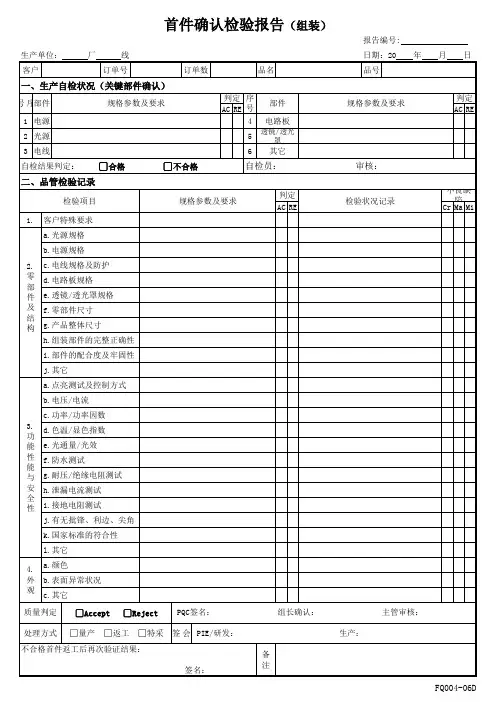
首件确认报告
- 格式:xls
- 大小:47.00 KB
- 文档页数:4
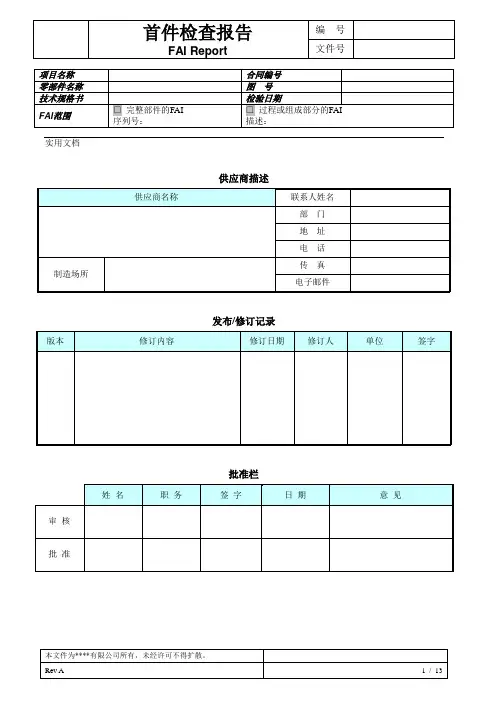
实用文档
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。
喷涂首件确认检验报告一、报告背景据悉,XX公司的XX产品需要进行喷涂工艺的处理,为了保证产品的质量和外观效果,特进行喷涂首件确认检验。
本报告旨在对喷涂首件的相关检验结果进行详细记录和分析,以便对后续喷涂生产工艺进行调整和改进。
二、检验目的1.验证喷涂工艺的可行性和稳定性;2.确保喷涂后的产品满足相关质量标准;3.发现和解决喷涂过程中可能存在的问题。
三、检验内容1.喷涂前准备工作:对喷涂前的产品进行清洁处理,并确保产品表面无尘、无油污、无杂质等;2.喷涂操作参数:记录喷涂操作中的参数,如喷涂压力、喷涂速度、喷涂距离等;3.喷涂质量评估:对喷涂后的产品进行质量评估,包括颜色均匀性、喷涂层厚度、喷涂附着力等;4.外观检验:对喷涂后的产品进行外观检验,如漆膜光泽度、漆面平整度、无气泡、无划伤等;5.温度和湿度控制:记录喷涂过程中的环境温度和湿度,并评估其对喷涂效果的影响;6.检验结果分析和总结。
四、检验结果经过对喷涂首件的全面检验,我们得到了以下结论:1.喷涂工艺的可行性和稳定性得到验证,喷涂操作参数的设定相对合理;2.喷涂后的产品颜色均匀性好、喷涂层厚度符合要求、喷涂附着力良好;3.产品的外观质量达到预期目标,漆膜光泽度高、漆面平整度好,无气泡、无划伤;4.温度和湿度对喷涂效果的影响较小,当前环境条件可满足喷涂要求。
五、问题分析和改进方案在检验过程中,我们也发现了一些问题,并提出了改进方案:1.喷涂层厚度不够均匀:可能是喷枪操作不到位导致的问题,建议加强操作培训,并对操作人员进行技能评估;2.喷涂后出现少量气泡:可能是环境湿度较高导致的问题,可以通过调整环境湿度和增加喷涂前的干燥处理来改善;3.喷涂附着力不稳定:可能是喷涂前产品表面处理不完整导致的问题,建议加强清洁和处理工作,确保产品表面无油污和杂质。
六、结论与建议本次喷涂首件确认检验表明,当前的喷涂工艺和操作参数较为合理,并且喷涂后的产品质量满足预期目标。
CNC首件确认检验报告报告编号:CNC/2024/001报告日期:2024年1月15日1.引言2.检验目的本次首件确认检验的目的是验证CNC零件的尺寸、几何形状和性能参数是否与客户要求和产品设计规范一致。
通过这次检验,我们希望能够确保零件可以正常工作,并满足所有的质量标准。
3.检验方法我们使用了一系列标准化的检验方法和设备来对CNC零件进行验证。
主要的检验方法包括:尺寸测量、表面质量检查、材料硬度测试和功能性能测试。
我们还使用了高精度的测量工具,如游标卡尺、显微镜和坐标测量机等。
4.检验结果4.1尺寸测量我们对CNC零件的各个尺寸进行了测量,并与设计要求进行了比较。
测量结果表明,零件的尺寸在允许的公差范围内,并且与设计要求一致。
在所有的测量项目中,我们没有发现任何明显的尺寸偏差或不合格的情况。
4.2表面质量检查我们对CNC零件的表面进行了仔细的检查,以确保没有明显的瑕疵或缺陷。
我们使用了显微镜和触摸卡来检查零件表面的光洁度和平整度。
结果显示,CNC零件的表面质量良好,没有明显的缺陷或损伤。
4.3材料硬度测试为了验证CNC零件的材料质量,我们进行了硬度测试。
我们选取了几个关键部位的样本,并使用洛氏硬度计进行测试。
测试结果显示,CNC零件的硬度值在合理范围内,与相应的材料规格相符。
4.4功能性能测试为了确保CNC零件能够正常工作,我们进行了功能性能测试。
我们使用了特定的设备和工具,模拟了零件在实际使用中可能遇到的各种情况。
测试结果显示,CNC零件的功能性能良好,可以满足预期的使用要求。
5.结论根据我们的检验结果和测试数据,我们得出以下结论:-CNC零件的尺寸符合设计要求和客户期望。
-CNC零件的表面质量良好,没有明显的瑕疵或缺陷。
-CNC零件的材料硬度在合理范围内,与材料规格相符。
-CNC零件的功能性能良好,可以满足预期的使用要求。
6.改进建议基于以上检验结果,我们建议在今后的生产过程中,继续保持对CNC 零件的严格控制,并提高生产效率和质量。

首件鉴定报告
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生
产的条件,并通过首件鉴定这一管理形式来检查、发现产品生
产过程中存在的问题,加以改进,避免发生批次性质量问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求
对首件产品进行全面的工序和成品检查、考核,以确定生产工
艺和设备能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。
浴霸首件检验报告一、报告目的本报告旨在对浴霸的首件进行全面的检验、测试和评估,以确保其质量和性能符合相关标准和要求。
二、检验对象浴霸型号:XXX生产日期:XXXX年XX月XX日生产批次:XXX三、检验项目1.外观检验1.1外壳表面检查:检查外壳表面有无划痕、凹陷等瑕疵。
1.2控制面板检查:检查控制面板的按键是否灵敏、整齐。
1.3灯具检查:检查灯具是否完好,灯泡是否正常发光。
2.功能检验2.1开关检验:检查浴霸的开关能否正常打开和关闭。
2.2加热功能检验:测量浴霸的加热时间和加热效果。
2.3通风功能检验:测量浴霸的通风风力和噪音水平。
3.安全性检验3.1绝缘电阻测试:使用绝缘电阻测试仪对浴霸进行测试,检查其绝缘性能是否符合标准要求。
3.2电气安全性测试:使用电气安全性测试仪对浴霸进行电击、火灾和漏电等方面的测试,确保其符合相关标准和要求。
3.3防腐蚀性能测试:将浴霸暴露在高湿度和腐蚀性气体环境中,观察其是否出现腐蚀。
4.性能指标测试4.1电压和功率测试:测量浴霸的工作电压和功率,确保其能够在标准范围内正常运行。
4.2加热效率测试:使用测温仪测量浴霸加热过程中的温度变化,评估其加热效率。
4.3通风性能测试:使用风速仪测量浴霸通风时的风速和空气流通量。
五、检验结果1.外观检验:外壳表面平整,无明显划痕或凹陷;控制面板按键灵敏整齐;灯具完好,灯泡正常发光。
2.功能检验:开关正常打开和关闭;加热时间和效果达到标准要求;通风风力和噪音水平符合标准要求。
3.安全性检验:绝缘电阻大于标准要求值;电气安全性测试通过,无电击、火灾和漏电风险;防腐蚀性能良好,未出现腐蚀现象。
4.性能指标测试:工作电压和功率正常;加热效率符合标准要求;通风性能满足标准要求。
六、结论经过全面的检验和测试,浴霸的首件符合相关标准和要求,外观各项指标均符合要求,功能正常,安全性能良好,性能指标达到标准要求。
七、改进措施根据对浴霸的检验结果,建议生产部门在批量生产过程中加强对外观和安全性的监控,确保每一件浴霸都能达到同样的高质量水平。
注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。
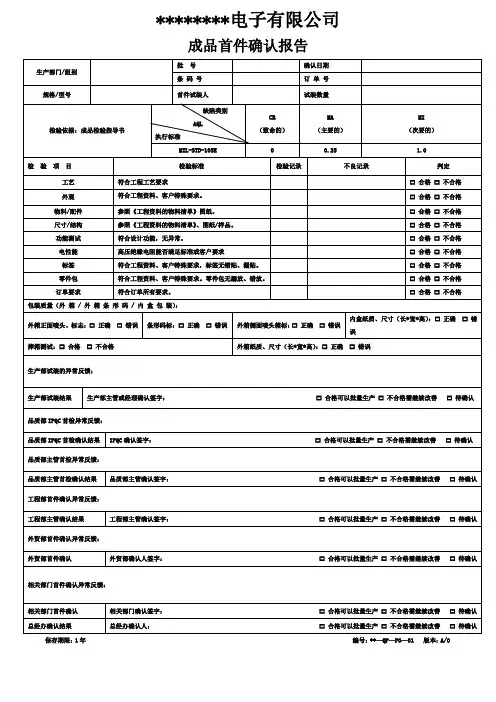
首件确认报告一、引言首件确认是指在生产过程中,将首件作为样板进行检验和确认,以确保生产的产品能够符合质量要求和客户的期望。
本报告旨在对首件确认过程进行详细描述,并提供相关数据和结论以做出评估。
二、背景介绍首件确认是一种重要的质量管理手段,它旨在确保生产过程的稳定性和产品质量的稳定性。
通过对首件进行检验和确认,可以及时发现和纠正潜在的质量问题,从而提高生产效率和产品质量。
三、首件确认过程1. 定义首件:在生产过程中,从生产出的第一件产品中挑选一件作为首件。
首件应与样品一样,并具有相同的规格、尺寸和工艺要求。
2. 首件检验:对首件进行全面的检验,包括外观检查、尺寸测量、功能测试等。
检验过程应根据产品的特点和客户的要求进行。
3. 检验结果记录:将首件检验的结果记录在检验报告中,包括检验项目、检验方法、检验标准和检验结果等。
确保记录准确完整。
4. 结果评估:根据首件的检验结果和客户的要求,评估首件是否合格。
如果首件合格,则可继续进行批量生产;如果首件不合格,则需要及时分析原因并采取纠正措施。
四、首件确认的意义首件确认对企业的质量管理具有重要的意义。
它可以帮助企业及时发现和纠正质量问题,避免不合格品的进一步生产,从而降低质量成本和客户投诉率。
1. 确保产品符合质量要求:通过首件确认,可以确保产品在生产过程中符合质量要求和工艺要求。
及时发现和纠正质量问题,避免不合格品的流入市场。
2. 提高生产效率:首件确认可以帮助企业发现并解决生产过程中存在的问题,从而提高生产效率和产品质量。
通过对首件进行全面的检验和确认,可以避免出现批量生产前的调整和修正。
3. 增强客户满意度:通过首件确认,可以确保产品符合客户的期望和要求。
及时发现和纠正质量问题,避免客户投诉和退货,提高客户满意度和忠诚度。
五、结论首件确认是一种重要的质量管理手段,对于企业提高生产效率、降低质量成本和增强客户满意度具有重要意义。
通过对首件进行全面的检验和确认,可以及时发现和纠正潜在的质量问题,确保产品符合质量要求和客户的期望。