色母机每个规格技术全参数 文档
- 格式:doc
- 大小:16.80 MB
- 文档页数:21


首熙机械的计量式,体积式色母混色机的控制详细说明首熙机械的计量式混合器是一种用于射出成型、压出成型与吹气成型的加工中,将原料与色母或添加剂按一定比例自动混合的精密设备。
只要输入射出重量、添加比例以及熔胶时间,微电脑便可以智能化精确地计算单位时间所需色母量。
这样就无需储存大量的预染色原料,只要有色母以及必需的添加剂,就可以随时很方便、快捷的将本色料换出各种所需要的混合料。
将色母料、添加剂或回料料直接定量添加、混合,往往要求优良的混合质量和及极高的可重复性,才能尽最大可能地保持产品颜色和品质的一致性。
首熙机械公司的MINICOLOR和GRAVICOLOR系列自动配料混合机就可完美达到客户的这些要求。
MINICOLOR系列色母料自动配料混合机:本混合机主要是按比例向主原料中加入色母或者其它添加剂,最多可同时添加2种助剂,另外回收料也可通过比例阀按比例添加混合到主原料中。
本设备为自动化的色母料、助剂添加和混合设备,极大地节省了人力,MOTAN独特的重力混合技术,不但使混合更均匀,而且避免了因人为因素导致的色母添加量的变化,使产品颜色、品质最大可能地操持一致性色母料的添加方式主要有两种,一是转盘式,添加精度高,特别适合添加数量极少的工艺;另外一种是螺杆式的,可连续向主原料中添加色母料。
按是否称重,又可分为:体积式色母添加混合机和失重式色母添加混合机色母混色机控制板产品说明:1、第一层参数设置:开机后按住“设置”键三秒进入参数设定。
①设定组别(F-01),按“向上”、“向下”和“向左”鍵来选择F-01的值(0~50),按“确认”键确认后再按“设置”键进入下一步骤。
②设定时间(F-02),即成型机的熔胶时间,在挤出成型机模式下,按“向上”、“向下”和“向左”鍵来选择F-02的值。
在压出机模式下此参数设为0。
按“确认”键确认后再按“设置”键进入下一步骤。
③设定射出重量(F-03),按“向上”、“向下”和“向左”鍵来选择F-03的值,按“确认”键确认后再按“设置”键进入下一步骤。
计量式比例色母机说明书1、打开色母机控制箱后的二次电源开关;2、现在要生产什么颜色的管材,按“设置”键两下进入“工作参数”内部参数,把螺杆号改为对应的颜色。
如黑色为螺杆号01,则把螺杆号后对应的数字改为01后按“设置”键储存。
再按“停止”键两次返回,进入准备运行的页面。
3、按绿按钮键控制器的文本左下角显示“就绪”,此时主机启动并且有5转/每分钟以上的速度控制器的文本左下角的显示由“就绪”变为“运行中”。
4、当黄灯闪亮时控制器的文本左下角显示“运行中”变为“缺料停”时,说明料斗内的料位低于检测的位置提醒需要添加母料了。
5、当红灯闪亮控制搅拌电机的热继电器过载,请检查是热继电器的电流调的太小,还是搅拌轴上缠绕很多带或是电机短路。
6、色母机控制器各按键的操作上箭头:在非设置停止状态下无效,在设置状态下为定位至上一参数,在修改参数状态下为当前位的加操作下箭头:在非设置停止状态下无效,在设置状态下为定位至下一参数,在修改参数状态下为当前位的减操作左箭头:在非设置停止状态下为电机正向点动,在设置状态下无动作,在修改参数状态下为当前参数修改位的左移位操作右箭头:在非设置停止状态下为电机反向点动,在设置状态下无动作,在修改参数状态下为当前参数修改位的右移位操作设置键:在停止状态下为进入设置状态(此时当前设置行反白显示),再次按压后进入修改参数状态或者下一级菜单,进入修改参数状态后再次按压会退出修改参数状态,回复设置状态,按停止键退出设置状态。
运行键:进入可运行状态,参数修改后,按运行可记录参数。
停止键:在运行状态下按压会退出运行状态,进入停止状态;所有参数在停止状态下才可以进行修改。
在参数设置状态,按下停止键可退出设置状态并记录参数。
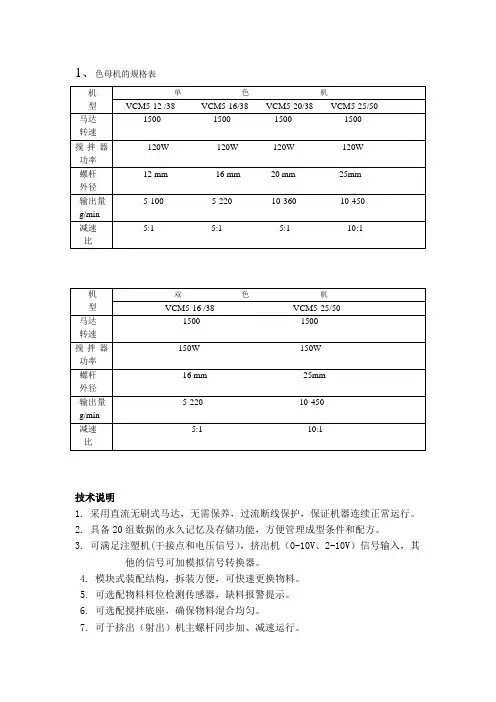
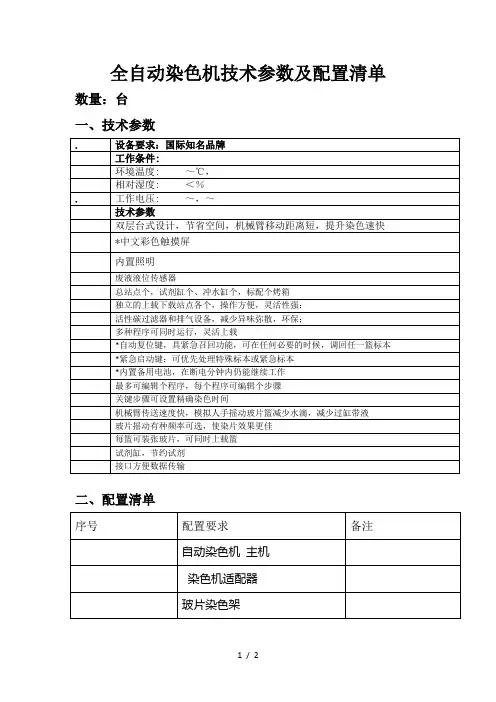
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。

1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。

色母机作业指导书一、引言色母机是一种用于制造各种颜色的塑料制品的设备,广泛应用于塑料加工行业。
为了正确操作色母机,提高生产效率和产品质量,本指导书旨在为操作人员提供详细的作业指导。
二、安全操作1. 操作人员必须熟悉色母机的工作原理和操作流程,严禁未经培训的人员操作设备。
2. 在操作前,务必确认设备的电源已关闭,并进行必要的安全检查。
3. 严禁将手指或其他物体伸入设备运转的区域,以避免事故发生。
4. 在操作过程中,必须戴上安全手套和护目镜,确保自身安全。
三、操作流程1. 打开设备a. 确保电源已关闭。
b. 打开设备主控开关,待设备进入工作状态后,进行下一步操作。
2. 准备颜料a. 按照所需颜色的配方,准备好相应的颜料和添加剂。
b. 确保颜料和添加剂的质量符合要求。
3. 加入颜料和添加剂a. 打开色母机的料斗盖,将准备好的颜料和添加剂倒入料斗中。
b. 根据颜料的种类和配方,调整料斗的开度和振动频率,确保颜料和添加剂能够顺利地进入色母机的混色室。
4. 混合颜料和添加剂a. 打开色母机的混色室,将颜料和添加剂倒入其中。
b. 关闭混色室,并启动色母机。
c. 根据设备的要求,设置合适的搅拌时间和速度,确保颜料和添加剂能够充分混合。
5. 卸料和清洁a. 混合完成后,停止色母机的运转。
b. 打开卸料口,将混合好的色母料取出。
c. 清洁混色室和料斗,确保设备的卫生和颜色的准确性。
6. 关闭设备a. 清洁完成后,关闭色母机的卸料口和混色室。
b. 关闭设备主控开关,断开电源。
四、常见问题及解决方法1. 颜料和添加剂无法顺利进入混色室解决方法:检查料斗的开度和振动频率,确保其合适;清洁料斗和进料口,清除堵塞物。
2. 混色效果不理想,颜色不均匀解决方法:调整搅拌时间和速度,确保颜料和添加剂充分混合;检查混色室是否干净,清洁混色室和搅拌刀片。
3. 卸料困难,色母料不流畅解决方法:检查卸料口是否堵塞,清除堵塞物;检查卸料口的密封性,确保卸料顺畅。
色母机特点首熙机械的体积式色母机控制器,适用于注塑、挤出或吹塑生产,应用于新、次料、色母或添加剂等的自动比例混合。
该色母机控制器可适用于各种伺服电机或精密步进电机,并配合专用微电脑控制器,可精确地计量色母及添加剂的添加比例。
此色母机控制器可以与各类成型机的信号做连接,进而同步运转,保证成型产品性能一致性。
色母机控制器采用高科技微电脑控制,可以实现对电机的精确控制。
精度误差值不高于±1%。
该产品具备两种模式,分别适用于塑料的注塑成型和挤出成型。
螺杆采用镀鉻处理,经久耐用,螺杆直径分为16、20、25等多种,可演变出多种机型,提供0.1-200kg/h的不同输出量供客户选择。
满足不同场合、不同领域使用。
色母机具备数据永久记忆及存储功能,只要前期输入有效数据后期就会一直有保存痕迹。
色母机的模组式装配结构,拆装方便,易于清理及互换;单色色母机的标准底座配备三管料斗磁铁,可吸附金属物,防止成型机螺杆损坏;搅拌器为双色色母机的标准配备,它可以满足客户双重混料需求,单色色母机机型可选配搅拌器,混料均匀;主料斗为双色色母机的标准配备,单色色母机可选配一、色母机控制器产品特点色母机控制器依据预先设定的比例混合,通过全数字式微电脑控制系统设定的条件自动转换成转速,驱动精密螺杆,向注塑机或挤出(压延)的溶胶筒内挤出原料,添加所需物料。
例如:色母色料、回收料、添加剂、助剂等。
色母机控制器采用高科技微电脑控制,可以实现对电机的精确控制。
精度误差值不高于±1%。
该产品具备两种模式,分别适用于塑料的注塑成型和挤出成型。
螺杆直径分为16、20、25等多种,可演变出多种机型,提供0.1-200kg/h的不同输出量供客户选择。
满足不同场合、不同领域使用。
二、色母机控制器显示界面采用高清晰度的液晶屏显示界面:宽×高×深=160mm*95mm*40mm。
1.色母粒用色料的要求色母粒所用色料,必须注意色料与塑料原料、助剂之间的搭配关系,其选择要点如下所述。
(1)色料不能和树脂及各种助剂有反应,耐溶剂性强、迁移性小、耐热性好等。
也就是说,色母粒不能参与各种化学反应。
如碳黑能控制聚酯塑料的固化反应,所以不能在聚酯中加入碳黑色料。
由于塑料制品成型加工温度较高,所以色料应在成型加热温度条件下不分解变色。
一般无机颜料耐热性较好,有机颜料及染料耐热性较差,这点应在选择色料品种时引起足够的重视。
(2)色料的分散性、着色力应好。
色料分散不均匀时,会影响制品的外观性能;色料着色力差时,会使色料用量增加,材料成本提高。
同一色料在不同树脂中分散性和着色力并不相同,所以在选择色料时应注意这一点。
色料的颗粒大小与分散性也有关系,色料粒径越小,则分散性越好,着色力也强。
(3)应了解色料的其他性能,如对于用在食品、儿童玩具方面上的塑料制品,要求色料应无毒;用于电器方面的塑料制品,应选择电绝缘性好的色料;用于室外方面塑料制品,应选择耐气候老化性能好的色料等。
2.色母粒的生产工艺流程色母粒生产工艺要求很严格,一般采用湿法工艺。
色母粒料经水相研磨、转相、水洗、干燥、造粒而成,只有这样产品质量才能得到保证。
另外颜料在研磨处理的同时,还应进行一系列检测,如测定砂磨浆液的细度、测定砂磨浆液的扩散性能、测定砂磨浆液的固体含量以及测定色浆细度等项目。
3.色母粒料生产的工艺流程有四种方法:(1)油墨法:顾名思义,是在色母粒生产中采用油墨色浆的生产方法,即通过三辊研磨,在颜料表面包覆一层低分子保护层。
研磨后的细色浆再和载体树脂混合,然后通过二辊塑炼机(也叫双辊开炼机)进行塑化,最后通过单螺杆或双螺杆挤出机进行造粒。
其流程如下:配料搅拌粗色浆三辊研磨细色浆二辊塑炼挤出造粒(2)冲洗法:是颜料、水和分散剂通过砂磨,使颜料颗粒小于1μm,并通过相转移法,使颜料转入油相,然后干燥制得色母粒。
转相时需要用有机溶剂,以及相应的溶剂回收装置。
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
各型色母、辅料特性与使用知识GF98.00-P-2005A颜色范围一般信息8.8.07车型所有梅赛德斯-奔驰油漆代码注梅赛德斯-奔驰颜色 (4 位数字组合) 根据基本颜色排列. 4 在乘用车车身牌上, 梅赛德斯-奔驰颜色编号仅压印三位数字, 即不带位颜色编号的结构如下: 第一位数字表示基本颜色 (RAL 组), 第 2 至 4RAL 组.位表示颜色编号.以下比色图表示始自1963年的轿车和越野车颜色, 根据 RAL 组存储.由于商用车的颜色较多 (大约 3000 种), 因此此处未列出具体清单. RAL 组:1 = 黄色designo 颜色范围2 = 橙色还列出了主动 designo 范围内的颜色.3 = 红色这里的主动表示厂方可提供的颜色(相对于被动designo 系列而言).用户也可以要求特殊颜色; 必须根据请求单独混合颜色.4 = 紫色designo 系列可用于所有的轿车车型.5 = 蓝色6 = 绿色7 = 灰色8 = 棕色9 = 白色/黑色/银色/金色颜色一般信息: RAL 组RAL 组 1, 黄色/米黄色GF98.00-P-2005-01A颜色一般信息: RAL 组RAL 组 2, 橙色GF98.00-P-2005-01B颜色一般信息: RAL 组RAL 组 3, 红色GF98.00-P-2005-01C颜色一般信息: RAL 组RAL 组 4, 紫色GF98.00-P-2005-01D颜色一般信息: RAL 组RAL 组 5, 蓝色GF98.00-P-2005-01E颜色一般信息: RAL 组RAL 组 6, 绿色GF98.00-P-2005-01F颜色一般信息: RAL 组RAL 组 7, 灰色GF98.00-P-2005-01G颜色一般信息: RAL 组RAL 组 8, 棕色GF98.00-P-2005-01H颜色一般信息: RAL 组RAL 组 9, 白色/黑色/银色/金色GF98.00-P-2005-01I颜色范围概述: designo 颜色仅限乘用车所有的RAL 组GF98.00-P-2005-02A 颜色范围概述车型129, 170, 202, 208GF98.00-P-4020B车型 107, 124, 126, 140, 201, 210GF98.00-P-4020AB车型 163GF98.00-P-4020GH车型 164GF98.00-P-4020GZ车型 168GF98.00-P-4020GC车型 169GF98.00-P-4020AK车型 171GF98.00-P-4020V车型 203GF98.00-P-4020P车型 204GF98.00-P-4020CW车型 209GF98.00-P-4020Q车型 211GF98.00-P-4020T车型 215, 220GF98.00-P-4020M车型 216GF98.00-P-4020SX车型 219GF98.00-P-4020TX车型 221GF98.00-P-4020SY车型 230GF98.00-P-4020R车型 240GF98.00-P-4020H车型 245GF98.00-P-4020BK车型 251GF98.00-P-4020RT车型 405GF98.00-G-4020UA车型 408, 418, 427, 435GF98.00-G-4020U车型 437, 截至2003年7月31日车型 437.42 /43GF98.00-G-4020UB车型 414GF98.00-D-4020V车型 450.3 /4GF98.00-P-4020SM车型 452.3 /4GF98.00-P-4020RR型号 454.0GF98.00-P-4020FF车型 638GF98.00-S-4020VI车型 639GF98.00-S-4020VJ车型 668, 669, 670GF98.00-P-4020VA车型 901, 902, 903, 904, 905, 906GF98.00-D-4020S车型 957GF98.00-W-4020EC车型950, 952, 953, 954, 970, 972, 974, 975, GF98.00-W-4020AC976比色图, 伊斯坦布尔工厂工厂 152车型613, 671GF98.00-T-3105A 批量生产的油漆和防腐材料目录所有车型GF98.00-P-0991AAP98.30-P-8070-06A梅赛德斯-奔驰车辆漆面护理用品修理材料编号名称订货号BR00.45-Z-1002-04A汽车清洗剂 A 001 986 41 71BR00.45-Z-1013-04A抛光剂, 无硅胶, 5 L, DB 供应规格 7545.00 A 000 986 45 74BR00.45-Z-1014-04A光亮防腐剂, 500 ml, DB 供应规格7551.10 A 000 986 44 74BR00.45-Z-1015-04A精细抛光膏, 抛光剂, 1 L, DB 供应规格7543.00 A 000 986 43 74BR00.45-Z-1016-04A油漆清洁剂 A 001 986 37 71BR00.45-Z-1017-04A清洁剂, 快速防锈, 1 升 A 001 986 13 71 BR00.45-Z-1018-04A清洁剂, 轻合金辐板式车轮, 喷雾瓶, 500 毫升 A 001 986 34 71BR00.45-Z-1019-04A清洁剂, 轻合金辐板式车轮, 喷雾瓶, 1 升 A 001 986 35 71BR00.45-Z-1020-04A柏油去除剂 A 001 986 40 71BR00.45-Z-1021-04A昆虫残渍去除剂 A 001 986 39 71BR00.45-Z-1036-04A抛光剂, 500 ml A 000 986 46 74BR00.45-Z-1043-04A抛光料 A 000 986 02 62BR00.45-Z-1044-04A抛光布 A 000 986 04 62BR00.45-Z-1045-04A抛光布, 15 张. A 000 986 05 62BR00.45-Z-1061-04A微纤维布, 微米晶 A 000 986 09 62BR00.45-Z-1062-04A MB Nano 抛光剂 A 000 986 87 74BR00.45-Z-1063-04A Nano 油漆保护层套件 A 000 986 01 72 BR00.45-Z-1066-04A Nano 轮辋密封剂 A 000 986 00 72BR00.45-Z-1067-04A护理用品套件, 带海绵和护理布的袋, 车外A 211 986 01 00BR00.45-Z-1012-07A底漆粘合 A 000 986 27 50BR00.45-Z-1013-07A油漆修理包Westfalia Van Conversion GmbHAm Sandberg 4533378 Rheda-WiedenbrückGermany传真: +49 5242 15470www.westfalia-van.de订货号: 900001582218BR00.45-Z-1014-07A单色面漆喷涂器, 随颜色而定A 000 986 21 50BR00.45-Z-1015-07A金属面漆喷涂器 (底漆和透明漆), 随颜色而定 A 000 986 23 50BR00.45-Z-1016-07A单色面漆喷涂器, 用于颜色 7129 和 7167 (丝光) A 000 986 22 50BR00.45-Z-1017-07A金属面漆喷涂器 (底漆和透明漆), 用于可拆卸部件的对比色, 随颜色而定 A 000 986 24 50(丝光)BR00.45-Z-1018-07A带修理包的底漆喷罐 A 000 986 32 50BR00.45-Z-1019-07A单色面漆喷罐, 随颜色而定 A 000 986 28 50BR00.45-Z-1020-07A金属面漆喷罐 (底漆和透明漆), 随颜色而定A 000 986 30 50BR00.45-Z-1021-07A单色面漆喷罐, 用于颜色 7129 和 7167 (丝光) A 000 986 29 50BR00.45-Z-1022-07A金属面漆喷罐 (底漆和透明漆), 用于可拆卸部件的对比色, 随颜色而定 (丝光) A 000 986 31 50BR00.45-Z-1032-07A无铬酸盐底漆Eurofill R-M AutoreparaturlackeDechenstra?e 1344147 DortmundGermany电话: +49 231 880853-0传真: +49 231 880853-53/doc/1a12639824.htmlBR00.45-Z-1052-07A Designo 修补用油漆笔套件, 随颜色而定A 000 986 25 50BR00.45-Z-1053-07A Magno 修补用油漆笔套件, 随颜色而定 A 000 986 26 502.车辆漆面的护理用品清洁及护理带无光漆面的车辆时, 不得使用油漆清洁剂,研磨和抛光剂产品或光亮保护剂! 如果执行了计划外的抛光, ?油漆清洁剂则只有重新喷漆才能恢复哑光效果.?精细抛光膏抛光剂1.清洁车辆喷漆的产品?纳米抛光剂(特别适用于带防刮清漆的车辆)光亮保护剂汽车清洁剂?纳米轮辋密封剂金属粉尘清洁剂?镀铬护理柏油去除剂?抛光料昆虫残渍去除剂无纺抛光布轻合金轮辋清洁剂?细粒度微纤维布----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------3.漆面补漆产品塑料部件的修补用油漆笔和喷罐塑料零部件的非金属修补用油漆笔, 随颜色而定仅用于较小油漆损坏 (如使用过程中的石击) 的临时修理.不用于修理外部蒙皮上的漆面.塑料零部件的金属修补用油漆笔套件 (底漆和透明漆), 戴上手套有助于防止车辆漆面上出现油污和焊接痕迹.随颜色而定非金属漆喷罐, 随颜色而定金属零部件的修补用油漆笔和喷罐塑料零部件的金属漆喷罐套件(底漆和透明漆), 随颜色而定?底漆棒非金属修补用油漆笔, 随颜色而定金属修补用油漆笔 (底漆和透明漆), 随颜色而定底漆喷罐非金属漆喷罐, 随颜色而定金属漆喷罐套件 (底漆和透明漆), 随颜色而定。
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量: 25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
1、色母机的规格表技术说明1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M11. 料斗容量:10 L 整机重量:25KG单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器,文本控制器通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是台湾壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?5、主机每分钟最大的产量是多少?1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是4-20mA)信号。
牵引机的速度有无档位?7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、VCM5-16/385-表示速比是5;116-是螺杆的外径38是螺筒的外径四、单色色母机的工作原理主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过内部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
1、色母机的规格表
技术说明
1. 采用直流无刷式马达,无需保养,过流断线保护,保证机器连续正常运行。
2. 具备20组数据的永久记忆及存储功能,方便管理成型条件和配方。
3. 可满足注塑机(干接点和电压信号),挤出机(0-10V、2-10V)信号输入,其
他的信号可加模拟信号转换器。
4. 模块式装配结构,拆装方便,可快速更换物料。
5. 可选配物料料位检测传感器,缺料报警提示。
6. 可选配搅拌底座,确保物料混合均匀。
7. 可于挤出(射出)机主螺杆同步加、减速运行。
8. 提供0.1-50kg/h的不同输出量供客户选择。
9. 色母喂料误差值不高于1% 。
10. 工作电压:AC 380V 50HZ 电机:力矩6N.M
11. 料斗容量:10 L 整机重量: 25KG
单色色母机的工作原理
主机或牵引机的模拟量信号传给文本控制器,文本控制器通过部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
搅拌器的电机是壹邦,功率为120W。
输送色母料的电机是步进电机,力矩为1.5N.M。
步进电机用的是中国名牌。
控制器是双森公司自己开发的。
2、色母占主原料的百分比?
3、色母机的下底座和上底座的孔距分别为(100-130)mm,(130-160)mm.若连接尺寸不对需配过度法兰。
4、干燥机是多少公斤?
5、主机每分钟最大的产量是多少?
1.6、模拟量输出模块(给主机和牵引机的模拟信号是电压还是电流(0-20mA还是
4-20mA)信号。
牵引机的速度有无档位?
7、主机螺杆下料口法兰与干燥机底座连接孔的孔距。
二、色母机的组成
色母机主要有底座、料斗、送料电机支架、送料电机、螺杆、搅拌电机、搅拌部分和控制器组成。
三、
VCM5-16/38
5-表示速比是5;1
16-是螺杆的外径
38是螺筒的外径
四、单色色母机的工作原理
主机或牵引机的模拟量信号传给文本控制器(1或2),文本控制器(1或2)通过部微电脑计算后传送到马达,马达开始转动,经过联轴器带动螺杆转动。
色母料通过螺杆的挤压,被螺杆输送到底座中,从而达到精确计量输送色母料的目的。
2.结构特征与工作原理
五、VCM体积式色母混合机使用于新料、次料、色母和添加剂等的自动比例混合。
该系列机型使用步进电机,依据预先设定的比例混合,通过文本控制系统设定的条件自动转换成转速直接驱动精密螺杆挤出原料,其误差值不高于1%。
该产品的马达减速比分为5:1和10:1两种,螺杆直径分为12,16,20和25四种,可演变出16种机型提供每小时到0.5-50公斤的不同输出量供客户选择。
另有双色色母机可依客户要求来搭配两台色母机合并使用。
六、调试
⑴、上电后文本显示如下:
料斗放一些料用来50S测试用,按“←”把螺杆填满料后再按一下“←”电机停止送料。
按设置键后显示如下:
按“↓”键到“50S测试”再按“设置”键进入50S的测试页面
按“设置”文本显示如下:
再按“设置”文本显示如下:
等文本显示如下时:
把落下的料称出它的重量,连续五次的测试的重量取平均值,在上面的页面下按“设置”,把五次的平均值输入下面的文本50S重量。
输入好后按“设置”保存参数,按“停止”键返回初始页面。
换不同的色母要先50S测试后,把它的值输入系统参数(先把螺杆号改为02,再把其值输入50S 重量)。
然后再回到工作参数把螺杆号01改为02。
按返回键进入工作页面。
参数设置好后按“停止”(也是返回键)键回到初始页面。
4.1.1使用和操作
上面文本下方的键左到右依次是下面表格序号中1到7
序
名称功能描述备注
号
1 设定值上
此键用于设定值上调用于参数的选择调
2 设定值下
此键用于设定值下调用于参数的选择调
3 设定值左
此键用于设定值左调用于参数的选择及正转的快捷键调
4 设定值右
此键用于设定值右调用于参数的选择及反转的快捷键调
4.1.2 工作参数里的重量设置有三种
(1)、以主机每分钟的最大产量(不包含色母的重量)。
(2)、以牵引机的最快速度乘以每个规格的米重(不包含色母的重量)。
(3)、输入每个规格的米重(不包含色母的重量)。
4.2.1、以主机每分钟的最大产量(不包含色母的重量)。
按“设置”键按“设置”键按“设置”键——→工作狀态——→设好参数组号——→
再按“▼”键再按“▼”键
按“设置”键按“设置”键
——→重量(主机最大速度每分钟的重量)———→输入色母比例
再按“▼”键再按“▼”键
按“设置”键按“设置”键
———→设定螺杆号———→“50S的重量”查看这一数值是否与50S的测试值一致
再按“▼”键再按“▼”键
按“设置”键按“设置”键按“设置”键———→按“▼”键进入“系统参数”———→设好螺杆号———→50S的重量
再按“返回”键再按“▼”键
按“设置”键
———→把压出模式和循环模式分别改为挤出和外部;输出延时和死区分别改为0.1 再按“▼”键
按两次“返回”键
———→运行后填满螺杆,再运行3到5分钟取其平均值,看这值与实际计算值少多少,然后修改一下工作参数里的重量值即可。
4.2.2以牵引机的最快速度乘以每个规格的米重(不包含色母的重量)。
按“设置”键按“设置”键按“设置”键——→工作狀态——→设好参数组号(备注1)——→
再按“▼”键再按“▼”键
按“设置”键按“设置”键
——→重量(牵引的最大速度×米重)———→输入色母比例
再按“▼”键再按“▼”键
按“设置”键按“设置”键
———→设定螺杆号———→“50S的重量”查看这一数值是否与50S的测试值一致
再按“▼”键再按“▼”键
按“设置”键按“设置”键按“设置”键———→按“▼”键进入“系统参数”———→设好螺杆号———→50S的重量
再按“返回”键再按“▼”键
按“设置”键
———→把压出模式和循环模式分别改为挤出和外部;输出延时和死区分别改为0.1 再按“▼”键
按两次“返回”键
———→运行后填满螺杆,再运行3到5分钟取其平均值,看这值与实际计算值少多少,输入牵引的速度
然后修改一下工作参数里的重量值即可。
备注
1、参数组号(每一个规格设一个组号,如∮20有四个规格,∮20×S5为组号01 ,∮20×S4为组号02,∮20×S3.2为组号03,∮20×S2.5为组号04;以此类推,总共组号20组)
4.2.3输入每个规格的米重(不包含色母的重量)。
规格20×S520×S420×S3.220×S2.5参数组号01 02 03 04
米重107.1 121.1 143.2 167.8 色母比例 2 2 2 2
螺杆号01 01 01 01 输出延时0.001 0.001 0.001 0.001 每米脉冲2048 2048 2048 2048
2)系统参数
换不同的色母要先50S测试后,把它的值输入系统参数(先把螺杆号改为02,再把其值输入50S 重量)。
然后再回到工作参数把螺杆号01改为02并按设置键储存。
按返回键进入工作页面。
参数设置好后按“停止”(也是返回键)键回到初始页面。