油画画布装订设备的制作流程
- 格式:pdf
- 大小:108.10 KB
- 文档页数:10
油画工艺流程油画是一种使用油性颜料和油画布进行创作的艺术形式。
油画工艺流程包括准备画布、制作草图、绘制底色、上色、调色、描绘细节和定稿等步骤。
下面将详细介绍油画工艺流程。
首先,准备画布。
选择一块平整的画布,并将其固定在画板上。
然后,涂上一层底色,可以选择与画中物体颜色相近的颜料来完成。
底色的作用是为了在绘画过程中形成一个基础色调,使绘画更加连贯。
接下来,制作草图。
使用铅笔或炭笔在画布上绘制轮廓,草图的目的是为了确定物体的形状和位置,并起到一个指导作用。
然后,绘制底色。
在草图的基础上,使用宽平刷沾取混合好的颜料,大致将整个画面的颜色分块填充。
底色可以帮助确定阴影、高光和过渡等部分的颜色,为画面的最终效果打下基础。
接下来,上色。
在绘制底色的基础上,使用细小的刷子逐渐上色,根据光影变化和物体的不同形态来决定上色的深浅。
要注意细节的处理,尤其是过渡部分的颜色过渡要自然,不显得生硬。
然后,调色。
将不同颜色的油漆涂抹于调色板上,并逐渐混合,调出需要的颜色。
在调色时要注意掌握好颜料的浓度和稠度以及颜色的明暗度,使颜色更加丰富和立体。
然后,描绘细节。
使用小号刷子仔细描绘物体的纹理、线条和细节。
绘画的细节部分对画家的功底要求较高,要仔细观察物体的细节,并通过绘画表达出来。
一般由大到小的顺序进行,先描绘整体的细节再逐渐细化。
最后,定稿。
在前面的基础上进行修整和润饰,使画面更加完美。
对整幅画的色彩进行调整,使各个部分的颜色和谐统一。
同时,仔细检查画面是否有错误,进行必要的修复。
总结来说,油画是一门需要耐心和技巧的艺术形式。
油画工艺流程包括了准备画布、制作草图、绘制底色、上色、调色、描绘细节和定稿等步骤。
每个步骤都需要仔细设计和执行,才能创作出一幅艺术品。
无论是刚开始学习油画的初学者还是有一定经验的艺术家,都需要通过不断的实践和尝试来提升自己的技巧和创作能力。
工程训练中心工程训练之三发明专利实训专利名称学院专业年级组号日期年月工程训练中心制表团队成员详细信息表第一申请人姓名学号学院身份证专业年级手机邮箱QQ地址第二申请人姓名学号学院身份证专业年级手机邮箱QQ地址第三申请人姓名学号学院身份证专业年级手机邮箱QQ地址第四申请人姓名学号学院身份证专业年级手机邮箱QQ地址油画高仿工艺流程技术领域本发明是涉及一种绘画艺术品高仿工艺流程,具体地说是涉及一种主要应用于装饰画的油画高仿工艺流程,该工艺也可以应用于壁纸、布、家具表面等。
背景技术油画因为颜料厚堆的功能和极强的可塑性是其他画种无法比拟的,它的这种特性使油画在观感上产生出能与人们思想情感共振的节奏与力度。
在运笔的作用下,塑造不单是完成造型的任务,而且也对画面的肌理效果产生着直接的影响。
油画在其制作过程中需要层层着色,在层颜料自然干燥后,上另外一层颜料,而一副大型的油画其整个制作过程往往需要很长的时间。
而随着现代人们生活水平的不断提高,人们审美水平也不断提高,而油画因为以上种种特征越来越得到人们喜好,而又因为其制作工艺复杂,无法实现工业流程化生产使其成为一种稀缺物品,另外一方面也提高其价格,而使油画无法真正进入百姓生活中。
发明内容本发明的目的是克服了现有技术中的不足,提供一种油画高仿工艺,其成品的仿真度可以达到油画的90%以上,同时采用该工艺可以实现工业化流水线批量生产,极大的提高油画制作产量也降低其制作时间,从而降低油画制作成本,使油画可以以较低价格进入人们日常生活。
为了解决上述技术问题,本发明是通过以下技术方案实现:油画高仿工艺流程如下:(1)选画:选择需要模仿的名人名家的油画;(2)三维扫描:使用三维扫描装置扫描油画,高精度读取油画的三维相对坐标值;(3)色彩扫描:使用色彩扫描装置扫描油画,高精度读取油画表面的色彩值;(4)雕刻:采用雕刻装置读取三维扫描装置所读取油画三维坐标值,在模具上阴槽雕刻,并清除雕刻所留下灰尘;(5)涂胶:雕刻完毕后,在其表面均匀涂上塑形胶水,并自然风干;(6)塑形:与四模板做成原作形状,自然条件下24小时后风干;(7)上色:将半成品输入到平板喷墨打印机,平板喷墨打印机读取色彩扫描装置所读取的油画色彩值,平板喷墨打印机在半成品上喷上色彩;(8)修整:对于上色后半成品局部与原画色彩不同与以及其他方面存在瑕疵,进行人工修整。
油画制作程序与规律讲义2005.1.5从某种意义上说,油画是一项融技术性和艺术性为一体的工作。
一个画家有再好的思想观念和风格样式,但不熟悉各种油画材料的性能,不懂得油画制作的程序和必须遵循的基本规则,是很难用油画这种材料将自己怕艺术感受很好地传达给观众的。
这就好像一个想用音乐抒情的人,却完全不知道乐器的弹奏要领,不懂五线谱和指法音阶,那么,弹出来的也许就不是优美的乐曲,而是令人不快的噪音了。
所以,对于学习油画的人来说,一定要高度重视油画制作的程序和基本规则我们先来了解一下一幅油画作品的基本构造。
油画制作的基本构造:将作品截面分为四层,分别是……我们从这个构造的最底层“依托物”讲起,分别讲述每一层的制作程序和基本规则。
一幅完整的油画作品,不是从画笔落在画布上开始的,而是在绷布,做基底的时候就已经开始了,因为油画制作过程中,每一种材料行之有效的程度和每一阶段的操作方法,都直接影响着下一步作画的方法、质量以及作品的保存效果等。
那么,怎么使这些程序从一开始就科学化、规范化呢?我们先来谈谈一、绷画布的方法和步骤:1、裁剪画布尺寸:在选择了粗细适当的本色亚麻布后,首先要把布铺开,内框放在上面,四边与布的经纬吻合,布的尺寸要裁剪成比画框每边多加5—10厘米,以备包边用。
2、呈十字形固定:(实物示范)将画框放于画布中央,注意切勿将画框绷反,画框正面呈坡面。
取四边的中点呈十字形将画布钉于画框上固定。
布要拉至画框背面钉钉,如果钉在侧面,容易影响画面视觉效果和以后安装外框。
3、依次向两侧绷紧固定、包角:(实物示范)每边平均向两侧钉钉,每固定一边,相对应的另一边要稍用力拉紧,松紧要适中(太用力容易将画框拉变形或拉破画布,而且作画时没有弹性;太松又会导致用笔时前后晃动)。
最后包角,尽量按布的经纬拉平,叠出整齐平整的形后固定。
4、调整:钉好后检查布的经纬与框边是否吻合,是否呈水平和垂直状态,并检查内框是否变形,如果变形,可根据布的经纬继续调整。
印刷装订工艺流程一、前期准备阶段印刷装订工艺流程的第一步是前期准备阶段。
在这个阶段,需要明确印刷品的要求和规格,包括尺寸、纸张材质、颜色、印刷数量等。
同时,还需要准备好印刷所需的文件,如设计稿、文字内容等。
二、印刷阶段在印刷阶段,首先需要进行版面的排版和调整。
这一步骤通常由印刷工作室的专业技术人员完成,他们会根据设计稿的要求,将文字和图片进行合理布局,以达到最佳的视觉效果。
接下来是印刷的具体操作。
印刷通常采用印刷机进行,根据印刷品的要求选择合适的印刷方式,如胶印、凹印、丝网印刷等。
在印刷过程中,需要控制好印刷机的参数,如压力、速度、墨水的配比等,以保证印刷品的质量。
三、后期处理阶段印刷完成后,需要进行后期处理。
首先是对印刷品进行检查,包括检查印刷品的色彩是否准确、文字是否清晰等。
如果发现问题,需要及时进行调整或重新印刷。
接下来是装订阶段。
装订是将印刷品的每一页进行整理和固定,以便于阅读和保护。
常见的装订方式有胶装、钉装、线装等。
在装订过程中,需要注意每一页的顺序和对齐,以及装订的牢固度。
最后是加工和质检。
加工包括对印刷品进行切割、折叠、压痕等处理,以便于最终的成品。
质检是对印刷品的最终成品进行检查,确保质量符合要求。
四、包装和交付阶段印刷品完成后,需要进行包装和交付。
包装通常采用纸箱或塑料袋等包装材料,以保护印刷品不受损。
同时,还需要标明相关信息,如印刷品的名称、数量、收件人等。
最后是交付阶段。
印刷品通常会通过物流或快递等方式送达客户手中。
在交付过程中,需要确保印刷品的安全和准确性,以满足客户的需求。
总结印刷装订工艺流程是一个复杂的过程,需要各个环节的协调和配合。
只有每一个环节都做到精细和专业,才能保证印刷品的质量和效果。
因此,在进行印刷装订工艺流程时,需要注重细节,严格控制每一个环节,并及时调整和改进,以提高印刷品的质量和客户满意度。
印刷装订工艺流程印刷装订是印刷行业的最后一道工序,也是将印刷成品加工成最终产品的一个关键环节。
下面是一份常见的印刷装订工艺流程:1. 核对印刷品质量:在进行装订前,需要核对印刷品的质量,包括颜色、内容、质地等方面的要求是否符合设计要求。
如果有明显质量问题,需要重新印刷或做出修正。
2. 按数量和尺寸分类:装订前需要将印刷品按照数量和尺寸分类,以便后续的装订工序。
3. 裁切和对齐:将印刷品的边缘部分裁切,使之变得整齐平直,并确保印刷品的各个部分对齐。
4. 折叠:按照设计要求,将印刷品折叠成多个页面。
折叠的方式通常有折叠机和人工折叠两种。
5. 钻孔:根据装订方式的不同,需要在印刷品的边缘钻孔,以便后续的装订操作。
6. 缝纫:对于需要采用线装或鞍装方式的印刷品,需要将印刷品的页面用线缝合在一起,形成成品。
7. 烫金或压痕:一些高档的印刷品可能需要进行烫金或压痕的处理,以增加视觉效果和质感。
8. 装订:将印刷品的各个页面按照一定的顺序进行装订,可以包括胶装、粘合胶装、线装、鞍装等方式。
9. 切割和修整:装订完成后,需要对印刷品进行切割和修整,使其变得整齐平直,尺寸一致。
10. 质量检查:对装订完成的印刷品进行质量检查,核对装订是否正确、是否有残缺或瑕疵等。
11. 包装和配送:最后,将印刷成品进行包装,以保护其在运输和储存过程中不受损坏。
根据客户要求,可以将成品直接送至指定地点。
以上是一份常见的印刷装订工艺流程。
不同的印刷品和客户要求可能会有所不同,需要根据实际情况进行调整。
印刷装订对产品的质量和外观起到了至关重要的作用,需要严格按照工艺流程操作,做好每个环节的质量控制,以确保最终产品符合客户需求。
装订工艺流程
《装订工艺流程》
在印刷品制作中,装订是非常重要的一环。
它不仅能够保护印刷品,还可以使其具有更好的外观和阅读性。
而装订工艺流程则是完成这一过程的关键。
首先,装订工艺流程需要根据印刷品的类型和规格选择合适的装订方式,比如平装、硬装、骑马订等。
选择合适的装订方式能够确保印刷品的质量和使用寿命。
其次,装订工艺流程需要对印刷品进行裁切,以便进行下一步的装订操作。
裁切后的印刷品需要进行折页、堆叠和翻页的处理,以确保装订后的品质。
接下来,装订工艺流程需要进行装订机器的设置和调试。
不同的装订方式和规格需要不同的机器和工艺参数,这就需要对机器进行合理的设置和调试,以确保装订的准确性和稳定性。
最后,装订工艺流程需要进行装订操作。
这包括装订机器的操作、监控和维护,以及对装订后的印刷品进行质量检查和包装。
只有在每一个环节都确保了良好的工艺流程,才能保证最终装订后的印刷品质量。
总之,装订工艺流程是印刷品制作中非常重要的一环,只有通过合理的流程和严格的操作,才能确保印刷品的质量和使用寿命。
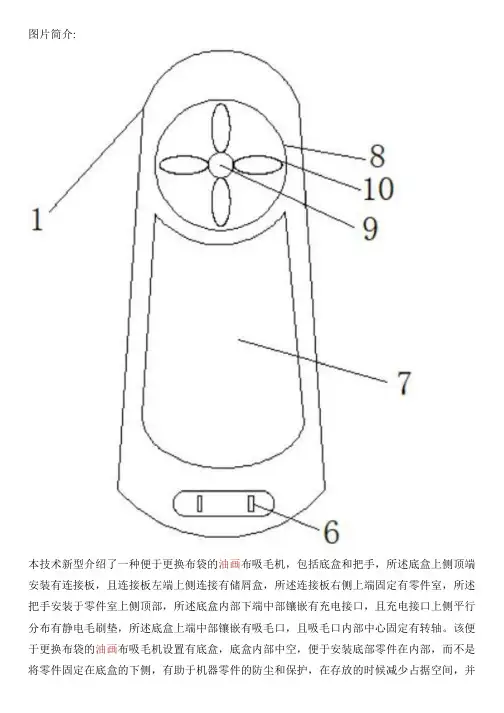
图片简介:本技术新型介绍了一种便于更换布袋的油画布吸毛机,包括底盒和把手,所述底盒上侧顶端安装有连接板,且连接板左端上侧连接有储屑盒,所述连接板右侧上端固定有零件室,所述把手安装于零件室上侧顶部,所述底盒内部下端中部镶嵌有充电接口,且充电接口上侧平行分布有静电毛刷垫,所述底盒上端中部镶嵌有吸毛口,且吸毛口内部中心固定有转轴。
该便于更换布袋的油画布吸毛机设置有底盒,底盒内部中空,便于安装底部零件在内部,而不是将零件固定在底盒的下侧,有助于机器零件的防尘和保护,在存放的时候减少占据空间,并且在内部的零件能够受到底盒外圈的保护,隔绝大部分灰尘,防止大量异物堆积造成零件老化加剧,进而降低设备使用寿命。
技术要求1.一种便于更换布袋的油画布吸毛机,包括底盒(1)和把手(5),其特征在于:所述底盒(1)上侧顶端安装有连接板(2),且连接板(2)左端上侧连接有储屑盒(3),所述连接板(2)右侧上端固定有零件室(4),所述把手(5)安装于零件室(4)上侧顶部,所述底盒(1)内部下端中部镶嵌有充电接口(6),且充电接口(6)上侧平行分布有静电毛刷垫(7),所述底盒(1)上端中部镶嵌有吸毛口(8),且吸毛口(8)内部中心固定有转轴(9),所述转轴(9)外侧周围分布有吸风叶(10),所述充电接口(6)后侧末端固定有连接块(11),且连接块(11)外侧中心安装有推压器(12),所述推压器(12)外侧周围镶嵌有滑动槽(13),所述零件室(4)内部下侧中端安装有电路板(14),且电路板(14)上侧平行分布有蓄电池(15)。
2.根据权利要求1所述的一种便于更换布袋的油画布吸毛机,其特征在于:所述底盒(1)呈椭圆状,且底盒(1)内部中空。
3.根据权利要求1所述的一种便于更换布袋的油画布吸毛机,其特征在于:所述储屑盒(3)呈弧穹状,且储屑盒(3)与零件室(4)构成可翻转结构。
4.根据权利要求1所述的一种便于更换布袋的油画布吸毛机,其特征在于:所述充电接口(6)有两个,且充电接口(6)与连接块(11)呈一体化结构。
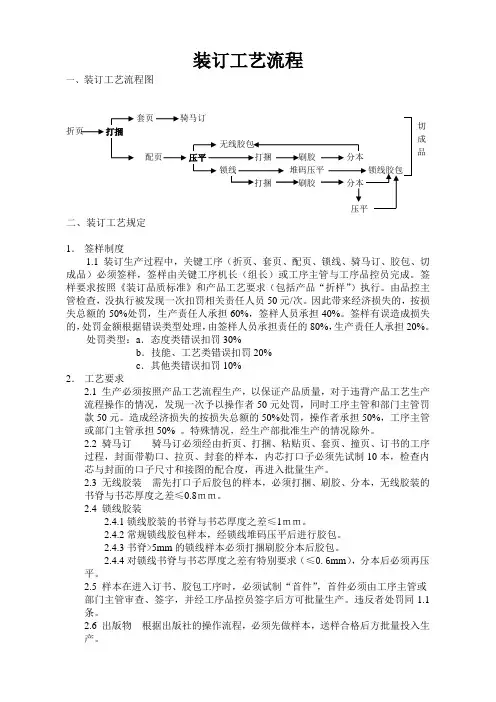
装订工艺流程一、装订工艺流程图套页骑马订折页配页打捆刷胶分本刷胶二、装订工艺规定1.签样制度1.1 装订生产过程中,关键工序(折页、套页、配页、锁线、骑马订、胶包、切成品)必须签样,签样由关键工序机长(组长)或工序主管与工序品控员完成。
签样要求按照《装订品质标准》和产品工艺要求(包括产品“折样”)执行。
由品控主管检查,没执行被发现一次扣罚相关责任人员50元/次。
因此带来经济损失的,按损失总额的50%处罚,生产责任人承担60%,签样人员承担40%。
签样有误造成损失的,处罚金额根据错误类型处理,由签样人员承担责任的80%,生产责任人承担20%。
处罚类型:a.态度类错误扣罚30%b.技能、工艺类错误扣罚20%c.其他类错误扣罚10%2.工艺要求2.1 生产必须按照产品工艺流程生产,以保证产品质量,对于违背产品工艺生产流程操作的情况,发现一次予以操作者50元处罚,同时工序主管和部门主管罚款50元。
造成经济损失的按损失总额的50%处罚,操作者承担50%,工序主管或部门主管承担50% 。
特殊情况,经生产部批准生产的情况除外。
2.2 骑马订骑马订必须经由折页、打捆、粘贴页、套页、撞页、订书的工序过程,封面带勒口、拉页、封套的样本,内芯打口子必须先试制10本,检查内芯与封面的口子尺寸和接图的配合度,再进入批量生产。
2.3 无线胶装需先打口子后胶包的样本,必须打捆、刷胶、分本,无线胶装的书脊与书芯厚度之差≤0.8mm。
2.4 锁线胶装2.4.1锁线胶装的书脊与书芯厚度之差≤1mm。
2.4.2常规锁线胶包样本,经锁线堆码压平后进行胶包。
2.4.3书脊>5mm的锁线样本必须打捆刷胶分本后胶包。
2.4.4对锁线书脊与书芯厚度之差有特别要求(≤0.6mm),分本后必须再压平。
2.5 样本在进入订书、胶包工序时,必须试制“首件”,首件必须由工序主管或部门主管审查、签字,并经工序品控员签字后方可批量生产。
违反者处罚同1.1条。
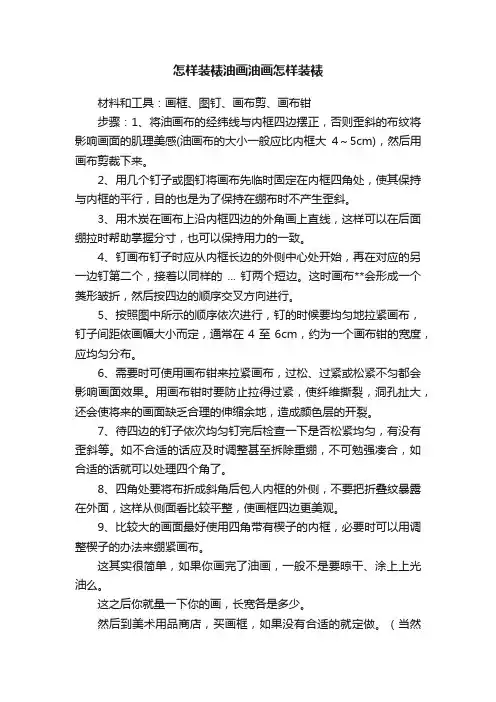
怎样装裱油画油画怎样装裱材料和工具:画框、图钉、画布剪、画布钳步骤:1、将油画布的经纬线与内框四边摆正,否则歪斜的布纹将影响画面的肌理美感(油画布的大小一般应比内框大4~5cm),然后用画布剪裁下来。
2、用几个钉子或图钉将画布先临时固定在内框四角处,使其保持与内框的平行,目的也是为了保持在绷布时不产生歪斜。
3、用木炭在画布上沿内框四边的外角画上直线,这样可以在后面绷拉时帮助掌握分寸,也可以保持用力的一致。
4、钉画布钉子时应从内框长边的外侧中心处开始,再在对应的另一边钉第二个,接着以同样的 ... 钉两个短边。
这时画布**会形成一个菱形皱折,然后按四边的顺序交叉方向进行。
5、按照图中所示的顺序依次进行,钉的时候要均匀地拉紧画布,钉子间距依画幅大小而定,通常在4至6cm,约为一个画布钳的宽度,应均匀分布。
6、需要时可使用画布钳来拉紧画布,过松、过紧或松紧不匀都会影响画面效果。
用画布钳时要防止拉得过紧,使纤维撕裂,洞孔扯大,还会使将来的画面缺乏合理的伸缩余地,造成颜色层的开裂。
7、待四边的钉子依次均匀钉完后检查一下是否松紧均匀,有没有歪斜等。
如不合适的话应及时调整甚至拆除重绷,不可勉强凑合,如合适的话就可以处理四个角了。
8、四角处要将布折成斜角后包人内框的外侧,不要把折叠纹暴露在外面,这样从侧面看比较平整,使画框四边更美观。
9、比较大的画面最好使用四角带有楔子的内框,必要时可以用调整楔子的办法来绷紧画布。
这其实很简单,如果你画完了油画,一般不是要晾干、涂上上光油么。
这之后你就量一下你的画,长宽各是多少。
然后到美术用品商店,买画框,如果没有合适的就定做。
(当然有的是需要背板的。
如果是亚麻布作画,一般就不需要了,油画板是需要的。
)最后就是买装订的小钉子和挂线或挂钩,自己订好就成了。
不过一般情况下这是比较麻烦的,你可以直接到装裱的地方,让人直接帮你装裱,最低10元(它那里有合适的画框,不需要定做的话)。
最高就不一定啦,看你的画幅多大。
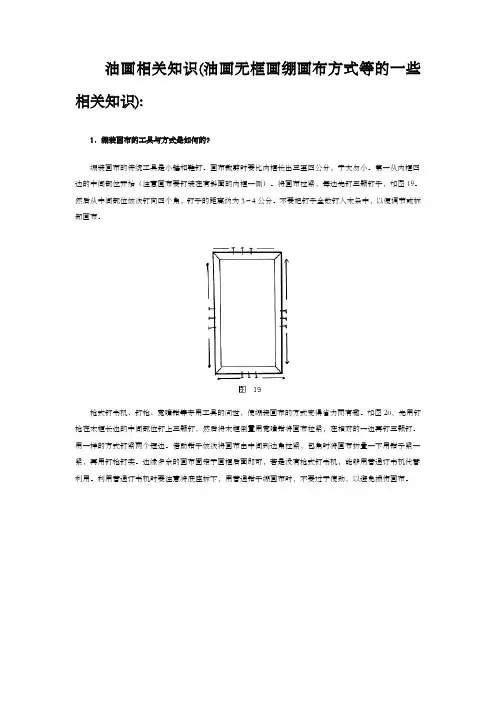
油画相关知识(油画无框画绷画布方式等的一些相关知识):1.绷装画布的工具与方式是如何的?绷装画布的传统工具是小锤和鞋钉。
画布裁剪时要比内框长出三至四公分,宁大勿小。
第一从内框四边的中间部位开始(注意画布要钉装在有斜面的内框一侧)。
将画布拉紧,每边先钉三颗钉子,如图19。
然后从中间部位依次钉向四个角,钉子的距离约为3~4公分。
不要把钉子全数钉入木条中,以便调节或拆卸画布。
枪式钉书机、钉枪、宽嘴钳等专用工具的问世,使绷装画布的方式变得省力而有趣。
如图20,先用钉枪在木框长边的中间部位钉上三颗钉,然后将木框倒置用宽嘴钳将画布拉紧,在相对的一边再钉三颗钉。
用一样的方式钉紧两个短边。
借助钳子依次将画布由中间到边角拉紧,包角时将画布折叠一下用钳子紧一紧,再用钉枪钉实。
边缘多余的画布固定于画框后面即可,若是没有枪式钉书机,能够用普通订书机代替利用。
利用普通订书机时要注意将底座拆下,用普通钳子绷画布时,不要过于使劲,以避免损伤画布。
用传统方式绷装画布,能够用图钉代替鞋钉,既方便又实用。
对于不需要装外框的画框,绷装画布时,画布要大于内框五厘米左右,钉子钉在内框的背面,包角时布角内藏,如图21。
2.如何避免绷装画布时画框走形?画布绷好以后,画面不平、画框走样变形的原因大致有三个:一是内框本身质量不好,四角的接合不规范。
二是画布歪斜。
画布若是用手撕很容易走样变形,致使画布四边与内框四边不平行。
三是绷装画布时使劲不均。
解决办法:若是是内框的问题,那就改换一个质量好的,或在四角钉上大一点的直角三角木板。
若是是画布问题,绷装之前要检查画布四角是不是成直角。
将画布从中间对折,观察四角是不是两面对齐,若不能对齐,则说明画布倾斜,要通过拽拉等方式,使画布恢复方正,同时改变从中间开始绷装画布的方式。
第一将画布四角包好固定,然后用宽嘴钳一一将四边拉平固定,关键在于拉出的画布边缘要与内框外边缘距离均等,如此画框就不易变形。
另一种方式是先将画布的一边固定好(先固定好该边的两个角),再固定另两个角和对应的布边,以后再固定双侧的布边,同时注意用宽嘴钳拉紧画布时不能生拉硬拽,使劲要均匀。
油画布的制作方法简介油画布是绘制油画时常用的艺术材料,它以其独特的纹理和质地,使得绘画作品更加生动、饱满。
本文将介绍油画布的制作方法,帮助您了解如何制作自己的油画布。
材料准备要制作油画布,您需要准备以下材料:1.画布:选择适合油画的画布,一般使用棉布或麻布的画布,可以选择不同的规格和厚度。
2.画布架:用于固定画布的架子,可以选择木质或金属材质。
3.画架夹:用于夹住画布的工具,确保画布平整固定。
4.油漆刷:选择适合绘制油画的油漆刷,根据需要选择不同的大小和刷毛材质。
5.油画颜料和油画介质:选择您喜欢的油画颜料和油画介质,以及调色板和调色刀。
制作步骤以下是制作油画布的基本步骤:步骤一:准备画布1.在平整的工作台上放置画布架,并将画布展开在画布架上。
2.使用画架夹将画布夹紧,确保画布不会松动或移动。
步骤二:涂抹底漆1.在调色板上倒入适量的底漆。
2.使用较大的油漆刷,将底漆均匀地涂抹在画布上。
油画底漆可以增强画布的质地,提供更好的绘画表现力。
3.等待底漆干燥。
步骤三:打磨画布1.使用细砂纸或磨砂布轻轻打磨已干燥的底漆表面,使其变得更加平滑。
2.清除打磨后的灰尘和杂质,确保表面干净。
步骤四:涂抹二次底漆(可选)1.有些艺术家喜欢在画布上涂抹第二层底漆,以增加画布的质感和稳定性。
2.重复步骤二中的涂抹底漆的过程,再次等待底漆干燥。
步骤五:经典打底处理1.将调色板上需要的颜料和适量的油画介质混合均匀,以获得所需的颜色效果。
2.使用较大的油漆刷,将混合好的颜料均匀涂抹在画布上,并根据需要调整颜色和纹理。
3.等待画布上的颜料干燥。
步骤六:完成现在,您已经完成了自己的油画布制作!您可以使用油画颜料绘制您想要的图案和形象。
使用和保养建议为了保持您制作的油画布的质量和寿命,这里有一些使用和保养的建议:1.避免将油画布长时间暴露在阳光直射下,以免色彩褪色。
2.定期清洁油画布,可使用柔软的刷子轻轻拂去灰尘和杂质。
3.如果您想展示或存放油画布,建议用专用的画布架或画框加以保护。
拉幅定型机工艺流程英文回答:The process of fabricating a knitting machine involves several steps to ensure the final product meets the desired specifications. Firstly, the design and planning phase is crucial, where engineers and designers collaborate tocreate a blueprint for the machine. This includes determining the machine's dimensions, features, and capabilities. Once the design is finalized, the next stepis to procure the necessary materials and components. This may involve sourcing metal parts, electronic components,and other hardware required for the machine.After the materials are acquired, the manufacturing process begins. The metal parts are fabricated usingvarious techniques such as cutting, bending, and welding. The electronic components are assembled and tested toensure their functionality. Once all the individual parts are ready, they are integrated into the machine's structure.This involves carefully aligning and fitting the parts together to ensure proper functionality.Once the machine is assembled, it undergoes a series of tests and quality checks. This includes checking for any defects or malfunctions, calibrating the machine's settings, and ensuring it meets the required performance standards. Any necessary adjustments or repairs are made during this phase to ensure the machine is functioning optimally.After the machine has passed all the tests and quality checks, it is ready for final finishing. This includes applying protective coatings to metal parts to prevent corrosion, polishing the surfaces for a smooth finish, and adding any necessary labels or markings. The machine isthen packaged and prepared for shipment to the customer.中文回答:拉幅定型机的制造工艺流程包括多个步骤,以确保最终产品符合所需规格。
印刷机械装订设备的工艺流程英文回答:Print finishing equipment plays a crucial role in the production process of printed materials. It involves various steps and processes to ensure that the printed products are properly bound and finished. The workflow of print finishing equipment can be divided into several stages.Firstly, after the printing process is completed, the printed sheets are collected and organized. This may involve sorting the sheets based on their size, color, or any other specific requirements. For example, in a book printing process, the printed sheets may need to be arranged in a specific order to ensure that the pages arein the correct sequence.Once the sheets are organized, the next step is to bind them together. There are different binding methodsavailable, depending on the type of printed material and the desired outcome. One common binding method is saddle stitching, where the sheets are folded in half and stapled at the center. This is often used for booklets or magazines with a smaller number of pages. Another binding method is perfect binding, which involves gluing the pages together and attaching a cover. This is commonly used for paperback books.After the binding process, the printed materials may go through additional finishing processes. This can include trimming the edges to ensure a clean and uniform look, laminating the covers for added protection and durability, or applying special coatings for a glossy or matte finish. These finishing touches not only enhance the appearance of the printed materials but also provide added functionality and longevity.In addition to the actual binding and finishing processes, print finishing equipment also includes various machines and tools for quality control and inspection. For example, there may be machines that check the alignment andaccuracy of the binding, or machines that detect any defects or errors in the printed materials. These quality control measures are essential to ensure that the final products meet the desired standards and specifications.Overall, the workflow of print finishing equipment involves organizing the printed sheets, binding them together using different methods, applying finishing touches, and conducting quality control measures. Each step plays a crucial role in ensuring that the printed materials are properly bound, finished, and meet the desired standards.中文回答:印刷机械装订设备在印刷制品的生产过程中起着至关重要的作用。
油画装裱步骤摘要无论是“三分画七分裱”的外框画,还是现代主义的内框画。
油画的装裱十分重要,不同种类的画框承载了风格、人文、传统、装饰学、搭配学、审美学等一系列的知识。
油画装裱步骤分为三步,分别为:内框的绷画布和刷底子,外框的选择,装外框。
一、绷画布和刷底子装裱第一步需要绷画布和刷底子。
因为油画作画之前,就要先固定在内框上面。
油画在画之前顺序为:先把布绷到内框上,做好底子,把画布绷紧绷平,准备画画,画画完成后再将画装进内框。
利用内框的支撑作用,已经固定好油画布面像绷鼓面一样紧绷在内框上,画布边紧紧包裹内框,内框隐藏在画的后面,看起来无框一般。
二、装外框作品油干燥后,第二步为装外框。
需要注意的是:画油画构图时应该考虑外框会压住画面边缘处的画作,因此物体的边缘要离外框五毫米以上。
如果画框,画面够大,达到:60厘米×70厘米的比例。
即可按照一般构图,不需要留5毫米大小的空间。
人物肖像,静物写生也不需要考虑此项,因为影响不大。
三、外框的选择油画的尺寸决定选择的外框的宽度,一般60×70的画用8厘米的框条比较合适。
选好外框大小后,等油画布绷到内框上以后,需要根据你的画面主题颜色,画的风格来决定外框的条纹,形状,风格和颜色。
“3分画,7分裱”。
这样严格的步骤,是为了给予油画作品完整感,锦上添花。
所以外框与画作需要风格统一,颜色契合。
比如:古典绘画搭配金色的流金的复杂点花纹的看起来更高贵的外框,现代绘画,抽象风格的油画搭配形式简洁些的外框。
四、装裱的分类油画的装裱主要分为无框和有框两种方式,画的内容和技法,风格决定选择有框或者无框。
一般简约风格,现代主义的画作以采用无框形式,古典风格与人物肖像的画作一般采用有框形式。
装裱还可以分为两类:原裱和重新装裱。
原裱即将新画好的画按如上所说的装裱的程序进行装裱。
重新装裱即对那些原裱不匹配(比如风格不配)或是保存油画时发生意外(比如受潮、原裱脱落、发霉、糟朽断裂、油烟污染、框自然开裂、虫蛀鼠咬的油画)进行再次装裱。
印染设备安装流程【中英文实用版】英文文档内容:Dyeing Equipment Installation ProcessThe dyeing equipment installation process is a critical step in setting up a dyeing plant or expanding an existing one.It involves several key stages, from preparing the site to testing the equipment.Below is an outline of the dyeing equipment installation process:1.Site Preparation:- Clear the installation area of any debris or obstacles.- Level the floor to ensure the equipment sits evenly.- Prepare the electrical and water supply connections.2.Unloading and Storage:- Carefully unload the equipment from the delivery truck.- Store the components in a secure area to prevent damage.3.Assembly:- Follow the manufacturer"s instructions to assemble the dyeing machines.- Ensure all parts are correctly fitted and securely fastened.4.Installation:- Position the equipment in the designated area.- Connect the electrical and water supply lines to the appropriateconnections.- Install any necessary drainage or ventilation systems.5.Leveling and Alignment:- Ensure the equipment is level and aligned properly.- Adjust the feet or legs to level the equipment if necessary.6.Piping and Tubing:- Install the necessary piping and tubing for the dyeing process.- Ensure all connections are leak-proof and properly secured.7.Electrical Installation:- Connect the equipment to the electrical supply according to the manufacturer"s instructions and local electrical codes.- Install grounding and bonding as required.8.Testing:- Conduct a thorough test of the equipment to ensure it operates correctly.- Check all components, safety features, and functionalities during the test run.missioning:- Once the equipment passes the testing phase, it can be commissioned for use.- Perform a final inspection to ensure all installation work is complete and satisfactory.10.Training:- Train the operators on how to safely and effectively use the new dyeing equipment.- Provide instructions on maintenance and troubleshooting common issues.11.Documentation:- Complete all necessary documentation, including installation records, operator training records, and maintenance schedules.By following these steps, the dyeing equipment can be installed efficiently and effectively, ensuring the plant is ready to operate smoothly.中文文档内容:印染设备安装流程印染设备安装流程是建立印染厂或扩大现有厂的关键步骤。
图片简介:本技术介绍了一种油画画布装订设备,包括机体,所述机体中设置有装订腔,所述装订腔右部设置有插板口,所述插板口中设置有画布机构,所述装订腔上部设置有下压机构,所述装订腔中部四壁中设置有装订机构,所述装订腔下部设置有推出机构,在使用该设备时,只需将画框插入到设备中,能够将画布从布卷上撤出一通进入设备中,并在长度足够时将其切断,之后能够自动将画布包覆到画框上并使用装订针将它们装订在一起,装订完成后会将成品从侧边送出,整个过程都自动完成,减少工艺的难度和操作时间。
技术要求1.一种油画画布装订设备,包括机体,其特征在于:所述机体中设置有装订腔,所述装订腔右部设置有插板口,所述插板口中设置有画布机构,所述装订腔上部设置有下压机构,所述装订腔中部四壁中设置有装订机构,所述装订腔下部设置有推出机构;所述下压机构包括上下滑动安装于所述装订腔中的压板,所述压板上侧设置有与所述机体连接的下压复位弹簧,所述压板上端固定安装有齿条压块,所述齿条压块前侧啮合连接有下压齿轮,所述下压齿轮固定安装于下压花键轴上,所述下压花键轴转动安装于所述机体上部,所述下压花键轴上花键安装有下压花键套,所述下压花键套上固定安装有下压锥齿轮,所述下压花键套转动于推板中,所述推板左右滑动安装于所述装订腔左壁中,所述推板左侧设置有与所述机体连接的啮合连接弹簧,所述推板下端右侧固定安装有推杆,所述压板中上下滑动安装有压块,所述压块上侧设置有与所述压板连接的缓冲弹簧,所述压块中四边滑动安装有四根滑杆,所述滑杆一端固定安装有顶杆,所述压板中设置有下压孔,所述压板左侧左右滑动安装有楔形顶块,所述楔形顶块右侧设置有与所述压板连接的顶块弹簧,所述装订腔左壁中左右滑安装有上卡位板,所述上卡位板下方设置有下卡位板,所述上卡位板与所述下卡位板之间设置有转动安装于所述装订腔左壁中的杠杆。
2.根据权利要求1所述一种油画画布装订设备,其特征在于:所述画布机构包括转动安装于所述机体右侧的画布卷,所述画布卷上卷绕有所述画布,所述插板口中上下滑动安装有能让所述插板口中的所述画布处于底部的楔形夹块,所述楔形夹块上侧设置有与所述机体连接的避让弹簧,所述楔形夹块左方设置有左右滑动安装与所述机体中的画布夹块,所述画布夹块右侧设置有与所述机体连接的夹块复位弹簧,所述楔形夹块左方的所述插板口下壁中设置有上下滑动安装于所述机体中的切断滑块,所述切断滑块下侧设置有与所述机体连接的切断弹簧,所述装订腔左壁中上下滑动安装有能够插入所述画布夹块中的限位杆,所述限位杆上端固定安装有限位板,所述限位板上侧设置有与所述机体连接的抬升弹簧,所述限位板能被所述压板向上抬起。
3.根据权利要求1所述一种油画画布装订设备,其特征在于:所述装订机构包括滑动安装于所述装订腔四壁中的四个装订滑块,所述装订滑块上设置有与所述机体连接的装订弹簧,所述装订弹簧中滑动安装有装订推块,所述装订推块上设置有与所述装订滑块连接的推针弹簧,所述装订推块中装有装订针,所述装订滑块上部上下滑动安装有按压块,所述按压块下侧设置有与所述装订滑块连接的按压弹簧。
4.根据权利要求1所述一种油画画布装订设备,其特征在于:所述推出机构包括左右滑动安装于所述装订腔下部的出料推块,所述出料推块左侧设置有与所述机体连接的出料弹簧,所述出料推块左侧固定安装有出料齿条,所述出料齿条下侧啮合连接有出料齿轮,所述出料齿轮固定安装于出料轴上,所述出料轴上固定安装有出料锥齿轮,所述装订腔右侧设置有出料口。
5.根据权利要求4所述一种油画画布装订设备,其特征在于:所述机体左部下侧设置有电机,所述电机上侧连接有动力花键套,所述动力花键套中花键安装有动力花键轴,所述动力花键轴上固定安装有能与所述出料锥齿轮啮合的驱动锥齿轮和能与所述下压锥齿轮啮合的动力锥齿轮,所述动力花键轴转动安装于驱动滑块中,所述驱动滑块上下滑动安装于所述装订腔左壁中,所述上卡位板左滑能使所述驱动滑块下降,所述下卡位板左滑能使所述驱动滑块上升,所述装订腔中上下滑动安装有托块,所述托块下侧设置有与所述机体连接的举升弹簧。
技术说明书一种油画画布装订设备技术领域本技术涉及布料加工技术领域,具体地说是一种油画画布装订设备。
背景技术油画由于其颜料的特殊性,通常会选择画到画布上,画布需要固定在特定大小的木质画框上才能使画布表面绷紧,使油画颜料更容易附着,油画画框的制作具有一定的工艺性,在制作时要使用与画框大小适配的画布,然后将画布包覆在画框上使其绷紧,在使用装订其将四边全部固定,装订的效果会影响到正面的画布是否平整紧致,人工操作要是没有一定熟练度很难不出现失误。
技术内容针对上述技术的不足,本技术提出了一种油画画布装订设备,能够克服上述缺陷。
本技术装置的一种油画画布装订设备,包括机体,所述机体中设置有装订腔,所述装订腔右部设置有插板口,所述插板口中设置有画布机构,所述装订腔上部设置有下压机构,所述装订腔中部四壁中设置有装订机构,所述装订腔下部设置有推出机构,所述下压机构包括上下滑动安装于所述装订腔中的压板,所述压板上侧设置有与所述机体连接的下压复位弹簧,所述压板上端固定安装有齿条压块,所述齿条压块前侧啮合连接有下压齿轮,所述下压齿轮固定安装于下压花键轴上,所述下压花键轴转动安装于所述机体上部,所述下压花键轴上花键安装有下压花键套,所述下压花键套上固定安装有下压锥齿轮,所述下压花键套转动于推板中,所述推板左右滑动安装于所述装订腔左壁中,所述推板左侧设置有与所述机体连接的啮合连接弹簧,所述推板下端右侧固定安装有推杆,所述压板中上下滑动安装有压块,所述压块上侧设置有与所述压板连接的缓冲弹簧,所述压块中四边滑动安装有四根滑杆,所述滑杆一端固定安装有顶杆,所述压板中设置有下压孔,所述压板左侧左右滑动安装有楔形顶块,所述楔形顶块右侧设置有与所述压板连接的顶块弹簧,所述装订腔左壁中左右滑安装有上卡位板,所述上卡位板下方设置有下卡位板,所述上卡位板与所述下卡位板之间设置有转动安装于所述装订腔左壁中的杠杆。
有益地,所述画布机构包括转动安装于所述机体右侧的画布卷,所述画布卷上卷绕有所述画布,所述插板口中上下滑动安装有能让所述插板口中的所述画布处于底部的楔形夹块,所述楔形夹块上侧设置有与所述机体连接的避让弹簧,所述楔形夹块左方设置有左右滑动安装与所述机体中的画布夹块,所述画布夹块右侧设置有与所述机体连接的夹块复位弹簧,所述楔形夹块左方的所述插板口下壁中设置有上下滑动安装于所述机体中的切断滑块,所述切断滑块下侧设置有与所述机体连接的切断弹簧,所述装订腔左壁中上下滑动安装有能够插入所述画布夹块中的限位杆,所述限位杆上端固定安装有限位板,所述限位板上侧设置有与所述机体连接的抬升弹簧,所述限位板能被所述压板向上抬起。
有益地,所述装订机构包括滑动安装于所述装订腔四壁中的四个装订滑块,所述装订滑块上设置有与所述机体连接的装订弹簧,所述装订弹簧中滑动安装有装订推块,所述装订推块上设置有与所述装订滑块连接的推针弹簧,所述装订推块中装有装订针,所述装订滑块上部上下滑动安装有按压块,所述按压块下侧设置有与所述装订滑块连接的按压弹簧。
有益地,所述推出机构包括左右滑动安装于所述装订腔下部的出料推块,所述出料推块左侧设置有与所述机体连接的出料弹簧,所述出料推块左侧固定安装有出料齿条,所述出料齿条下侧啮合连接有出料齿轮,所述出料齿轮固定安装于出料轴上,所述出料轴上固定安装有出料锥齿轮,所述装订腔右侧设置有出料口。
有益地,所述机体左部下侧设置有电机,所述电机上侧连接有动力花键套,所述动力花键套中花键安装有动力花键轴,所述动力花键轴上固定安装有能与所述出料锥齿轮啮合的驱动锥齿轮和能与所述下压锥齿轮啮合的动力锥齿轮,所述动力花键轴转动安装于驱动滑块中,所述驱动滑块上下滑动安装于所述装订腔左壁中,所述上卡位板左滑能使所述驱动滑块下降,所述下卡位板左滑能使所述驱动滑块上升,所述装订腔中上下滑动安装有托块,所述托块下侧设置有与所述机体连接的举升弹簧。
有益效果为:在使用该设备时,只需将画框插入到设备中,能够将画布从布卷上撤出一通进入设备中,并在长度足够时将其切断,之后能够自动将画布包覆到画框上并使用装订针将它们装订在一起,装订完成后会将成品从侧边送出,整个过程都自动完成,减少工艺的难度和操作时间。
附图说明为了更清楚地说明技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本技术的一种油画画布装订设备结构示意图;图2为图1中“A”局部放大结构示意图;图3为图1中“B”局部放大结构示意图;图4为图3中“C-C”方向剖视结构示意图;图5为图1中“D-D”方向剖视结构示意图;图6为图1中“E-E”方向剖视结构示意图;图7为图1中“F-F”方向剖视结构示意图。
具体实施方式本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和或步骤以外,均可以以任何方式组合。
下面结合图1-7对本技术进行详细说明,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
本技术装置的一种油画画布装订设备,包括机体10,所述机体10中设置有装订腔11,所述装订腔11右部设置有用于插入画框的插板口14,所述插板口14中设置有能够拉出画布13并将其切断的画布机构,所述装订腔11上部设置有能将画框和所述画布13一起向下压的下压机构,所述装订腔11中部四壁中设置有前后对称且左右对称的能够将所述画布13边缘装订到画框上的装订机构,所述装订腔11下部设置有能够将装订好的画框送出设备的推出机构,所述下压机构包括上下滑动安装于所述装订腔11中的压板29,所述压板29上侧设置有与所述机体10连接的下压复位弹簧66,所述压板29上端固定安装有齿条压块28,所述齿条压块28前侧啮合连接有下压齿轮27,所述下压齿轮27固定安装于下压花键轴26上,所述下压花键轴26转动安装于所述机体10上部,所述下压花键轴26上花键安装有下压花键套24,所述下压花键套24上固定安装有下压锥齿轮25,所述下压花键套24转动于推板22中,所述推板22左右滑动安装于所述装订腔11左壁中,所述推板22左侧设置有与所述机体10连接的啮合连接弹簧23,所述推板22下端右侧固定安装有推杆21,所述压板29中上下滑动安装有压块30,所述压块30上侧设置有与所述压板29连接的缓冲弹簧31,所述压块30中四边滑动安装有四根滑杆32,所述滑杆32一端固定安装有顶杆34,所述压板29中设置有能让所述顶杆34插入的下压孔35,所述压板29左侧左右滑动安装有楔形顶块39,所述楔形顶块39右侧设置有与所述压板29连接的顶块弹簧40,所述装订腔11左壁中左右滑安装有能被所述楔形顶块39推动的上卡位板41,所述上卡位板41下方设置有也能被所述楔形顶块39推动的下卡位板43,所述上卡位板41与所述下卡位板43之间设置有转动安装于所述装订腔11左壁中的杠杆44。