滚珠弧面蜗杆加工原理及探讨
- 格式:pdf
- 大小:276.74 KB
- 文档页数:4
目录摘要 (1)Abstract (2)0 文献综述 (3)0.1蜗杆传动简介 (3)0.2蜗杆传动特点 (3)0.3蜗杆传动类型 (3)1 引言 (3)1.1蜗杆轴类零件的功用与结构 (3)2 蜗杆轴类零件的技术要求 (4)2.1加工精度 (4)2.2表面粗糙度 (5)3 蜗杆轴类零件的材料和毛坯 (5)3.1蜗杆轴类零件的材料 (5)3.2蜗杆轴类零件的毛坯 (5)3.2.1 蜗杆轴加工的工艺分析 (6)4 蜗杆轴加工的工艺路线 (6)4.1基本加工路线 (6)4.2典型加工工艺路线 (7)4.3蜗杆轴的加工工艺过程 (8)4.3.1 外圆表面的加工方法和加工精度 (8)4.3.2 外圆表面的车削加工 (8)4.3.3 外圆表面的磨削加工 (10)4.3.4 外圆表面的光整加工 (12)4.3.5 蜗杆轴的加工工总结 (16)5 专用夹具的基本要求和设计步骤 (17)5.1对专用夹具的基本要求 (17)5.2专用夹具设计步骤 (18)5.3夹具体的设计 (18)5.3.1 对夹具体的要求 (18)5.3.2 夹具体毛坯的类型 (20)5.3.3 专用夹具设计示例 (20)5.4夹具总图上尺寸、公差和技术要求的标注 (22)5.4.1 夹具总图上应标注的尺寸和公差 (22)5.4.2 夹具总图上应标注的技术要求 (23)5.4.3 夹具总图上公差值的确定 (23)5.5工件在夹具上加工厂的精度分析 (24)5.5.1 影响加工精度的因素 (24)5.5.2 保证加工精度的条件 (26)mm孔的加工精度计算 (27)5.5.3 在钢套上钻55.6夹具的经济分析 (27)5.6.1 经济分析的原始数据 (27)5.6.2 经济分析的计算步骤 (28)5.6.3 经济分析举例 (28)6 结论 (31)参考文献 (32)附录 (33)致谢 (38)蜗杆零件工艺综合及专用夹具设计苏信高西南大学工程技术学院,重庆 400716摘要:本论文主要阐述蜗杆零件工艺的指设计方法和专用夹具的设计,蜗杆是只具有一个或几个螺旋齿,并且与蜗轮啮合而组成交错轴齿轮副的齿轮。

蜗杆轴的加工工艺一、概述1 蜗杆轴类零件的功用与结构蜗杆轴是组成机械的重要零件,也是机械加工中常见的典型零件之一。
它支撑着其它转动件回转并传递扭矩,同时又通过轴承与机器的机架连接。
蜗杆轴类零件是旋转零件,其长度大于直径,由外圆柱面、圆锥面、内孔、螺纹及相应端面所组成。
加工表面通常除了内外圆表面、圆锥面、螺纹、端面外,还有花键、键槽、横向孔、沟槽等。
根据功用和结构形状,蜗杆轴类有多种形式,如光轴、空心轴、半轴、阶梯轴、花键轴、偏心轴、曲轴、凸轮轴等。
如图1图1 蜗杆轴2 蜗杆轴类零件的技术要求2.1 加工精度1)尺寸精度蜗杆轴类零件的尺寸精度主要指轴的直径尺寸精度和轴长尺寸精度。
按使用要求,主要轴颈直径尺寸精度通常为IT6-IT9级,精密的轴颈也可达IT5级。
轴长尺寸通常规定为公称尺寸,对于阶梯轴的各台阶长度按使用要求可相应给定公差。
2)几何精度蜗杆轴类零件一般是用两个轴颈支撑在轴承上,这两个轴颈称为支撑轴颈,也是轴的装配基准。
除了尺寸精度外,一般还对支撑轴颈的几何精度(圆度、圆柱度)提出要求。
对于一般精度的轴颈,几何形状误差应限制在直径公差X围内,要求高时,应在零件图样上另行规定其允许的公差值。
3)相互位置精度蜗杆轴类零件中的配合轴颈(装配传动件的轴颈)相对于支撑轴颈间的同轴度是其相互位置精度的普遍要求。
通常普通精度的轴,配合精度对支撑轴颈的径向圆跳动一般为0.01-0.03mm,高精度轴为0.001-0.005mm。
此外,相互位置精度还有内外圆柱面的同轴度,轴向定位端面与轴心线的垂直度要求等。
2.2 表面粗糙度根据机械的精密程度,运转速度的高低,轴类零件表面粗糙度要求也不相同。
一般情况下,支撑轴颈的表面粗糙度Ra值为0.63-0.16 μm ;配合轴颈的表面粗糙度Ra值为2.5-0.63μm3 蜗杆轴类零件的材料和毛坯3.1蜗杆轴类零件的材料蜗杆轴类零件材料的选取,主要根据轴的强度、刚度、耐磨性以及制造工艺性而决定,力求经济合理。
滚珠丝杠的结构和原理滚珠丝杠的结构和原理力为使用滚动丝杠副的1/3。
在省电方面很有帮助。
2、高精度的保证滚珠丝杠副是用日本制造的世界最高水平的机械设备连贯生产出来的,特别是在研削、组装、检查各工序的工厂环境方面,对温度、湿度进行了严格的控制,由于完善的品质管理体制使精度得以充分保证。
3、微进给可能滚珠丝杠副由于是利用滚珠运动,所以启动力矩极小,不会出现滑动运动那样的爬行现象,能保证实现精确的微进给。
4、无侧隙、刚性高滚珠丝杠副可以加予压,由于予压力可使轴向间隙达到负值,进而得到较高的刚性(滚珠丝杠内通过给滚珠加予压力,在实际用于机械装置等时,由于滚珠的斥力可使丝母部的刚性增强)。
5、高速进给可能滚珠丝杠由于运动效率高、发热小、所以可实现高速进给(运动)。
◎精度公差:P5 .P7 --编辑本段世界主要滚珠丝杠生产制造商德国博士·力士乐(BOSCH-REXROTH)滚珠丝杠,德国布里斯(BLIS)滚珠丝杠,德国A·曼内斯曼(A·MANNESMANN)滚珠丝杠,日本NSK滚珠丝杠、日本THK滚珠丝杠、日本黑田精工(KURODA)滚珠丝杠、南京工艺装备制造厂滚珠丝杠(商标“中国艺工”),汉江机床厂滚珠丝杠,台湾上银HIWIN滚珠丝杠、台湾ABBA滚珠丝杠、韩国SBC滚珠丝杠等。
编辑本段THK滚珠丝杠系列产品与应用超高DN值滚珠丝杠:高速工具机,高速综合加工中心机端盖式滚珠丝杠:快速搬运系统,一般产业机械,自动化机械高速化滚珠丝杠:CNC机械、精密工具机、产业机械、电子机械、高速化机械精密研磨级滚珠丝杠:CNC机械,精密工具机,产业机械,电子机械,输送机械,航天工业,其它天线使用的致动器、阀门开关装置等螺帽旋转式(R1)系列滚珠丝杠:半导体机械、产业用机器人、木工机、雷射加工机、搬送装置等轧制级滚珠丝杠:低摩擦、运转顺畅的优点,同时供货迅速且价格低廉重负荷滚珠丝杠:全电式射出成形机、冲压机、半导体制造装置、重负荷制动器、产业机械、锻压机械滚珠丝杠副故障诊断滚珠丝杠副故障大部分是由于运动质量下降、反向间隙过大、机械爬行、润滑序号故障现象故障原因排除方法1 加工件粗糙度值高导轨的润滑油不足够,致使溜板爬行加润滑油,排除润滑故障滚珠丝杠有局部拉毛或研损更换或修理丝杠丝杠轴承损坏,运动不平稳更换损坏轴承伺服电动机未调整好,增益过大调整伺服电动机控制系统2 反向误差大,加工精度不稳定丝杠轴联轴器锥套松动重新紧固并用百分表反复测试丝杠轴滑板配合压板过紧或过松重新调整或修研,用0.03mm塞尺不入为合格丝杠轴滑板配合楔铁过紧或重新调整或修研,使接触率达70%以过松上,用0.03mm赛尺不入为合格滚珠丝杠预紧力过紧或过松调整预紧力,检查轴向窜动值,使其误差不大于0.015mm滚珠丝杠螺母端面与结合面不垂直,结合过松修理、调整或加垫处理丝杠支座轴承预紧力过紧或过松修理调整滚珠丝杠制造误差大或轴向窜动用控制系统自动补偿能消除间隙,用仪器测量并调整丝杠窜动润滑油不足或没有调节至各导轨面均有润滑油其他机械干涉排除干涉部位3 滚珠丝杠在运转中转矩过大二滑板配合压板过紧或研损重新调整或修研压板,使0.04mm塞尺塞不入为合格滚珠丝杠螺母反向器损坏,滚珠丝杠卡死或轴端螺母预紧力过大修复或更换丝杠并精心调整丝杠研损更换伺服电动机与滚珠丝杠联接不同轴调整同轴度并紧固连接座无润滑油调整润滑油路超程开关失灵造成机械故障检查故障并排除伺服电动机过热报警检查故障并排除4 丝杠螺母润滑不良分油器是否分油检查定量分油器油管是否堵塞清除污物使油管畅通5 滚珠丝杠副噪声滚珠丝杠轴承压盖压合不良调整压盖,使其压紧轴承滚珠丝杠润滑不良检查分油器和油路,使润滑油充足滚珠产生破损更换滚珠电动机与丝杠联轴器松动拧紧联轴器锁紧螺钉What about Material and Heat-Treatment?(材料和热处理)The hardness of ball groove on the shaft largely influences life expectancy of a ball screw. In addition, the shaft must possess a strength required as a drive shaft.滚道的硬度大大影响丝杠的寿命。
滚珠丝杠的加工工艺滚珠丝杠是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。
由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。
滚珠丝杠的特点:1、摩擦损失小、传动效率高,2、精度高,3、高速进给和微进给可能,4、轴向刚度高,5、不能自锁、具有传动的可逆性。
丝杆分为磨削滚珠丝杠和冷轧滚珠丝杠,以下只介绍磨削滚珠丝杠的加工工艺。
磨削滚珠丝杠的加工工艺路线:毛坯下料—球化退火—粗车外圆,螺纹—半精车外圆,螺纹—铣键槽—热处理淬火—粗磨外圆,螺纹—精磨外圆,螺纹—检验入库。
下面就详细的介绍一下加工磨削滚珠丝杠的工艺路线。
(1)毛坯下料:就是根据工件所需的尺寸从整批材料上截取下与工件尺寸相符的材料的操作过程。
(2)球化退火:使钢中碳化物球化而进行的退火,得到在铁素体基体上均匀分布的球状或颗粒状碳化物的组织。
球化退火的目的在于降低硬度,改善切削加工性能,并未后续热处理作组织准备。
(3)粗车外圆,螺纹:可选择普通车床和数控车床进行加工,大批量生产选择数控车床较经济,车螺纹选择直进法,所谓的直进法就是在加工过程中对刀具的Z轴(轴向方向)不进行改变,分次进给(直径方向),来完成螺纹的切削,此方法简单易操作,车出来的螺纹牙型准确。
一般粗车之后留有2-3mm,(4)半精车外圆,螺纹:使磨削滚珠丝杠的尺寸更接近图纸尺寸,并且精度的得到提高,一般半精车之后留有0.3mm的余量,为了后来的磨削加工,提高磨削滚珠丝杠的精度。
(5)热处理淬火:中频淬火,通过淬火使滚珠丝杠表面得到较高的硬度,提高滚珠丝杠的耐磨性和使用寿命,滚珠丝杠常采用的材料为40CrMo钢和GCr15钢,就如GCr15钢淬透性好,可满足中频淬火硬化层要求,其中频淬火的关键问题是解决淬火变形。
(6)粗磨外圆,螺纹:采用中心式外圆磨削,工件用两顶尖装夹,磨削时按其两中心孔所构成的中心轴线旋转,使外圆达到较高的精度要求。

滚珠螺杆工作原理滚珠螺杆(Ball Screw)是将滚珠把力传递到螺母的一种传动机构。
它的工作原理是利用滚球的滚动轮廓与螺杆的滚动轮廓性质,实现高精度、高效率的传动。
其优点是传动效率高、轮廓精度高、摩擦力小、能量损耗少、稳定性好,并且使用寿命长。
在现代机械制造业中得到了广泛应用。
一、滚珠螺杆的结构滚珠螺杆主要由螺纹轴、螺杆母、滚珠、保持器和端盖组成。
螺纹轴是一个左旋和右旋的螺杆,被称为有螺纹的轴心。
螺杆母是一种具有同轴度的圆柱体,中间开有螺孔,用于通过螺纹轴的转动与它结合。
滚珠是用来承载、传递力量和减少摩擦的小球体。
保持器是把滚珠按照一定方式固定在螺杆母内部的构件。
端盖是安装在滚珠螺杆的两端,防止滚珠脱落和进入灰尘、水分等。
滚珠螺杆的工作原理是利用滚珠的滚动和滑动特性,将转动运动转换成线性运动。
当有力在螺母上作用时,滚珠会顺着螺杆的螺纹轮廓向前滚动,从而带动螺母沿轴线方向移动。
因为滚珠的滚动摩擦力小,所以滚珠螺杆的转换效率高,可精准传输大量的力量和扭矩。
详细来说,当输入装置(如电机)带动螺纹轴转动时,螺纹轴带动滚珠一起向前滚动,由于滚珠的形状和螺杆池相同,所以在进入螺母后可以顺着螺杆陆廓滚动。
滚珠滚动时带动螺母向前移动,使线性运动完成。
由于滚珠的半径很小,所以在滚动时的接触面积也非常小,因此摩擦小、寿命长、精度高。
三、滚珠螺杆的分类和特点1. 根据进给方式进行分类(1)单螺杆滚珠螺杆单螺杆滚珠螺杆是最常见的一种滚珠螺杆。
它有一个螺纹蜗杆,一个螺杆母和几个滚珠。
由于它的结构简单、易于制造,成本较低,所以在一般传动系统中应用较广泛。
双螺杆滚珠螺杆由两个螺纹蜗杆、两个螺杆母和几个滚珠组成。
它的双螺旋结构使得传动更加平稳,且进给速度比单螺杆滚珠螺杆大。
外滚珠式滚珠螺杆的外壳设有几个板孔,将滚珠放入然后再将螺杆套入自由滚动的滚珠中。
其特点是传动功率大、传动效率高、寿命长、精度高、噪声小。
(2)内滚珠式滚珠螺杆内滚珠式滚珠螺杆是指滚珠放在螺杆内部,螺母将滚珠压在轨道上,保持其与螺杆的接触,实现传递动力的装置。
蜗杆传动工作原理蜗杆传动是一种常用的传动方式,它由蜗杆和蜗轮组成。
蜗杆是一种螺旋线形状的齿轮,蜗轮则是一种圆盘状的齿轮。
蜗杆传动主要通过蜗杆的螺旋线与蜗轮的齿轮咬合来传递动力。
蜗杆传动具有传动比大、传动平稳、噪音小等优点,因此广泛应用于各个领域。
蜗杆传动的工作原理如下:1.螺旋线齿形:蜗杆的齿形是螺旋线形状的。
螺旋线的角度越大,齿数越少,蜗杆传动的传动比就越大;反之,传动比较小。
螺旋线的螺距越大,传动效率就越高。
2.齿轮齿形:蜗轮的齿形是圆柱面的。
蜗轮的齿数越多,传动效率就越高。
蜗轮的齿数与蜗杆的螺旋线角度呈正比,与蜗杆的螺距呈反比。
3.咬合过程:当蜗杆转动时,蜗轮受到蜗杆螺旋线作用力的影响,开始进行旋转。
蜗轮的旋转产生的力会使蜗杆进行推动,从而实现动力传递。
4.传动比:传动比是指蜗轮转一圈,蜗杆转动的圈数。
传动比等于蜗轮的齿数除以蜗杆的齿数。
蜗杆传动具有以下几个特点:1.传动比大:蜗杆传动的传动比一般较大,通常为1:20至1:300之间。
这使得蜗杆传动适用于需要减速的场合。
2.传动平稳:由于螺杆的齿数较少,蜗杆传动的传动平稳,减小了机械设备的振动和冲击。
因此,蜗杆传动常被用于需要平稳传动的场合。
3.传动效率低:蜗杆传动的咬合面积较小,齿面摩擦力大,因此传动效率低。
一般情况下,蜗杆传动的传动效率约为30%至80%之间。
4.可逆性:蜗杆传动具有较好的不可逆性。
在停机状态下,蜗杆无法迅速被蜗轮带动,相反,蜗轮却可以被蜗杆带动。
5.噪音小:由于蜗杆传动的咬合面积小,齿面摩擦力小,因此产生的噪音也较小。
总结起来,蜗杆传动是一种通过螺旋线齿形的蜗杆和圆齿轮的蜗轮进行咬合来传递动力的传动方式。
它具有传动比大、传动平稳、噪音小等优点,因此被广泛应用于各个领域。
然而,由于传动效率较低,蜗杆传动常常需要与其他传动方式进行组合使用,以提高效率。

圆弧圆柱蜗杆传动设计计算(一)概述圆弧圆柱蜗杆(ZC蜗杆)传动是一种新型的蜗杆传动。
实践证明,该蜗杆传动比普通圆柱蜗杆传动的承载能力大,传动效率高、寿命长。
因此圆弧圆柱蜗杆传动有逐渐代替普通圆柱蜗杆传动的趋势。
1.圆弧圆柱蜗杆传动的特点这种蜗杆传动和其它蜗杆传动一佯,可以实现交错轴之间的传动,蜗杆能安装在蜗轮的上、下方或侧面。
它的主要特点有:1)传动比范围大,可实现1:100的大传动比传动;2)蜗杆与蜗轮的齿廓呈凸凹啮合,接触线与相对滑动速度方向间夹角大,有利于润滑油膜的形成;3)当蜗杆主动时,啮合效率可达95%以上,比普通圆柱蜗杆传动的啮合效率提高10%~20%;4)传动的中心距难以调整,对中心距误差的敏感性较强。
2.圆弧圆柱蜗杆传动的主要参数及其选择圆弧圆柱蜗杆传动的主要参数有齿形角α0、变位系数x2及齿廓圆弧半径ρ(<圆弧圆柱蜗杆传动>)。
1)齿形角α0依据啮合分析,推荐选取齿形角α0=23°±2°。
2)变位系数x2一般推荐x2=0.5~1.5。
代替普通圆柱蜗杆传动时,一般选x2=0.5~1。
当传动的转速较高时,应尽量选取较大的变位系数,取x2=1~1.5。
此外,当z1>2时,取 x2=0.7~1.2;z1≤2时,取x2=1~1.53)齿廓圆弧半径ρρ可按计算。
实际应用中,推荐ρ=(5~5.5)m (m为模数)。
当z1=1或2时,取ρ=5m;z1=3时,ρ=5.3m;z 1=4时,ρ=5.3m。
3.圆弧圆柱蜗杆的参数及几何尺寸计算圆弧圆柱蜗杆的齿形参数及几何尺寸见表<圆弧圆柱蜗杆齿形参数及几何尺寸计算>。
图<圆弧圆柱蜗杆传动>表<圆弧圆柱蜗杆齿形参数及几何尺寸计算>(二)圆弧圆柱蜗杆传动强度计算圆弧圆柱蜗杆传动的受力情况与普通圆柱蜗杆传动相同,因此,其主要失效形式及设计准则也大体相同。
由于蜗轮的强度相对较弱,因此主要对蜗轮进行强度计算。
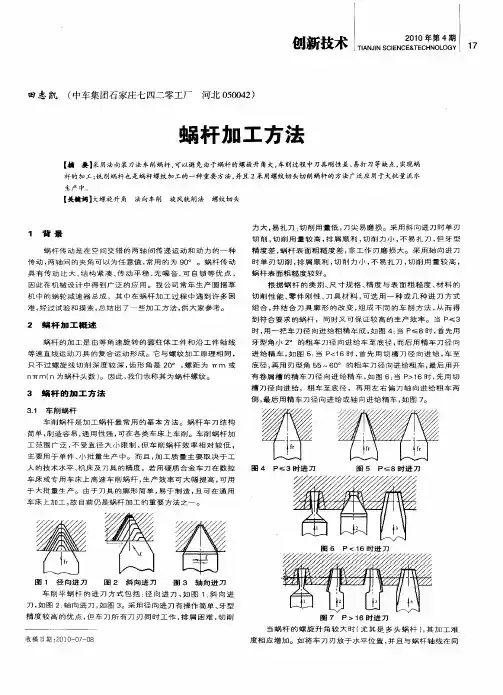
蜗杆传动知识,机械人不可不懂蜗杆传动:蜗杆传动是在空间交错的两轴间传递运动和动力的一种传动,两轴线间的夹角可为任意值,常用的为90°。
蜗杆传动用于在交错轴间传递运动和动力。
1简介蜗杆传动由蜗杆和蜗轮组成,一般蜗杆为主动件。
蜗杆和螺纹一样有右旋和左旋之分蜗杆传动,分别称为右旋蜗杆和左旋蜗杆。
蜗杆上只有一条螺旋线的称为单头蜗杆,即蜗杆转一周,涡轮转过一齿,若蜗杆上有两条螺旋线,就称为双头蜗杆,即蜗杆转一周,涡轮转过两齿。
2特点编辑1.传动比大,结构紧凑。
蜗杆头数用Z1表示(一般Z1=1~4),蜗轮齿数用Z2表示。
从传动比公式I=Z2/Z1可以看出,当Z1=1,即蜗杆为单头,蜗杆须转Z2转蜗轮才转一转,因而可得到很大传动比,一般在动力传动中,取传动比I=10-80;在分度机构中,I可达1000。
这样大的传动比如用齿轮传动,则需要采取多级传动才行,所以蜗杆传动结构紧凑,体积小、重量轻。
2. 传动平稳,无噪音。
因为蜗杆齿是连续不间断的螺旋齿,它与蜗轮齿啮合时是连续不断的,蜗杆齿没有进入和退出啮合的过程,因此工作平稳,冲击、震动、噪音都比较小。
蜗杆传动3. 具有自锁性。
蜗杆的螺旋升角很小时,蜗杆只能带动蜗轮传动,而蜗轮不能带动蜗杆转动。
4. 蜗杆传动效率低,一般认为蜗杆传动效率比齿轮传动低。
尤其是具有自锁性的蜗杆传动,其效率在0.5以下,一般效率只有0.7~0.9。
5. 发热量大,齿面容易磨损,成本高。
3圆柱蜗杆编辑圆柱蜗杆传动是蜗杆分度曲面为圆柱面的蜗杆传动。
蜗杆传动其中常用的有阿基米德圆柱蜗杆传动和圆弧齿圆柱蜗杆传动。
①阿基米德蜗杆的端面齿廓为阿基米德螺旋线,其轴面齿廓为直线。
阿基米德蜗杆可以在车床上用梯形车刀加工,所以制造简单,但难以磨削,故精度不高。
在阿基米德圆柱蜗杆传动中,蜗杆与蜗轮齿面的接触线与相对滑动速度之间的夹角很小,不易形成润滑油膜,故承载能力较低。
②弧齿圆柱蜗杆传动是一种蜗杆轴面(或法面)齿廓为凹圆弧和蜗轮齿廓为凸圆弧的蜗杆传动。

简述滚珠丝杠的工作原理
滚珠丝杠是一种将旋转运动转换为直线运动的装置。
它由螺纹母和滚珠组成。
滚珠丝杠的工作原理是通过旋转螺纹母来推动滚珠的前进,从而产生直线运动。
螺纹母上有一个内螺纹,与之配合的是滚珠的外螺纹。
当螺纹母旋转时,滚珠因摩擦力的作用被带动向前滚动。
滚珠的滚动使得螺纹母相对螺纹杆仍能保持旋转,从而不会产生脱离的现象。
滚珠丝杠的优点是精度高、效率高、传动平稳,并且可以承受较大的负载。
由于滚珠的滚动摩擦力较小,所以滚珠丝杠的效率比起传统的蜗杆传动更高,能够提供更大的工作速度和负载能力。
而且滚珠丝杠的定位精度也较高,适用于需要较高位置精度的场合。
总结起来,滚珠丝杠通过螺纹母和滚珠的配合,将旋转运动转换为直线运动。
它具有高效、高负载能力和高精度的特点,广泛应用于各种机械和自动化设备中。
蜗杆磨的原理蜗杆磨是一种常见的传动装置,它由一对蜗杆和蜗轮组成。
蜗杆有一个螺旋形的螺纹,而蜗轮则有与蜗杆螺纹相匹配的齿轮。
蜗杆磨的原理可以归纳为以下几个方面:1. 蜗杆和蜗轮的结构:蜗杆是一种带有螺纹的圆柱体,其螺纹包围着整个蜗杆。
蜗轮则是一种带有相应齿轮的圆盘,齿轮的形状与蜗杆的螺纹相匹配。
蜗轮通常是一个大直径的圆盘,而蜗杆则是一个小直径的圆柱体。
这种结构使得蜗杆磨具有很大的减速比。
2. 蜗杆的旋转运动:当蜗杆绕自身轴线旋转时,螺纹会沿着蜗杆的长度方向移动。
这个运动会将蜗轮带动旋转。
由于蜗杆的螺纹角度很小,因此每次蜗杆旋转一周,蜗轮只能转动一小段距离。
这就是蜗杆磨的特点之一,减速比较大。
3. 接触角和摩擦力:蜗杆磨的有效传动是通过蜗杆螺纹和蜗轮齿轮之间的接触而实现的。
由于螺纹和齿轮之间有很小的接触角度,因此只有一个或者只有几个螺纹或齿轮上的齿与接触。
这就决定了蜗杆磨的传动效率通常较低的原因之一。
4. 力的传递和力的方向:蜗杆磨的传动是通过齿轮与螺纹之间的摩擦来实现的。
蜗轮受到蜗杆螺纹的作用力,然后将这个力传递给蜗轮。
蜗轮上的齿轮会通过这个力来产生转动。
因为螺纹角度的原因,蜗杆磨一般只能传递力的方向,而不能传递力的反向。
5. 转动方向的确定:蜗杆磨的转动方向是由蜗杆的旋转方向以及蜗杆和蜗轮的螺纹方向决定的。
螺纹方向不同,传动的效果就会有所不同。
对于大多数情况,蜗杆磨的传动方向是固定的,即蜗杆顺时针旋转,齿轮逆时针转动。
6. 蜗杆磨的应用:蜗杆磨主要用于需要大减速比和传动方向固定的场合。
它广泛应用于各种机械传动中,例如:自动化设备、重型机械、运输设备等。
由于蜗杆磨的特殊结构和工作原理,它能够提供较大的扭矩输出和较稳定的传动效果。
总结起来,蜗杆磨是一种常见的传动装置,它的工作原理是通过蜗杆和蜗轮之间的螺纹和齿轮进行传动。
蜗杆磨具有很大的减速比、传动方向固定等特点,因此被广泛应用于各种机械传动中。
环面蜗杆加工方法的研究黄应勇【摘要】首先介绍了环面蜗杆的形成原理,然后介绍加工环面蜗杆机床应具备的基本运动、传统加工环面蜗杆的方法;最后介绍应用两轴数控车床加工环面蜗杆的方法.【期刊名称】《大众科技》【年(卷),期】2015(017)012【总页数】3页(P46-48)【关键词】环面蜗杆;加工方法;数控车床【作者】黄应勇【作者单位】柳州职业技术学院,广西柳州 545006【正文语种】中文【中图分类】TG71659环面蜗杆(如图 1所示)具有较高的承载能力和较长的使用寿命,广泛用于冶金工业、石油化工工业、轻工工业、造船工业、兵器工业、建筑工业、通用机械[1]等各机械行业当中,环面蜗杆与圆柱蜗杆比较有如下特点:(1)蜗杆包围蜗轮,同时参与工作的蜗轮齿数多(一般是圆柱蜗杆传动的2~3倍),有较大的重合度;(2)环面蜗杆传动的接触形式有利于共轭齿面间动压油膜的形成,具有良好的润滑状态,磨损小,传动效率高;(3)最小接触长度增大,传动诱导曲率半径大,故共轭齿面间接触应力明显减小;(4)与承载能力相同的圆柱蜗轮蜗杆相比其体积更小,所占的空间小,在设计选型中更方便应用于各机械行业。
鉴于以上的特点,环面蜗杆广泛用于承载能力大,传动效率要求高,工作要求平稳,振动较小的机械中,因为环面蜗杆的加工难度较大,这就制约了环面蜗杆的广泛使用。
因此本文讨论应用二轴数控车床来加工环面蜗杆的方法。
1.1 环面蜗杆形成原理环面蜗杆的形成原理,如图2所示,蜗杆绕其轴心线O1以角速度ω1自转,与此同时在其轴心线平面内直线L以角速度ω2绕O2回转,直线L在空间形成的包络轨迹面,就是环面蜗杆的螺旋齿面。
当螺旋齿面的母线是直线(或平面曲线)时,此为直线齿弧面蜗杆(常称球面蜗杆);当螺旋齿面的母面是平面(或曲面)时,则为平面齿包络弧面蜗杆(简称包络蜗杆)。
直线齿弧面蜗杆难以用砂轮做成符合形成原理的精确磨削。
因此,当蜗杆齿面淬火后,无法进行齿面磨削,影响其制造精度。