谷氨酸发酵过程控制—发酵罐溶氧的控制
- 格式:pptx
- 大小:1.30 MB
- 文档页数:22


维普资讯 ・14・ 乏 五 薪型巴氏杀菌监嬲仪
膊贝脖 :8110-8464 ̄o0138; 。j品器 }; “ ’ E~¨’ @ebro c}Il… 砖踟颐贝隆 中圜巷代理 颐贝隆电子科技(北京)有限公司
(143#和152撑),每8个小时降糖幅度相对稳定,
而当麦汁通风过量或不足时,降糖幅度则波动较
大。
时间(h)
图l 不同麦汁通风量对发酵降糖时间的影响
1.4 1 1
=-0.8 0.6 粪0.4 0.2 0 0 S l6 24 32 0 8 56 6{72 s0 8S 96 1 o4 H2 时间(h)
图2不同麦汁通风量对应的发酵降糖趋势
1.4酵母发酵同步性控制
为获得风味稳定性和一致性较好的啤酒,要
努力做到酵母代谢的一致,进而得到风味稳定性
较好的啤酒。所谓纯种酿造概括起来包含两方
面的内容:一是指酵母在发酵及贮存过程中不被
微生物污染,另一方面则是指酵母生长繁殖过程
的同步性。
要做到酵母满罐过程的一致性,最重要的就
是控制麦汁满罐时间、满罐温度和满罐糖度。实
践表明,发酵罐的满罐时间在10小时之内时,酵
母发酵性能基本可以保持一致,而满罐时间超过
104,n,-J,酵母发酵即表现出参差不齐的状况,具
体数据见(表2)。
从(表2)可以看出,对照罐的满罐时间超过
10小时,满罐糖度较低,酵母在满罐过程中已开
始大量繁殖,出芽率和死亡率均波动较大;而满
罐时间在10小时之内时,出芽率和死亡率均较稳
定,说明酵母细胞的生长基本保持同步状态。
在较好的同步控制条件下,发酵液各项重要
参数均有明显好转,结果如(表3)。 表2发酵罐不同满罐时间对酵母性能的影响
对照罐 实验罐 实验编号
1 2 3 1 2 3 麦汁满罐时间(h) l4 l2 l6 9 8 7
满罐酵母数(个/mE 发酵液)X]0o l9.5 l8 :20.5 l3.5 l4.5 l5
内蒙古科技大学信息工程学院
过程控制课程设计报告
题 目:啤酒发酵罐的温度控制系统设计
学生姓名:***
学 号:**********
专 业:测控技术及仪器
班 级:09测控2班
指导教师:***
前 言
啤酒生产是一个利用生物加工进行生产的过程,生产周期长,过程参数分散性大,传统操作方式难以保证产品的质量。近年来,国外的各大啤酒生产厂家纷纷进军中国市场,凭借技术优势与国内的啤酒生产厂家争夺市场份额。国内的啤酒行业迫切要求进行技术改造,提高生产率,保证产品质量,以确保在激烈的市场竞争中立于不败之地。
啤酒的发酵过程是一个微生物代谢过程。它通过多种酵母的多种酶解作用,将可发酵的糖类转化为酒精和CO2,以及其他一些影响质量和口味的代谢物。在发酵期间,工艺上主要控制的变量是温度、糖度和时间。
啤酒发酵对象的时变性、时滞性及其不确定性,决定了发酵罐控制必须采用特殊的控制算法。由于每个发酵罐都存在个体的差异,而且在不同的工艺条件下,不同的发酵菌种下,对象特性也不尽相同。因此很难找到或建立某一确切的数学模型来进行模拟和预测控制我国大部分啤酒生产厂家目前仍然采用常规仪表进行控制,人工监控各种参数,人为因素较多。这种人工控制方式很难保证生产工艺的正确执行,导致啤酒质量不稳定,波动性大且不利于扩大再生产规模。
在啤酒生产过程中,糖度的控制是由控制发酵的温度来完成的,而在一定麦芽汁浓度、酵母数量和活性的条件下时间的控制也取决于发酵的温度。因此控制好啤酒发酵过程的温度及其升降速率是解决啤酒质量和生产效率的关键。
在本次啤酒发酵温度控制系统设计过程中各种工艺参数的控制采用串级控制系统实现,主要控制锥形发酵罐的中部温度,采用常规自动化仪表及装置来实现温度及其他参数的检测与控制、显示。
1 工艺过程概述
1.1啤酒生产工艺过程
啤酒生产过程主要包括糖化、发酵以及过滤分装三个环节。
1.1.1糖化

第48卷第1期2019年3月发酵科技通讯Bulletin of Fermentation Science and TechnologyVol.48No.1Mar.2019
收稿日期:2018-08-30作者简介:陈明兆(1985—),男,安徽肥东人,工程师,研究方向为生物发酵工程,E-mail:chenmingzhao365@163.com。井冈霉素发酵过程溶氧浓度的优化控制
陈明兆
(浙江省桐庐汇丰生物科技有限公司,浙江桐庐311500)
摘要:针对5 000L和50 000L发酵罐研究空气流量对井冈霉素效价的影响。通过5 000L发酵罐
罐中的试验发现,在后期DO上升时,通过降低搅拌转速或通气量来使DO维持在一定水平,对井
冈霉素的生产没有影响。为简化实际生产上的工艺控制,在50 000L发酵罐上分阶段控制通气
量,对效价影响幅度仅有-0.54%,试验证明发酵过程中可较大程度减少无菌空气的使用量。研究
结果对生产成本的降低有重要指导意义。
关键词:井冈霉素;发酵;DO;优化
中图分类号:TQ92 文献标志码:A文章编号:1674-2214(2019)01-0039-04
Optimization of DO control in validamycin fermentaion
CHEN Mingzhao
(Zhejiang Tonglu Huifeng Biosciences Co.,Ltd.,Hangzhou 310500,China)
Abstract:It was found that dissolved oxygen(DO)increased in the late stage of validamycin
fermentation.If DO was maintained at a certain level by reducing stirring speed or ventilation,it
has no effect on validamycin production.In order to simplify process control in industrial
第31卷第】期 21302年2月 发酵科技通讯
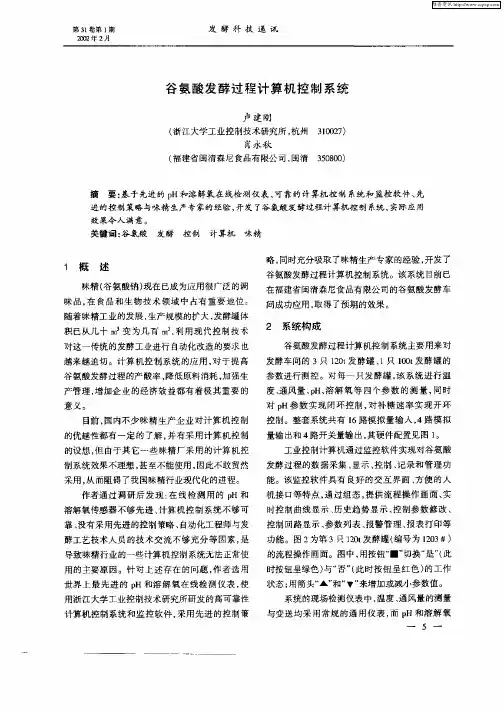
谷氨酸发酵过程计算机控制系统
卢建刚 (浙江大学工业控制技术研究所,杭州 肖永秋 (福建省闽清森尼食品有限公司,闽清
摘要:基于先进的pH和溶解氧在线检测仪表、可靠的计算机控制系统和监控软件、先 进的控制策略与味精生产专家的经验,开发了谷氨酸发酵过程计算机控制系统,实际应用 效果令人满意。 关键词:谷氨酸发酵控制计算机味精
1概述 味精(谷氨酸钠)现在已成为应用很广泛的调 味品,在食品和生物技术领域中占有重要地位。 随着味精工业的发展,生产规模的扩大,发酵罐体 积已从几十 变为几百m3,利用现代控制技术 对这一传统的发酵工业进行自动化改造的要求也 越来越迫切。计算机控制系统的应用,对于提高 谷氨酸发酵过程的产酸率,降低原料消耗,加强生 产管理,增加企业的经济效益都有着极其重要的 意义。 目前,国内不少味精生产企业对计算机控制 的优越性都有一定的了解,并有采用计算机控制 的设想,但由于其它一些味精厂采用的计算机控 制系统效果不理想,甚至不能使用,因此不敢贸然 采用,从而阻碍了我国味精行业现代化的进程。 作者通过调研后发现:在线检测用的DH和 溶解氧传感器不够先进、计算机控制系统不够可 靠、没有采用先进的控制策略、自动化工程师与发 酵工艺技术人员的技术交流不够充分等因素,是 导致味精行业的一些计算机控制系统无法正常使 用的主要原因。针对上述存在的问题,作者选用 世界上最先进的pH和溶解氧在线检测仪表,使 用浙江大学工业控制技术研究所研发的高可靠性 计算机控制系统和监控软件,采用先进的控制策 略,同时充分吸取了味精生产专家的经验,开发了 谷氨酸发酵过程计算机控制系统。该系统目前已 在福建省闽清森尼食品有限公司的谷氨酸发酵车 间成功应用,取得了预期的效果。 2系统构成 谷氮酸发酵过程计算机控制系统主要用来对 发酵车间的3只120t发酵罐、1只1C0t发酵罐的 参数进行测控。对每一只发酵罐,该系统进行温 度、通风量、pH、溶解氧等四个参数的测量,同时 对口H参数实现闭环控制,对补糖速率实现开环 控制。整套系统共有16路模拟量输人,4路模拟 量输出和4路开关量输出,其硬件配置见图1。 工业控制计算机通过监控软件实现对谷氨酸 发酵过程的数据采集、显示、控制、记录和管理功 能。该监控软件具有良好的交互界面、方便的人 机接口等特点,通过组态,提供流程操作画面、实 时控制曲线显示、历史趋势显示、控制参数修改、 控制回路显示、参数列表、报警管理、报表打印等 功能。图2为第3只120t发酵罐(编号为1203#) 的流程操作画面。图中,用按钮“■”切换“是”(此 时按钮呈绿色)与“否”(此时按钮呈红色)的工作 状态;用箭头“▲”和“ ”来增加或减小参数值。 系统的现场检测仪表中,温度、通风量的测量 与变送均采用常规的通用仪表,而pH和溶解氧 一5一 啷