《气流磨操作培训》PPT课件
- 格式:ppt
- 大小:981.50 KB
- 文档页数:17

气流磨操作系统有两种运行状态:自动运行和手动运行。
开机前,接通至电源,电源电压表指示380V;接通柜内总空气开关、各分空气开关。
(1)手动运行操作按下面板下侧的手控按钮,则其相对应的设备或阀门开始工作。
按一次起动——绿灯亮,再按停止——绿灯灭。
当磨腔内有料时,应该遵循:密封气—→分级机—→引风机—→研磨气—→反吹—→喂料阀—→排料阀的顺序起动,按喂料阀—→研磨气—→引风机—→分级机—→密封气—→反吹—→排料阀的顺序停机。
(2)自动运行操作首先按下“自动状态”按钮,此时自动运行状态显示灯亮,可以进行自动操作。
按下“全机起/停”按钮(绿灯亮),则整套设备将按程序自动控制运转。
其起动顺序为:密封气—→分级机—→引风机—→反吹—→研磨气—→喂料阀—→排料阀(3)停机操作:按下“全机启/停”按钮,绿灯灭,则按着给定的程序自动停机。
其停机顺序为:喂料阀—→研磨气—→引风机—→分级机—→密封气—→反吹—→排料阀停机后,按下急停钮则面板及柜内仪器断电关机(注意此时柜内未断电),如长期不用,则应将主空气开关拉下。
(4)有关状态:当设备以自动状态启动后,按下状态开关可以进入手动状态,此时自动运行灯及状态灯灭,可以手动进行操作(自动开启的工作保持原态)。
当手动起动设备后,按下状态开关,此时状态灯亮,可以进行自动操作(手动开启的工作单元状态保持原态)。
(5)故障停机及显示当分级机电机发生故障时,程序将立刻停止分级轮、引风机电机、研磨气及喂料阀,分级轮电机故障原因在变频器的控制器中可以显示出来(详见变频器说明书的故障指令说明)。
当引风机电机发生故障时,程序将立即停止引风机电机、研磨气和喂料阀。
其它部分故障时,故障部分的显示灯闪烁,蜂鸣器报警。
自动运行过程中如果发生故障,除故障点立刻停止工作外,系统将按照自动关机的顺序自动停机。
沈阳飞机研究所粉体公司项目经理:栾传博电话:024-********手机:139********Email:139********@地址:辽宁省沈阳市皇姑区塔湾街40号。

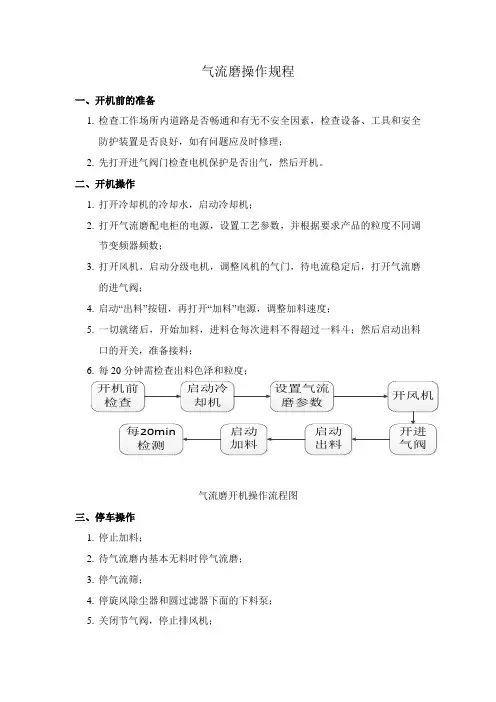
气流磨操作规程一、开机前的准备1.检查工作场所内道路是否畅通和有无不安全因素,检查设备、工具和安全防护装置是否良好,如有问题应及时修理;2.先打开进气阀门检查电机保护是否出气,然后开机。
二、开机操作1.打开冷却机的冷却水,启动冷却机;2.打开气流磨配电柜的电源,设置工艺参数,并根据要求产品的粒度不同调节变频器频数;3.打开风机,启动分级电机,调整风机的气门,待电流稳定后,打开气流磨的进气阀;4.启动“出料”按钮,再打开“加料”电源,调整加料速度;5.一切就绪后,开始加料,进料仓每次进料不得超过一料斗;然后启动出料口的开关,准备接料;6.每20分钟需检查出料色泽和粒度;气流磨开机操作流程图三、停车操作1.停止加料;2.待气流磨内基本无料时停气流磨;3.停气流筛;4.停旋风除尘器和圆过滤器下面的下料泵;5.关闭节气阀,停止排风机;气流磨及相关操作停车顺序流程图四、安全注意事项1.坚守工作岗位,注意力要集中;经常检查运转情况,电动机温升不能超过60℃,轴承温度不得超过70℃,如发现问题及时处理。
2.设备检修和调整时,必须停车进行。
五、规章制度1、生产区域内严禁吸烟、吐痰、乱扔杂物(特殊规定地点除外),保持卫生干净、整洁,违者罚款20元。
2、公司人员严禁醉酒上岗。
发现醉酒上岗者责令当日不准上岗并处罚金500元。
3、工作时间内严禁脱岗、串岗。
违者罚款50元。
4、气流磨操作人员不按生产标准进行操作,产品未达到质量标准,违规者罚款100元。
5、操作人员必须佩戴劳保用品,违者罚款100元。
6、操作人员上岗前必须穿戴好劳动防护用品,必须佩戴护耳器,违者罚款100元。
气流磨使用操作规程(总9页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March设备使用操作规程设备名称:螺旋给料气流磨设备型号: 130-3型青岛艾特功能材料科技有限公司编写目的:为了规范作业,确保安全操作和设备正常运行。
适用范围:适用于130-3型气流磨的安全操作和保养。
设备组成:130-3型气流磨是一种采用高速气流来实现物料超微粉碎的设备。
设备组要有螺旋给料系统、研磨系统、分离系统、过滤系统、电气控制系统、机架、氩气压缩机等部分组成。
工作机理:物料加入研磨室后,气体经喷咀加速后进入研磨室带动物料高速碰撞达到破碎,再经分选轮分选后排出进入分离器,大颗粒返回研磨室区再次进行破碎。
经分级后的物料和气流的混合物进入分离器中旋转向下,在离心力的作用下景物,将物料甩向筒壁,下旋转到筒底后超细粉末随气体经出风口流出,分离后成粉物料经出料阀按要求排出;最后剩余底料由吐料分离器的吐料阀排出。
工艺流程:开机前准备:开机前检查主机、管路、阀门等是否都处于完好状态;检查电源电压、气源、水源、是否正常;以确保设备正常使用。
开机操作:一、控制柜电源接通后,先关闭气压控制阀门,抽真空;真空度达到后,关闭抽真空阀门,打开气压控制阀门,进行充氩排氧;二、开机前检查氩气压缩机冷却循环水和氩气,氩气的压应力≥,每班至少应放两次氩气过滤器中的冷凝水,氩气压缩机循环水压力应≥;三、起动氩气压缩机前,首先将压缩机连接轮转动5圈然后打开气体进给阀充气约3分钟左右,进行静态排氧。
最后关闭进气阀,起动压缩机;四、启动主控制钮、主控计算机进入工作状态;依次启动氩气(按钮)、分选轮按钮,动态排氧2分钟后启动研磨气体阀(按钮),将入口气体压力调到,研磨气流含氧量≤100ppm;五、启动进料装置;在自动加料过程中,若研磨体晃动过大,说明加料过多,应降低加料控制点减速;六、打开出料阀,每袋成品应不高于袋的2/3,包口时应在袋中保存少量的氩气;关机操作:关机按开机的相反顺序进行。
气流磨的使用流程1. 简介气流磨是一种常用的粉碎设备, widely used in the field of grinding and pulverization. 它通过高速气流产生强烈的剪切和冲击力来将物料粉碎,形成细粉末。
气流磨的特点是能够保持物料的纯净,同时实现细微粉碎和分级分离。
本文将介绍气流磨的使用流程,以帮助用户正确操作设备,提高工作效率。
2. 详细步骤以下是气流磨的使用流程的详细步骤:2.1 准备工作•确保气流磨的安装位置稳定,设备与电源连接可靠。
•检查气流磨的气压、气流量等参数是否符合工作要求。
•准备待处理物料,并进行初步的筛分和清洁。
2.2 启动设备•打开气流磨设备的电源,并确保所有控制开关处于关闭状态。
•打开气流磨设备的气源,并设置合适的气压和气流量。
•启动气流磨设备的主机,待设备正常运行后,进入下一步操作。
2.3 装料•将待处理物料粉末倒入气流磨设备的进料口,并确保物料均匀分布。
•如果需要连续加料,可以通过给料装置实现自动供料。
2.4 调整参数•根据物料的特性和工艺要求,调整气流磨设备的相关参数,包括气压、气流量、进料量等。
•通过试验和调整,以获得最佳的粉碎效果和产量。
2.5 运行设备•打开气流磨设备的主机开关,并开始运行设备。
•观察设备的运行情况,注意是否有异常噪音或振动。
•根据需要,调整进料速度和气流磨设备的相关参数,以获得理想的粉碎效果。
2.6 收集粉末•通过气流磨设备的出料口收集粉末。
•使用合适的收集装置,以防止粉末的飞扬和浪费。
•对收集的粉末进行后续处理、包装或分离。
2.7 关闭设备•停止气流磨设备的进料和出料。
•关闭气源,降低气流磨设备的压力和气流量。
•关闭气流磨设备的主机开关和电源。
3. 注意事项为了安全使用气流磨设备,并获得理想的粉碎效果,需要注意以下事项:•在使用气流磨设备前,必须了解和熟悉设备的工作原理、使用方法和安全规范。
•在操作气流磨设备时,要保持设备的清洁,避免物料的杂质和杂草进入设备。

气流磨使用操作规程气流磨是一种利用气流作为动力源的磨削工具,广泛应用于各行业的磨削和抛光工作中。
为了确保操作的安全性和工作效率,以下是气流磨使用的操作规程:一、设备准备:1.确保气流磨的工作环境干净、整洁,并保持通风良好。
2.检查气流磨的连接管路、电源线和压缩空气的供应情况,确保没有泄露和故障。
3.确保气流磨的刀具和配件安装正确,并调整到适合的工作状态。
二、操作前的准备:1.穿戴好个人防护装备,包括安全帽、防护眼镜、耳塞、手套等,并确保衣物没有松散的部分。
2.在开始操作前,先检查刀具的刃口情况和连接紧固件的松紧度,确保没有异常情况。
3.检查气流磨的压缩空气供应情况,确保压力和流量在工作要求的范围内。
三、操作过程中的注意事项:1.在操作过程中,要时刻保持注意力集中,不得分心或进行其他无关的操作。
2.在启动气流磨之前,要确保周围没有人员和物体,以避免发生意外。
3.气流磨的开关操作要轻快准确,确保能够迅速停止磨削动作。
4.在磨削过程中,要掌握好刀具与工件的接触力度,避免过大或过小造成损伤或影响磨削效果。
5.长时间持续操作气流磨要适当休息,避免疲劳过度导致操作失误。
6.当发现气流磨有异常声音、震动或其他异常情况时,要立即停止使用,并进行检查和维修。
四、操作后的处理:1.在操作结束后,要及时关闭气流磨的电源和气源。
2.将使用过的刀具和配件进行清洗和维护,确保下次使用时能够正常工作。
3.清扫工作区域,将碎屑、灰尘等杂物进行清除,保持操作环境的整洁。
4.如果气流磨需要长期存放,要对其进行保养和维护,及时更换损坏的部件。
以上是气流磨使用的操作规程,通过严格遵守上述操作规程,能够确保气流磨的安全性和工作效率,并延长设备的使用寿命。
气流磨操作规程一、开机前的准备1.检查工作场所内道路是否畅通和有无不安全因素,检查设备、工具和安全防护装置是否良好,如有问题应及时修理;2.先打开进气阀门检查电机保护是否出气,然后开机。
二、开机操作1.打开冷却机的冷却水,启动冷却机;2.打开气流磨配电柜的电源,设置工艺参数,并根据要求产品的粒度不同调节变频器频数;3.打开风机,启动分级电机,调整风机的气门,待电流稳定后,打开气流磨的进气阀;4.启动“出料”按钮,再打开“加料”电源,调整加料速度;5.一切就绪后,开始加料,进料仓每次进料不得超过一料斗;然后启动出料口的开关,准备接料;6.每20分钟需检查出料色泽和粒度;气流磨开机操作流程图三、停车操作1.停止加料;2.待气流磨内基本无料时停气流磨;3.停气流筛;4.停旋风除尘器和圆过滤器下面的下料泵;5.关闭节气阀,停止排风机;气流磨及相关操作停车顺序流程图四、安全注意事项1.坚守工作岗位,注意力要集中;经常检查运转情况,电动机温升不能超过60℃,轴承温度不得超过70℃,如发现问题及时处理。
2.设备检修和调整时,必须停车进行。
五、规章制度1、生产区域内严禁吸烟、吐痰、乱扔杂物(特殊规定地点除外),保持卫生干净、整洁,违者罚款20元。
2、公司人员严禁醉酒上岗。
发现醉酒上岗者责令当日不准上岗并处罚金500元。
3、工作时间内严禁脱岗、串岗。
违者罚款50元。
4、气流磨操作人员不按生产标准进行操作,产品未达到质量标准,违规者罚款100元。
5、操作人员必须佩戴劳保用品,违者罚款100元。
6、操作人员上岗前必须穿戴好劳动防护用品,必须佩戴护耳器,违者罚款100元。