数学主模型之分)。
车身外覆盖冲压件图解外板件:•四门、两盖、翼子板左右、侧围左右、顶盖•(外板11个、内板6个件)对称件6个,非对称5个。
8个活装件,3个焊装件•油箱盖总成也是活装件,而且是具有A级曲面的外板整体侧围(左、右)翼子板(左、右两件)机盖外板机盖内板行李箱外板行李箱内板前门外板(左、右)前门内板(左、右)后门外板(左、右)后门内板(左、右)顶盖内板件:焊接白车身总成(除了外板的侧围、顶盖)发动机舱总成行李舱总成侧围内板总成地板总成中、小件:加强梁、加强板、支撑架类件中型加强板小型加强板小型支架类小型支架类地板类加强梁加强梁轮罩内外板轮罩内外板前围总成前悬挂总成油箱盖总成覆盖件的分组——总成发动机舱总成左后门总成地板总成左侧围总成后背门焊接总成&发动机罩总成内容来源网络,由深圳机械展收集整理!更多钣金设备相关内容,就在深圳机械展。
什么是汽车覆盖件汽车覆盖件(以下简称覆盖件)是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。
轿车的车前板和车身、载重车的车前板和驾驶室等都是由覆盖件和一般冲压件构成的。
覆盖件组装后构成了车身或驾驶室的全部外部和内部形状,它既是外观装饰性的零件,又是封闭薄壳状的受力零件。
覆盖件的制造是汽车车身制造的关键环节。
一、覆盖件的分类按功能和部位分类,可分为外部覆盖件、内部覆盖件和骨架类覆盖件三类。
外部覆盖件和骨架类覆盖件的外观质量有特殊要求,内部覆盖件的形状往往更复杂。
按工艺特征分类如下:(1)对称于一个平面的覆盖件。
诸如发动机罩、前围板、后围板、散热器罩和水箱罩等。
这类覆盖件又可分为深度浅呈凹形弯曲形状的、深度均匀形状比较复杂的、深度相差大形状复杂的和深度深的几种。
(2)不对称的覆盖件。
诸如车门的内、外板,翼子板,侧围板等。
这类覆盖件又可分为深度浅度比较平坦的、深度均匀形状较复杂的和深度深的几种。
(3)可以成双冲压的覆盖件。
所谓成双冲压既指左右件组成一个便于成型的封闭件,也指切开后变成两件的半封闭型的覆盖件。
(4)具有凸缘平面的覆盖件。
如车门内板,其凸缘面可直接选作压料面。
(5)压弯成型的覆盖件。
以上各类覆盖件的工艺方案各有不同,模具设计结构亦有很大差别。
二、覆盖件的特点和要求同一般冲压件相比,覆盖件具有材料薄、形状复杂、结构尺寸大和表面质量要求高等特点。
覆盖件的工艺设计、冲模结构设计和冲模制造工艺都具有特殊性。
因此,在实践中常把覆盖件从一般冲压件中分离出来,作为一个特殊的类别加以研究和分析。
覆盖件的特点决定了它的特殊要求。
1. 表面质量覆盖件表面上任何微小的缺陷都会在涂漆后引起光线的漫反射而损坏外形的美观,因此覆盖件表面不允许有波纹、皱折、凹痕、擦伤、边缘拉痕和其他破坏表面美感的缺陷。
覆盖件上的装饰棱线和筋条要求清晰、平滑、左右对称和过渡均匀,覆盖件之间的棱线衔接应吻合流畅,不允许参差不齐。
汽车覆盖件冲压工艺及模具设计技术研究摘要:汽车覆盖件是我国汽车车身设计中不可缺少的组成部分。
随着我国汽车制造业的快速发展和人们生活质量的不断提高,人们对家用汽车车身设计的基本要求也越来越高。
如何追求高品质、低成本、实用的智能汽车已逐渐成为直接影响我国汽车产品选择的重要因素之一。
高度重视我国汽车整体覆盖件冲压制造工艺、模具设计等新技术的深入研究,可以大大提高我国汽车车身的整体设计质量,增强我国汽车加工产品的市场实力和竞争力,促进加工企业汽车产品的不断升级,为汽车企业的发展创造更大的社会效益和经济效益。
关键词:汽车覆盖件;汽车覆盖件冲压工艺;模具设计技术1.汽车覆盖件概述所谓汽车覆盖件,是指构成车身或驾驶室,覆盖发动机和底盘的异形表面和汽车零部件。
由于车内部及其覆盖件不仅需要具有较强的车身整体性和装饰性,还需要能够同时承受一定的地面力和冲击力,因此车内部及其覆盖件的整体结构和功能非常复杂。
除了我们经常直接看到的一些车外板,如车门外板、侧壁外板、发动机罩等,车上的内盖件也可能包括一些小型车内板,例如一些可以隐藏在车内的车辆地板和左右两侧的异形纵梁。
2.覆盖件冲压工艺特点在车身的设计中,需要从整体形状和结构功能两个方面进行设计,而汽车罩是完成汽车形状和结构功能的重要部件,所以汽车设计师往往十分重视它。
然而,尽管面板是汽车的重要组成部分,但由于设计师专业知识的限制,一些制造工艺可能没有得到充分考虑,导致了面板制造过程中的一些问题。
盖板件的冲压工艺对盖板件的制造具有重要意义,必须给予足够的重视。
设计面板时必须考虑冲压工艺。
3汽车覆盖件冲压工艺与设计方案本文主要以某汽车生产公司的一辆小型货车的后门为分析对象。
后门内板尺寸大,形状多样,是典型的汽车覆盖件。
3.1汽车覆盖件冲压工艺分析汽车后门内板分为后窗内板和后门外板。
后车门的内板和外板通过内板的焊接边缘和冲压工艺相互连接,形成汽车的后车门,后车门直接安装在汽车的行李箱上。
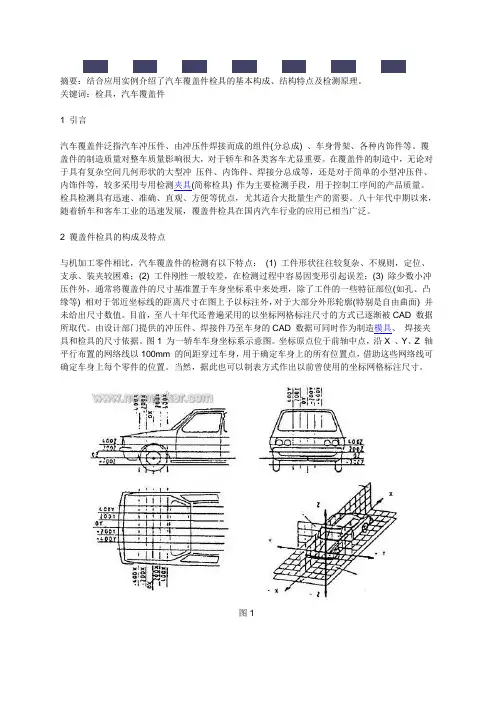
摘要:结合应用实例介绍了汽车覆盖件检具的基本构成、结构特点及检测原理。
关键词:检具,汽车覆盖件1 引言汽车覆盖件泛指汽车冲压件、由冲压件焊接而成的组件(分总成) 、车身骨架、各种内饰件等。
覆盖件的制造质量对整车质量影响很大,对于轿车和各类客车尤显重要。
在覆盖件的制造中,无论对于具有复杂空间几何形状的大型冲压件、内饰件、焊接分总成等,还是对于简单的小型冲压件、内饰件等,较多采用专用检测夹具(简称检具) 作为主要检测手段,用于控制工序间的产品质量。
检具检测具有迅速、准确、直观、方便等优点,尤其适合大批量生产的需要。
八十年代中期以来,随着轿车和客车工业的迅速发展,覆盖件检具在国内汽车行业的应用已相当广泛。
2 覆盖件检具的构成及特点与机加工零件相比,汽车覆盖件的检测有以下特点:(1) 工件形状往往较复杂、不规则,定位、支承、装夹较困难;(2) 工件刚性一般较差,在检测过程中容易因变形引起误差;(3) 除少数小冲压件外,通常将覆盖件的尺寸基准置于车身坐标系中来处理,除了工件的一些特征部位(如孔、凸缘等) 相对于邻近坐标线的距离尺寸在图上予以标注外,对于大部分外形轮廓(特别是自由曲面) 并未给出尺寸数值。
目前,至八十年代还普遍采用的以坐标网格标注尺寸的方式已逐渐被CAD 数据所取代。
由设计部门提供的冲压件、焊接件乃至车身的CAD 数据可同时作为制造模具、焊接夹具和检具的尺寸依据。
图1 为一轿车车身坐标系示意图。
坐标原点位于前轴中点,沿X 、Y、Z 轴平行布置的网络线以100mm 的间距穿过车身,用于确定车身上的所有位置点,借助这些网络线可确定车身上每个零件的位置。
当然,据此也可以制表方式作出以前曾使用的坐标网格标注尺寸。
图1覆盖件检具是根据覆盖件检测的特点设计制作的,因此与常见的机加工检具差别较大。
现以图2和图3 所示的两种覆盖件检具为例,对其基本构成和结构特点作一说明。
图2检具主体为承载工件的型面(如图3 中的件2) ,由可加工的环氧树脂制成。
汽车覆盖件一、汽车覆盖件的特点汽车覆盖件(简称覆盖件)是指覆盖发动机、底盘、构成驾驶室和车身的薄钢板展开体的表面零件和内部零件而言。
凸头载重车的车前板和驾驶室、桥车的车前板和车身等都是由覆盖件和一般冲压件构成的。
覆盖件和一般冲压件相比较,具有材料薄、形状复杂、多为空间曲面、结构尺寸大和表面质量高等特点。
在覆盖件冲压工艺、冲模设计和冲模制造工艺上也具有独自的特点,因此对覆盖件及其冲模须作为一类特殊的问题来研究。
覆盖件按作用和要求可分为三类:外覆盖件、内覆盖件和骨架件。
外、内覆盖件是由厚度为0.7、0.8、0.9、1.0、 1.5mm的08或09Mn钢板冲压而成,多数骨架件是由厚茺为1.1、1.2、1.5、2.5mm的08或09Mn钢板冲压而成。
二、对覆盖件的要求(一)表面质量覆盖件表面不允许波纹、皱纹、凹痕、边缘拉痕、擦伤以及其他破坏表面完美的缺陷。
覆盖件上的装饰棱线、装饰盘条要求清晰、平滑、左右对称以及过渡均匀。
覆盖件之间的装饰棱线衔接处应吻合,不允许参差不齐。
表面上一些微小缺陷都会在涂漆后引起光的漫反射而损坏外观。
(二)尺寸和形状应符合覆盖件图和汽车主模型覆盖件间的装配多用点焊,间用螺钉连接。
装配连装处的两个覆盖件的空间曲面必须一致,衔接处也是如此。
覆盖件图只能表示一些投影的主要尺寸。
标注出外形以及孔、窗孔、局部凸包和其他类似部分的尺寸、过渡部分的尺寸则均依据主模型。
主模型是根据定型后的主图板制造的。
制造主模型的材料有木质和玻璃钢两种。
个体主模型经装配后成为整体汽车主模型。
由于覆盖件形状复杂、空间曲面多,覆盖件图是无法完全表示出来的,只能依赖于主模型。
因此,主模型是覆盖件图必要的补充,真正能表示覆盖件的不是覆盖件图而是主模型。
主模型的用途是覆盖件冲模,焊装夹具和检验夹具制造的标准。
(三)刚性在拉延过程中,由于材料的塑性变形不够而使覆盖件的一些部位刚性差,造成覆盖件受振动后就会产生空洞声。
这种现象表现为敲击拉延件其音频不一,用手按时并发生“乒乓”声。
什么是汽车覆盖件?汽车覆盖件基础知识大全本文将详细介绍汽车覆盖件基础知识,包括汽车覆盖件简介,汽车覆盖件组成及包括什么,汽车覆盖件加工设备有哪些,汽车覆盖件加工方向,汽车覆盖件质量要求等内容。
汽车覆盖件汽车覆盖件是指覆盖发动机、底盘,构成驾驶室、车身的金属薄板制成的空间形状的表面或内部零件。
按功能和部位可分为外部覆盖件、内部覆盖件和骨架覆盖件三类。
它们在工艺设计、模具加工、设备选择及质量控制(尺寸公差、形状精度、零件刚度、表面质量)等方面都具有与一般冲压零件不同的特点。
覆盖件表面上任何微小的缺陷都会在涂漆后引起光线的漫反射而损坏外形的美观,因此覆盖件表面不允许有波纹、皱折、边缘拉痕和其他破坏表面美感的缺陷。
欧、美、日等发达国家生产的A级表面精度的汽车覆盖件如引擎盖板,车顶盖,左、右车侧围,前、后车门,前、后、左、右翼子板,行礼箱盖板,发动机前支撑板,发动机前裙板,前围上盖板,后围板,后围上盖板,前裙板,前框架,前翼子板,车轮挡泥板、后翼子板、后围板、行李仓盖,后围上盖板、顶盖、前围侧板、前围板、前围上盖板、前挡泥板、发动机罩。
覆盖件的制造是汽车车身制造的关键环节。
汽车覆盖件基本工艺汽车覆盖件冲压成形的基本工序有:落料、预弯、拉延、修边、冲孔、翻边、整形等(见表)。
典型结构的汽车覆盖件一般需要4~6道工序,并可根据需要将一些工序合并,如落料拉延、修边冲孔、翻边整形等。
汽车覆盖件发展现状汽车覆盖件成形过程的有限元分析随着非线性理论、有限元方法和计算机技术的迅速发展,一种融计算机图形学、数值计算方法和塑性成形理论于一体的板料冲压成形数值模拟技术正逐步走向工业实用阶段,成为汽车制造厂家缩短开发周期、降低生产成本的有力工具。
已经形成商品化的板料冲压成形数值模拟软件有:PAM-STAMP、DNAFORM、AUTO:FORM 等。
这些软件均具有完整的前、后处理程序,可以直观地显示材料变形、流动的详细过程,了解材料应力、应变的分布情况及起皱、破裂的形成经过,并最终获得成形所需的载荷及零件冲孔修边的回弹。
汽车覆盖件形状复杂,表面质量要求高。
用最少的模具成本、最少的设备台时加工出高质量的冲压件,需要编制合理精益的工艺方案,是对工艺人员的高要求。
汽车覆盖件的特点和要求汽车覆盖件(以下简称覆盖件)是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。
轿车的车前板和车身、载重车的车前板和驾驶室等都是由覆盖件和一般冲压件构成的。
覆盖件组装后构成了车身或驾驶室的全部外部和内部形状,它既是外观装饰性的零件,又是封闭薄壳状的受力零件。
覆盖件的制造是汽车车身制造的关键环节。
一、覆盖件的分类按功能和部位分类,可分为外部覆盖件、内部覆盖件和骨架类覆盖件三类。
外部覆盖件和骨架类覆盖件的外观质量有特殊要求,内部覆盖件的形状往往更复杂。
按工艺特征分类如下:(1)对称于一个平面的覆盖件。
诸如发动机罩、前围板、后围板、散热器罩和水箱罩等。
这类覆盖件又可分为深度浅呈凹形弯曲形状的、深度均匀形状比较复杂的、深度相差大形状复杂的和深度深的几种。
(2)不对称的覆盖件。
诸如车门的内、外板,翼子板,侧围板等。
这类覆盖件又可分为深度浅度比较平坦的、深度均匀形状较复杂的和深度深的几种。
(3)可以成双冲压的覆盖件。
所谓成双冲压既指左右件组成一个便于成型的封闭件,也指切开后变成两件的半封闭型的覆盖件。
(4)具有凸缘平面的覆盖件。
如车门内板,其凸缘面可直接选作压料面。
(5)压弯成型的覆盖件。
以上各类覆盖件的工艺方案各有不同,模具设计结构亦有很大差别。
二、覆盖件的特点和要求同一般冲压件相比,覆盖件具有材料薄、形状复杂、结构尺寸大和表面质量要求高等特点。
覆盖件的工艺设计、冲模结构设计和冲模制造工艺都具有特殊性。
因此,在实践中常把覆盖件从一般冲压件中分离出来,作为一各特殊的类别加以研究和分析。
覆盖件的特点决定了它的特殊要求。
1. 表面质量覆盖件表面上任何微小的缺陷都会在涂漆后引起光线的漫反射而损坏外形的美观,因此覆盖件表面不允许有波纹、皱折、凹痕、擦伤、边缘拉痕和其他破坏表面美感的缺陷。