2019无镀铜 焊丝工序标准规范书14页word
- 格式:docx
- 大小:98.88 KB
- 文档页数:14
目录1.0 应用范围此标准是对于所有铜焊和锡焊接头的最低质量要求。
此标准的目的是标准化从事铜焊和锡焊人员检查接头的证明,同时也是负责质量检验人员拒收不合格部件的标准。
2.0 接头分类2.1 分类:根据ANSI/AWS C3.4-90 所有现在完成的接头都将被认定为B级。
A级接头需要超声波或者X射线检查,而且将来某一天可能会需要。
目前对于B级的接头,公司不要求上述的任何测试。
对于其它的检验标准基本上都将适用于B级接头。
2.2 B级接头:ANSI/AWS C3.4-90 认为一个B级接头将能承受中等适度的干扰或低的无循环维修压力。
由于接头而导致的设备失效可能导致出现一个生命受到威胁的情况,或产生很高的压力。
3.0 可适用的文档下面提到得文档将组成标准的一部分。
其中指定了所有关于金属填充物的选择,检验,质保和工艺的标准。
(1)锡焊和铜焊的培训手册(2)机械工艺标准,制冷部分(3)机械工艺标准,铅管品制造部分(4)漏洞检测程序4.0 操作规范5.0 质量保证措施5.1 检验责任:一个受过认证的锡焊/铜焊指导员将负责检验和对一个要获得认证的锡焊工/铜焊工所做的接头进行分级。
除非有另外的指定,由进行锡焊/铜焊的区域负责检验在5.2节中指定检验标准的那部分零件或由质量部特别规定检验标准的那部分零件。
5.2 接受标准:以下是对于锡焊和铜焊接头的非破坏性检验的最低标准。
a.在被实施区域不允许有裂缝和针孔。
实施区域等于4倍的管壁厚度(多数情况为1/8”)b.填充金属形成的一个完整的环应该延展至整个接头外部的周围。
c.填充金属要完全填满管子与配件之间的缝隙和杯状物与杯状物的边缘之间的缝隙。
不可接受d.整个接头的周围要足够的湿润,切角小于90度是不能被接受的。
不可接受可以接受e.将接头清理干净,并且清除所有可见的杂物。
f.所有的管子/配件要插入到杯状物足够深的地方。
g.由于没有充分净化而形成的内部污点是不可接受的。
h.由于过热而导致的基质金属材料熔化是不可接受的。
焊丝生产作业指导书6/550粗拉作业指导书1、目的和适用范围为强化过程控制,规范员工操作过程,不断提高产品质量,特制度本作业指导书。
本作业指导书适用于6/550粗拉工段的操作指导。
2、岗位职责2」负责工艺参数的控制,维护生产线的正常运行。
2.2负责生产线各道工序质量的观察。
2.3贯彻安全文明生产的精神,及时向有关部门及领导汇报情况。
3、工艺流程4、操作规范4.1准备工作4.1.1车间根据《生产通知单》选择原材料、模具及其他工位器具。
4.1.2预先通电、通水、通气,检查各部件、各仪表是否处于正常的状态。
4.1.3按工艺耍求选择模具,并将模具置于盒内,确定其处于模套中心并锁紧,同时在润滑腔内加入粗拉润滑粉。
4.1.4按照《加药单》领取相关药品及剂量,配置好酸液及硼液的浓度, 并打开硼液蒸汽加热按钮,使硼液升温至80°C以上(硼砂占水的确25%)o4.1.5经质检员对各参数检定合格后,方可进行穿丝生产。
4.2穿丝及运行4.2.1用叉车将盘圆放在高架放线架上。
422用手钳夹紧盘圆头,依次穿过乱线停车器、剥壳机、酸槽、硼化槽、烘干,最后进入拉丝机。
4.2.3用轧尖机将钢丝直径压小,穿过拉丝机第一道模200mm长,然后用链条将钢丝头紧I古I,通过点动操作,使钢丝在卷筒上缠绕20圈左右后停止。
4.2.4重复以上423的操作,使钢丝依次穿过6道模后,才完成整机穿线。
4.2.5丄机穿线完成后,将钢丝头插入工字轮收线机小孔,点动,将钢丝逐渐缠绕在工字轮上。
4.2.6穿丝时,耍注意钢丝通过拉丝模、水洗嘴、气嘴中心位置,以免钢丝不必要的划伤或错位。
4.2.7缓慢启动设备,将钢丝拉拔500-600米后,停车,观察各工序情况无异常,且各道出丝直径均属范围内时,方可正式开车。
4.3巡检设备正常运行过程中,操作工应随时对以下项目进行巡检,以保证生产的正常、平稳、可靠运行。
4.3.1高架放线机是否乱线。
4.3.2盘圆在剥壳过程中是否剥的干净。
焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4.2.1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1。
5成品保护5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中不允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
1、目的:规定焊接产品的表面质量、焊接质量、指导焊工及焊接检验人员工作,确保产品满足客户的要求。
2、适用范围:适用于集团在产底盘产品的焊缝质量检查。
3、引用标准:《JB/T9186-1999 二氧化碳气体保护焊工艺流程》《GB/T3323-2005 金属熔化焊焊接接头射线照相》《GB/T6417.1-2005 金属熔化焊接头缺陷分类及说明》《GB/T 324 焊缝符号表示法》《GB/T 3375焊接术语》4、焊接质量检验中常见名词:缩孔:熔化金属凝固时收缩产生的孔穴;气孔:熔化金属遇到高温,残留气体没有浮到表面,留在内部的气体形成内部气孔、留在表面上的气体形成外部气孔;焊偏:焊缝未对准焊接件装配位置;缺料,未焊到:焊接件匹配位置局部未被焊到、无焊缝;虚焊:焊接后焊接件之间未融合为一体咬边:沿焊趾的母材部位产生的不规则沟槽或凹陷夹渣:焊接后残留在焊缝中的熔渣漏焊:焊道局部未被焊接到烧穿:焊接熔池塌落导致焊缝内的孔洞未熔合:焊缝金属和母材之间或焊道金属之间未完全熔化结合焊渣飞溅:焊接或焊缝金属凝固时,焊接金属或填充材料崩溅出的颗粒裂纹:焊缝区域产生的裂纹焊瘤:覆盖在金属表面,但未与其融合的过多焊缝金属未焊满:因焊接填充金属堆敷不充分、在焊缝表面产生纵向连续或间断的沟槽焊缝表面氧化物:表面麻点,焊缝表面呈凹凸不平的粗糙面弧坑缩孔:收弧处焊缝上有凹坑断弧、焊丝粘连:焊丝粘连到母材表面导致焊缝成型差焊缝凹陷:焊缝高度下陷电弧擦伤:在坡口外引弧、起弧而造成焊缝临近母材表面处局部擦伤未焊透:焊缝金属没有进入接头根部,未产生实际熔深熔深不足:实际熔深与公称熔深有差异5.焊接质量检验的内容和要求:5.1 检验方法5.1.1 焊缝外观检验焊缝外观检验主要包含以下三种:5.1.1.1肉眼观察(也叫感官检查),目前拓普工厂一般采用此方法;5.1.1.2使用放大镜检验,放大倍数以5倍为限;5.1.1.3渗透探伤:采用荧光染料(荧光法)或红色染料(着色法)的渗透剂的渗透 作用,显示缺陷痕迹的无损检验法。
焊接工艺守则一、总则本通用工艺适用于我公司采用手工电弧焊、CO2气体保护焊工艺的各类钣金件的焊接。
二、焊前准备1、全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。
2、确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。
3、检查焊件的装配质量和坡口情况。
4、焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺文件的规定,坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
5、坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。
6、不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉或防溅剂,以防止沾附焊接飞溅。
7、按工艺文件要求对焊条实施预热,要保持预热的均匀性,确认达到预热温度后才能施焊。
三、焊接材料1、根据产品图纸或技术要求选用相应的焊接材料。
2、焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
3、焊条存放处必须干燥,焊条应堆放整齐,分类、分牌号存放,避免混乱。
4、焊条、焊剂使用前应按说明书规定进行烘烤,焊条领用时须用焊条筒存放,随取随用。
连续使用的焊剂应过筛,除去其中的尘土和粉末。
5、焊丝表面应无铁锈、氧化皮、油污等污物。
6、焊接用保护气体的纯度必须达到规定的标准要求,有含水量要求的要严格控制其含水量。
四、焊缝坡口形式与基本尺寸采用手工焊的坡口形式和基本尺寸规定如下:1、工件厚度为1-3mm时,两件同一平面对缝焊接,一般采用一面焊接,缝间距为0-1.5mm.。
2、工件厚度为3-6mm时,两件同一平面对缝焊接,一般采用两面焊接,缝间距为0-2.5mm.。
3、工件厚度为1-3mm时,两件L型对缝焊接,一般采用一面焊接,缝间距为0-2mm.。
4、工件厚度为3-6mm时,两件L型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
5、工件厚度为1-6mm时,两件T型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
6、工件厚度超过6mm时,必须破口焊接,通常采用V型对称破口,具体破口方法应根据焊件的具体要求进行。
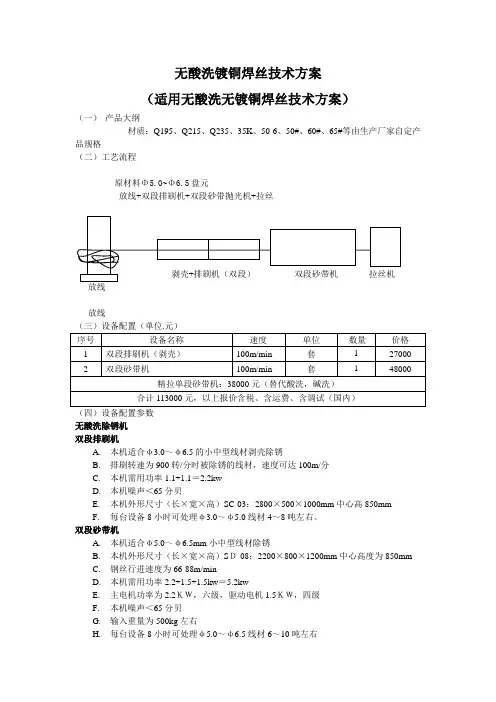
无酸洗镀铜焊丝技术方案(适用无酸洗无镀铜焊丝技术方案)(一)产品大纲材质:Q195、Q215、Q235、35K、50-6、50#、60#、65#等由生产厂家自定产品规格(二)工艺流程原材料Φ5.0~Φ6.5盘元放线+双段排刷机+双段砂带抛光机+拉丝放线放线(三)设备配置(单位.元)(四)设备配置参数无酸洗除锈机双段排刷机A.本机适合φ3.0~φ6.5的小中型线材剥壳除锈B.排刷转速为900转/分时被除锈的线材,速度可达100m/分C.本机需用功率1.1+1.1=2.2kwD.本机噪声<65分贝E.本机外形尺寸(长×宽×高)SC-03:2800×500×1000mm中心高850mmF.每台设备8小时可处理φ3.0~φ5.0线材4~8吨左右。
双段砂带机A.本机适合φ5.0~φ6.5mm小中型线材除锈B.本机外形尺寸(长×宽×高)SD-08:2200×800×1200mm中心高度为850mmC.钢丝行进速度为66-88m/minD.本机需用功率2.2+1.5+1.5kw=5.2kwE.主电机功率为2.2KW,六级,驱动电机1.5KW,四级F.本机噪声<65分贝G.输入重量为500kg左右H.每台设备8小时可处理φ5.0~φ6.5线材6~10吨左右I.砂带使用寿命每套(四个)4~8吨,每条参考价格为3.5元,客户可根据需要自行定制。
砂带技术参数为:砂带总长1090mm,砂带宽度120mm,砂带目数有80目、120目、180目。
J.本机处理的光丝耐锈时间在一般室内可达六个月以上(五)设备验收标准验收方法:1.按双方确认的技术参数进行验收。
2.在乙方制造调试完毕后,启运至甲方生产现场安装调试完毕,保修一年。
3.甲方完成设备的安装,供方派人现场调试指导;完成操作和使用的培训,设备交付甲方使用验收前,应提供设备的使用说明书及相关资料。
编号:
焊接工艺指导书
序号:
编制:年月日
校对:年月日
审核:年月日
许昌尚郡工程设备安装有限公司
编制说明
1、本指导书依据劳动部劳部发(1996)276号《蒸汽锅炉安全技术监察规程》的要求制定。
2、本指导书应有相应的焊接工艺评定报告。
3、经过验证的焊接工艺指导书可直接用于生产,也可根据它和焊接工艺评定报告编制焊接工艺卡用于生产。
4、填写本报告时,若无该项,应用斜线划去,不要空项。
5、各类检验、试验(外观、无损探伤、力学性能和金相等)报告应与焊接工艺评定报告及本指导书共同存档。
6、本指导书应入档长期保存。
焊接工艺指导书
注:对每一种母材与焊接材料的组合均需分别填充。
焊接工艺规范1、范围本标准规定了焊接工艺的技术要求。
2、人员资格2。
1焊工必须经专门的理论学习和实际操作培训,经考试合格取得有关部门颁发证书,方可担任焊接工作.2.2对中断焊接工作六个月以上的焊工,必须重新考核。
2。
3焊工在施焊前应认真熟悉图纸和焊接工艺。
2.4核查待焊焊缝坡口的装配质量和组对要求,对不符合装配质量和组对要求的焊缝应拒焊,并向有关部门反映。
2。
5进行焊缝质量的自检,做好自检记录、焊缝标记或焊缝跟踪记录等工作.3、焊接设备3.1应根据焊接施工时需用的焊接电流和实际负载持续率,选用焊机。
3.2每台焊接设备都应有接地装置,并可靠接地。
3。
3焊接设备应处于正常工作状态,安全可靠,仪表应检定合格。
4、焊接材料4.1焊接材料(焊条、焊丝等)应为进货验收合格品。
对材质有怀疑时,应进行复验,合格后才能使用.4.2焊前应根据焊条使用说明的规定对焊条进行烘干处理。
4。
3烘干后的焊条应放入100~150℃的保温箱(筒)内,随用随取。
低氢型焊条一般在常温下超过四小时应重新烘干。
重新烘干次数不应超过三次。
5、焊前准备5.1坡口加工5.1。
1材料为碳素钢和碳锰钢(标准抗拉强度≤540MPa)的坡口可采用冷加工或热加工方法制备.5。
1.2碳锰钢(标准抗拉强度>540MPa)、铬钼低合金钢和高合金钢宜采用冷加工法.若采用热加工方法,对影响焊接质量的表面淬硬层,应用冷加工方法去除。
5.2焊接坡口应符合图样规定。
5.3焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
5.4焊前应将坡口表面及两侧的水、氧化物、油污、锈、熔渣等杂质清除干净。
5。
5焊接环境焊接环境只有在满足下列情况时才允许施焊。
a)风速:气体保护焊时≤2m/s,其它焊接方法≤10m/s;b)相对湿度≤90%。
c)焊件温度高于-10℃。
5。
6预热5.6.1对碳钢和低合金钢,当焊件温度低于0℃时,应在始焊处100mm宽度范围内预热至15℃以上。
常用钢焊接时预热温度参考表如下5.6.2采取局部预热时,预热的范围为焊缝两侧各不小于焊件厚度的3倍,且不小于100mm。
.*焊接质量检验标准品质部门2015.4.11.目的通过正确定义焊接质量的检验标准,保证员工在焊接、检验过程中制造出合格的产品。
2.范围适用于焊接车间。
3.工作程序焊接质量标准根据生产制造现场工艺实际情况,可采用边界样本目视化来清楚地分辨出焊接质量是否符合要求。
3.1 电阻点焊焊点不合格质量的界定和CO2气体保护焊焊点、焊缝不合格质量的界定。
3.1.1以下8种电阻焊点被认为是不可接受的,界定为不合格质量:3.1.1.1虚焊(无熔核或者熔核的尺寸小于4mm)焊点,代号为L。
(一)焊接不良术语焊接缺陷失效模式失效危害失效原因解决办法焊接件坡口尺寸不当焊缝形成不良,余高影响外观过高或过低焊接电流太大焊接尺寸不对焊接电流太小焊脚尺寸不符合要求焊接速度和运条方法不当,焊条角度不对导致焊接结构破焊接结构设计不合理坏结构刚性太大焊接接头局部开裂所裂纹产生的缝隙焊接工艺参数选择不合最危险的缺陷,决理不允许存在焊接工艺参数选择不合理焊接后焊趾的母材部减小了基本金属焊接电流过大的有效截面积,应咬边位产生纵向沟槽或凹力集中在咬边处,焊接速度或运条不当,电陷易造成结构破弧过长不允许的缺陷,降焊接电流太小,焊接速度太快低焊缝强度,引起未焊透接头根部未完全融透裂纹产生,导致结坡口角度,接头间隙太构破坏小,钝边太厚焊口及母材焊道未清理焊接后的熔渣夹在焊降低焊缝强度,引干净夹渣焊接电流太小,熔池金属缝里起裂纹产生凝固太快,熔渣来不及浮出来焊接金属熔渣滴到焊影响焊缝成型,导电流太大,电弧太长焊瘤缝外未熔的母材上致裂纹运条方法不当,焊接速度太慢气孔熔池中的气泡在凝固造成焊缝有效截焊条烘干温度不够,或者时未能逸出,残留在面积减小,降低焊焊道中残留油、水等杂质超过限度的咬边要进行补焊.*焊缝内形成空穴缝力学性能电弧保护不够:如焊条药皮失效;室外有风作业焊接金属从焊缝母材焊接电流太大,焊缝坡口补焊间隙太大烧穿坡口背面流出,形成不允许出现焊接速度太慢,电弧停留穿孔性缺陷重新打坡口焊接时间过长(二)焊接专业术语1.极性:直流电弧焊或电弧切割时,焊件与焊接电源输出端正、负极的接法称为极性。
![焊接技术标准规范标准[详]](https://uimg.taocdn.com/21abd16ef342336c1eb91a37f111f18583d00cf1.webp)
焊接技术标准规范标准[详]{1范围主题内容本标准规定了电子电气产品焊接用材料和导线与接线端子、印制电路板组装件等的焊接要求以及质量保证措施。
1. 2适用范围本标准适用于电子电气产品的焊接和检验。
2引用文件GB 3131-88锡铅焊料GB 9491-88锡焊用液态焊剂(松香基)QJ 3012-98电子电气产品元器件通孔安装技术要求QJ 165A-95电子电气产品安装通用技术要求QJ 2711-95静电放电敏感器件安装工艺技术要求3定义3. 1 MELF metal electrode leadless face$MELF是指焊有金属电极端面,作端面焊接的元器件。
4 一般要求4. 1环境要求环境条件按QJ 165A中3. 1. 4条要求执行。
4.1.2焊接场所所需工具及设备应保持清洁整齐。
在焊接工位上应及时清除多余物(导线断头、焊料球、残留焊料等)。
禁止在焊接工位上饮食;禁止在工位上有化妆品以及与生产操作无关的东西。
4. 2工具、设备及人员要求4. 2. 1工具@电烙铁应为温控型的,烙铁头空焊温度应保持在预选温度的士5. 5℃之内,烙铁头的形状应符合焊接空间要求,并保证良好的接地。
4. 2. 2设备4. 2. 2. 1波峰焊设备波峰焊设备(包括焊剂装置、预热装置、焊槽)焊接前应能将印制板组装件预热到120℃以内,在整个焊接过程中,焊料槽焊接温度的控制精度应维持在士℃,并具有排气系统。
4.2.2.2再流焊设备再流焊设备应可将焊接表面迅速加热,并能在连续焊接操作时,迅速加热到预定温度的士6℃范围内。
加热源不应引起印制电路板或元器件的损坏,也不应在加热源与被焊金属直接接触时污染焊料。
再流焊设备包括采用平行等距电阻加热、短路棒电阻加热、热风加热、红外线加热、激光加热装置或非电烙铁热传导焊接的设备。
4. 2. 3人员操作人员应经过专业技术培训,熟悉本标准及相关工艺的规定,具有判别焊点合格或不合格的能力,并经考核合格上岗。
焊点工艺标准及检验规范文件编号页数生效日期冷焊OK NG特点:焊点程不平滑之外表,严重时于线脚四周,产生这褶裰或裂缝1.焊锡表面粗糙,无光泽,程粒状。
2.焊锡表面暗晦无光泽或成粗糙粒状,引脚与铜箔未完全熔接。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:焊点寿命较短,容易于使用一段时间后,开始产生焊接不良之现象,导致功能失效。
造成原因:1.焊点凝固时,收到不当震动(如输送皮带震动)2.焊接物(线脚、焊盘)氧化。
3.润焊时间不足。
补救处置:1.排除焊接时之震动来源。
2.检查线脚及焊盘之氧化状况,如氧化过于严重,可事先去除氧化。
3.调整焊接速度,加长润焊时间。
编制审核批准日期日期日期焊点工艺标准及检验规范文件编号页数生效日期针孔OK NG特点:于焊点外表上产生如针孔般大小之孔洞。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:外观不良且焊点强度较差。
造成原因:1.PCB含水汽。
2.零件线脚受污染(如矽油)3.导通孔之空气受零件阻塞,不易逸出。
补救处置:1.PCB过炉前以80~100℃烘烤2~3小时。
2.严格要求PCB在任何时间任何人都不得以手触碰PCB表面,以避免污染。
3.变更零件脚成型方式,避免Coating(零件涂层)落于孔内,或察看孔径与线搭配是否有风孔之现象。
编制审核批准日期日期日期焊点工艺标准及检验规范文件编号页数生效日期短路OK NG特点:在不同线路上两个或两个以上之相邻焊点间,其焊盘上这焊锡产生相连现象。
1.两引脚焊锡距离太近小于0.6mm,接近短路。
2.两块较近线路间被焊锡或组件弯角所架接,造成短路。
允收标准:无此现象即为允收,若发现即需二次补焊。
影响性:严重影响电气特性,并造成零件严重损害。
造成原因:1.板面预热温度不足。
2.助焊剂活化不足。
3.板面吃锡高度过高。
4.锡波表面氧化物过多。
5.零件间距过近。
6.板面过炉方向和锡波方向不配合。
补救处置:1.调高预热温度。
山西西龙池抽水蓄能电站尾水系统土建及钢管制作安装标合同号XLC-CC-04焊接工艺作业指导书编制:审核:审批:水电四局西龙池工程项目部2006年2月10日焊接工艺作业指导书一、工程简介:西龙池抽水蓄能电站尾水压力钢管共布置四条,分别为1#~4#尾水钢管;每条钢管分别由上、下平直段、下弯段、斜直段和上弯段组成,钢管设计内径4.3m,材质为SUMITEN510-TMC(日本产),板厚分别为16、18、24mm,加劲环和止水环板厚分别为20、24mm,钢管的制安工程量总共为2566.769t。
二、编制依据:1、水电四局西龙池工程项目部《焊接工艺评定报告》2、《压力钢管制造安装及验收规范》(DL5017-93)3、北京国电《尾水系统钢衬装配图(1/3-3/3)》(图号:BJ55S-H4-16-1~3)4、北京国电《西龙池抽水蓄能电站尾水隧洞尾水钢管制造和安装技术要求》5、参考文件:(1)《钢制压力容器焊接规范》(JB/T4709-2000)6、施工组织设计及其他的技术资料三、焊接材料准备:1、焊接材料的选用按母材的抗拉强度选用焊接材料,焊接材料必须符合国标的相关要求,其熔敷金属力学性能和化学性能的各项指标,符合图纸技术要求和相关的标准。
(1)手工电弧焊:选用E5015型焊条,直径φ3.2mm、φ4.0mm、φ5.0mm;(2)埋弧自动焊:选用H08MnA型焊丝,直径φ4.0mm,HJ431焊剂。
(3)CO2气保焊(焊接加劲环):选用THQ50—6型焊丝,直径φ1.2mm;2、材料的保管:焊接材料应符合相应的国家标准,所有焊材在入库时要有出厂质量证明书和使用说明书,焊接材料需存放在干燥通风的仓库架子上,架子离地面高度的距离不小于30cm,离墙壁的距离不小于30cm,焊接材料在堆放时应按种类、牌号、批次、规格、入库时间分类堆放,并作好标识,避免混乱,同时做到先入库的焊条先用。
四、焊接及检测人员的筹备:1、焊工从事钢管一、二类焊缝焊接的焊工必须持有劳动部门颁发的锅炉、压力容器焊工考试合格证书或通过能源部、水利部颁发的适用于水利水电工程压力钢管制造、安装的焊工考试规则规定的考试,并持有有效合格证书,并经山西省电力局特种设备管理委员会复试合格的人承担。
焊接工艺参数和作业指导书一、焊工必须遵守安全、文明施工旳规定。
1、电焊工必须通过训练,考试合格发给操作证后,才能独立操作。
2、认真熟悉焊接有关图样,弄清焊接位置和技术规定。
3、检查电源线与否破损,地线接地与否可靠,导电嘴与否良好,极性与否选择对旳。
4、焊工工作时必须穿工作服,戴绝缘手套,穿绝缘鞋。
5、焊工必须按照规定经对应试件考试合格后,方可上岗位焊接。
6、使用旳焊接材料应具有出厂合格证明书和质量保证书。
其他工器具:手锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。
7、焊工在使用电磨工具时采用防护措施。
使用前检查电磨工具砂轮片与否松动,与否需要更换砂轮片。
8、作业区如有易燃易爆物品时,要做好防止飞溅物旳措施。
9、焊接时应注意防止飞溅或电弧损伤设备、飞溅。
10、严禁焊接有油污、将近燃易爆气体等旳容器物品。
11、严禁在不停电旳状况下检修,打扫焊机或更换保险丝,以防触电。
12、焊口局部间隙过大时,应进行修整,严禁在间隙内添加塞物。
13、焊接时,不得有穿堂风,并应有防风措施。
14、打底完毕后,应认真检查打底焊缝质量,确认合格后再进行盖面焊接。
15、焊缝经无损检查,如有缺陷,可用挖补旳方式返修,但同一位置上挖补次数不得超过三次,并做到:a.彻底清晰缺陷。
b.补焊时,应按原工艺规定进行。
16、现场使用旳电焊机,应设有防雨、防潮、防晒旳机棚,并应装设对应旳消防器材。
17、当消除焊缝焊渣时,应戴防护眼镜,头部应避开敲击焊渣飞溅方向。
18、雨天不得在露天电焊。
在潮湿地带作业时,操作人员应站在铺有绝缘物品旳地方,并应穿绝缘鞋。
19、电焊、氩弧焊等,如产生缺陷,必须用电磨工具磨除后,再继续施焊,不得用反复熔化措施消除缺陷。
焊缝成型:焊缝过度圆滑、匀直,接头良好加强面高:0-3mm焊缝宽窄差:≤3mm裂纹、弧坑、气孔、夹渣:无二、多种焊接措施操作规定。
氩弧焊安全操作规程1、氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,气瓶中旳氩气不能用尽,瓶内余压不得低于0.5MPa ,以保证充氩纯度。
焊丝验收规范1、目的和适应范围本标准规定了焊丝的验收规程,适用于本公司采购的焊丝的验收。
2、用范围GB/T8110—1995 CO2气体保护焊丝GB/T14957—94 埋弧焊丝3二氧化碳气体保护焊丝检验规范3.1技术要求公司使用焊丝型号:ER50-6。
3.1.1外观:表面光滑平整,不应有毛刺、划痕、锈蚀和氧化等,镀铜层均匀牢固,无起鳞与剥离现象。
3.1.2质量证明:有厂家质量保证书或合格证,出厂日期在保质期内。
3.1.3 尺寸应符合下表规定。
3.2检验方法。
3.2.1对3.1.1、3.1.2项用目测检查,对入厂的焊丝,验证供方提供的该批焊丝的货物清单、质量保证书、合格证。
3.2.2对3.1.3项用游标卡尺检查。
3.3抽样方案及判定依据每批按1%的比例进行且不少于10 包,有一件不合格加倍抽取,加倍抽样仍有不合格,则判整批不合格。
4、埋弧焊丝检验规范。
4.1技术要求公司使用焊丝型号:H10Mn2、H08MnA, ф3.2、ф4.0、ф5.0。
4.1.1外观:焊丝表面应光滑,无毛刺、凹陷、裂纹、折痕、氧化皮等缺陷或其他不利于焊接操作以及对焊缝金属性能有不利影响的外来物质,焊丝表面允许有不超过直径允许偏差之半的划伤及不超过直径偏差的局部缺陷存在,镀层表面光滑,不得有肉眼可见的裂纹、麻点、锈蚀及镀层脱落等。
4.1.2质量证明:有厂家质量保证书或合格证齐全,出厂日期在保质期内。
4.1.3尺寸应符合下表的规定。
4.1.4焊剂a、焊剂型号:HJ431.b、焊剂无受潮结块,且颗粒均匀。
c、按1%的比例进行且不少于10包,有一包不合格,加倍抽取,加倍抽样仍有不合格时,判断批不合格。
4.2检验方法。
4.2.1对4.1.1、4.1.2、4.1.4项用目测检查,对入厂的焊丝,验证供方提供的该批焊丝的货物清单、质量保证书、合格证。
4.2.2对4.1.3项用游标卡尺检查。
4.3抽样方案及判定依据。
每批按1%的比例进行且不少于10包,,有一件不合格,加倍抽取,加倍抽取检查仍有不合格时,判断批不合格。
无镀铜焊丝检验流程英文回答:Inspection Process for Non-Copper Coated Welding Wires.Receiving Inspection:Verify that the welding wires are from an approved supplier and meet the specified requirements.Check the packaging for any damage or contamination.Inspect the welding wires for any surface defects, rust, or corrosion.Measure the diameter and length of the welding wires to ensure they meet specifications.In-Process Inspection:Monitor the welding process regularly to ensure the welding wires are feeding properly and producing acceptable welds.Inspect the welded joints periodically for any defects, such as porosity, undercut, or cracking.Perform tensile and bend tests on welded joints to verify the mechanical properties meet specifications.Final Inspection:Verify that the welding wires have been properly used and stored.Inspect the welded joints for any post-weld defects, such as oxidation, discoloration, or cracking.Perform destructive testing on welded joints to assess the overall weld quality.Record Keeping:Maintain accurate records of all inspection activities, including the inspection date, inspector name, results, and any corrective actions taken.Review inspection records regularly to identify any trends or areas for improvement.Additional Considerations:Use appropriate inspection equipment and techniques to ensure accuracy.Train inspection personnel on the specificrequirements for non-copper coated welding wires.Establish clear acceptance criteria and rejection limits.Implement a quality control system to minimize therisk of defective welding wires being used.中文回答:无镀铜焊丝检验流程。
2017无镀铜焊丝工序标准规范书1,放线架-剥壳机剥壳-钢丝刷除锈-砂带机抛光--减晶拉拔(第一粉盒放DW2016环保拉丝粉A,其余放DW2016环保拉丝粉B)-工字轮下线。
不用酸洗,硼化,及烘干。
8辊,拉出的丝光亮,饱满只用砂带机效果不好,速度上不来,加上钢丝刷除锈,速度可以达到8米/秒2,精拉工字轮上线-精拉(DW2016环保拉丝粉B)8辊--工字轮下线最后一道成品丝,要求光亮度高,饱满,没有缺欠,最好使用金刚石涂层模具光亮度饱满的丝,拉丝粉润滑性很重要。
焊线表面必须光滑,不允许有划伤等弊病3,工字轮上线-(内螺旋钢丝刷刷洗抛光)-超声波清洗覆膜(DW2016超声波清洗剂)-高压水冲洗-烘干-DW-036B无镀铜润滑脂浸涂-热风烘干-工字轮下线.2016DW无酸洗无硼化环保干式拉丝粉A拉丝粉是金属丝拉拔过程中的工艺润滑材料。
主要成分是以硬脂酸、润滑脂,有机润滑剂和无机盐为主剂,并添加极压剂,防腐剂等调配而成。
工艺流程:放线—剥壳—机械除锈--涂覆涂层拉丝--收线生产效率.钢丝拉拨线速度5-10m/s每吨消耗量:0.5kg--1.0kg,宜用于高炭钢.不锈钢.子午线钢丝.焊丝高速拉拨专用,替代酸洗,磷化,硼化,科技环保。
性能:脂肪酸含量: 40%~45% 颜色:深灰白色软化点:205℃ 含水量:0.4~1%分解温度:410~440℃ 粒度:中等粉粒2016DW无镀铜焊丝易清洗拉丝粉B拉丝粉是金属丝拉拔过程中的工艺润滑材料。
主要成分是以硬脂酸、润滑脂,纳米分散剂和无机盐为主剂,并添加极压剂,防腐剂等调配而成。
工艺流程:放线--涂覆涂层—拉丝--收线生产效率.钢丝拉拨线速度15-25m/s每吨消耗量:0.5kg--0.8kg,宜用于高炭钢.不锈钢.子午线钢丝.焊丝高速拉拨精拉专用,易清洗,特别适用于无镀铜焊丝精拉,科技环保。
性能:脂肪酸含量: 40%~45% 颜色:深灰白色软化点:205℃ 含水量:0.4~1%分解温度:410~440℃ 粒度:中等粉粒无镀铜焊丝技术标准书烟台电镀技术研究所Yantai Electroplating Technology Research Institute2017.5一,无镀铜焊丝工艺方法标准无镀铜焊丝线工字轮上线-(内螺旋钢丝刷刷洗抛光)-超声波清洗覆膜(DW2016超声波清洗剂)-高压水冲洗-烘干-DW-036B无镀铜润滑脂浸涂-热风烘干-工字轮下线.注:焊丝必须是光亮丝,拉丝很重要二,重点工序简介1,内螺旋钢丝刷刷洗抛光,采用同钢丝内径相匹配的内螺旋钢丝刷,自制补偿,及旋转部分。
2,超声波清洗覆膜(1)超声波清洗机A、清洗设备的制造标准1)所有设备均为全新设备2)在同一设备必须满足多个系列内不同产品号零件清洗的要求,且切换方便、快捷;3)清洗过程中,不能造成零件的任何损坏;4)设备必须满足设计节拍要求;5)机械表面涂装部分,平整,光滑,箱体及容器不能有任何腐蚀;6)选用清洗媒介要符合环保及工业安全要求;7)电气控制采用三相五线制,要有过流,过压保护,须配有保护接地;8)控制柜内设照明系统,预留220V的电源插座,且有控制柜门保护系统;9)控制系统采用正泰产品,控制电源要求采用220伏电源,不能采用多种控制电源;10)控制柜具有防水、防尘机构,散热结构,门上的密封耐油11)接线端子符合GB4206(电线接线端子的识别和字母数字符号标志接线端子的通则)的规定12)指示灯和按钮选择开关的颜色应符合GB2682(电工成套装置中指示灯和按钮的颜色)规定13)电气按GB4064《电气设备安全设计导则》和GB50150《电气设备交换试验标准》规定14)电缆的走线和气管的走线必须走线槽15)设备维护/维修方便,整条线应使用可靠,易于维护,故障率低,各种元件应尽可能采用通用、可靠且易得到配件的进口元器件B(1)型号:LSAP-E140/10000(2)超声清洗槽:7000*400*300mm(3)漂洗槽:7000*400*300mm(4)整机尺寸:8000*1700*950mm(5)超声频率:28khz(6)超声功率:10000w(7)输入电压:AC380V(8)排液形式:手动启闭,2吋排水阀(9)管道口径:2吋(10)材质:不锈钢304 2B(11)清洗节拍:10s(2),DW2016无镀铜焊丝超声波专用清洗剂DW2016无镀铜焊丝超声波专用清洗剂具有极强的渗透、分散、增溶、乳化,钝化作用,对焊丝拉丝粉残余,油脂、污垢有很好的清洗钝化能力,其脱脂、去污净洗能力超强。
经DW2016无镀铜焊丝超声波专用清洗剂清洗的焊丝不腐蚀基体,本产品可做到低泡清洗,能改善劳动条件,防止环境污染;并且在清洗的同时能有效地保护被清洗材料表面不受侵蚀,同时形成导电膜,配合涂油可有效减少导电嘴磨损。
特性:外观:浅黄色透明液体pH 值:9.0~10.0(100%原液)相对密度:1.00~1.10最佳清洗温度50-60℃。
超声波清洗覆膜时间5-30秒,超声波槽可以采取缠绕式加大清洗时间,清洗成膜是关键。
3,DW-036B无镀铜润滑脂浸涂无镀铜焊丝导电润滑脂采用导电剂,有机粘结剂,抗阻剂,稳弧剂,润滑剂,防锈剂等复配而成。
使用时先将桶内润滑脂混合均匀,使用温度50-60°,使用前需要将润滑脂加热到流动状态。
拉速5-10米/秒。
DW-036B涂层厚度为0.01~0.10μm,不可见。
时间长膜层厚可见清洗覆膜干燥好的覆膜钢丝完全浸泡在添加有DW-036B无镀铜润滑脂的油盒里,油盒大小视浸涂时间而定三,无镀铜焊丝清洗涂膜线设备及参数一览表线速度:每秒1-6米/s清洗焊线要求:焊线表面必须光滑,不允许有划伤等弊病四,无镀铜焊丝检验1,导电嘴磨损率试验试验选用铬锆铜材质的导电嘴;试验在两块尺寸为300mm×200mm×20mm低碳钢板上进行,连续焊接30min,焊接规范应符合表4规定,焊接过程中焊枪应尽量不摆动。
焊前称量导电嘴重量,焊后将导电嘴附着的飞溅、烟尘等清理干净后,再称量导电嘴重量,称量精确至0.0001g,按公式(2)计算导电嘴磨损率。
P =M1-M2×100% (2)M1式中:P —导电嘴磨损率,%;M1—焊前导电嘴重量,克(g);M2—焊后导电嘴重量,克(g);导电嘴磨损率导电嘴在焊接过程中的磨损率不大于0.12%。
2,焊丝表面质量焊丝表面涂层应均匀;焊丝表面应光滑,无毛刺、划痕、锈蚀、氧化皮等缺陷,也不应有其他不利于焊接操作或对焊缝金属有不良影响的杂质。
3,飞溅率焊丝在焊接过程中的飞溅率不大于5.0%。
4,抗锈性能焊丝最外层锈蚀部分的面积不大于最外层焊丝总面积的50%。
无酸洗镀铜焊丝技术方案(适用无酸洗无镀铜焊丝技术方案)(一)产品大纲材质:Q195、Q215、Q235、35K、50-6、50#、60#、65#等由生产厂家自定产品规格(二)工艺流程原材料Φ5.0~Φ6.5盘元放线+双段排刷机+双段砂带抛光机+拉丝剥壳+排刷机(双段)双段砂带机放线放线(三)设备配置(单位.元)(四)设备配置参数无酸洗除锈机双段排刷机A.本机适合φ3.0~φ6.5的小中型线材剥壳除锈B.排刷转速为900转/分时被除锈的线材,速度可达100m/分C.本机需用功率1.1+1.1=2.2kwD.本机噪声<65分贝E.本机外形尺寸(长×宽×高)SC-03:2800×500×1000mm中心高850mmF.每台设备8小时可处理φ3.0~φ5.0线材4~8吨左右。
双段砂带机A.本机适合φ5.0~φ6.5mm小中型线材除锈B.本机外形尺寸(长×宽×高)SD-08:2200×800×1200mm中心高度为850mmC.钢丝行进速度为66-88m/minD.本机需用功率2.2+1.5+1.5kw=5.2kwE.主电机功率为2.2KW,六级,驱动电机1.5KW,四级F.本机噪声<65分贝G.输入重量为500kg左右H.每台设备8小时可处理φ5.0~φ6.5线材6~10吨左右I.砂带使用寿命每套(四个)4~8吨,每条参考价格为3.5元,客户可根据需要自行定制。
砂带技术参数为:砂带总长1090mm,砂带宽度120mm,砂带目数有80目、120目、180目。
J.本机处理的光丝耐锈时间在一般室内可达六个月以上(五)设备验收标准验收方法:1.按双方确认的技术参数进行验收。
2.在乙方制造调试完毕后,启运至甲方生产现场安装调试完毕,保修一年。
3.甲方完成设备的安装,供方派人现场调试指导;完成操作和使用的培训,设备交付甲方使用验收前,应提供设备的使用说明书及相关资料。
4.设备交付甲方使用后1个月内,无质量问题并能达到技术要求,甲方对设备进行验收。
(六)设备质量保证期:1、设备的免费保修期为通过验收合格之日起1年。
2、设备的主要结构在正常使用下保用五年。
(七)设备的售后服务:1、乙方提供操作、调整和维护等方面的培训工作。
2、乙方在接到甲方传真的报修通知单后在4小时之内提供解决方案;如确认需要派员时,在24小时到达现场。
3、验收后一年内保修。
终生包修由甲方使用不当造成的维修,只收甲方材料费和维修人员的差旅费。
保修期满后,乙方对设备提供终身有偿技术和维修服务以优惠价格提供备品备件。
希望以上资料对你有所帮助,附励志名言3条:1、常自认为是福薄的人,任何不好的事情发生都合情合理,有这样平常心态,将会战胜很多困难。
2、君子之交淡如水,要有好脾气和仁义广结好缘,多结识良友,那是积蓄无形资产。
很多成功就是来源于无形资产。
3、一棵大树经过一场雨之后倒了下来,原来是根基短浅。
我们做任何事都要打好基础,才能坚固不倒。