挡板级进模设计
- 格式:rtf
- 大小:1.46 MB
- 文档页数:44
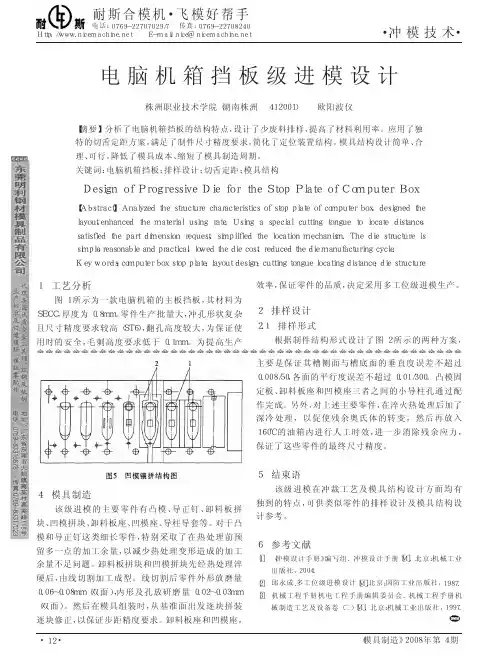

目录第一章绪论1.1冲压技术的应用和特点 (1)1.2冲压模具制造技术的发展趋势 (2)1.3论文的主要研究目标及内容 (3)1.4级进模的特点 (3)第二章冲压件的工艺分析及工艺方案2.1冲压件的工艺分析 (4)2.2冲压工艺方案的确定 (5)第三章主要参数设计计算 (6)3.1排样方式的确定及其计算 (7)3.1.1毛坯排样原则 (8)3.1.2设计排样图应注意的问题 (9)3.2排样图 (10)3.3 冲压力的计算 (11)3.3.1冲裁力的计算 (12)3.3.2卸料力的计算 (13)第四章冲压设备的选择4.1压力中心的确定 (14)4.2冲压设备的选择 (16)4.2.1冲压设备类型的选择 (17)4.2.2冲压设备规格的确定 (19)第五章模具主要零件的结构与设计5.1工作零件 (20)5.1.1凸模的设计 (21)5.1.1.1冲孔凸模的结构设计 (22)5.1.1.2冲孔凸模的结构设计 (23)5.1.1.5凸模强度校核 (24)5.1.2凹模的设计 (25)5.3卸料与顶件装置 (26)5.3.1卸料板 (29)5.3.2卸料螺钉的结构 (30)5.4.2 导正销 (31)5.4.3导柱导套 (32)5.5固定与联接零件 (33)5.5.1固定板与垫板 (34)5.5.2螺钉与销钉 (35)6.1模具设计总装图 (36)设计总结参考文献致谢摘要本次设计题目是带宽凸缘的覆盖件模具设计,制件来源于生产。
其带宽凸缘的覆盖件零件上需冲制三个孔、两个折弯位置。
通过对该零件的级进模具设计,掌握一般级进冲压模具的设计方法、特点和成型过程。
级进模的特点是冲压生产效率高、操作安全简单、生产成本较低、带宽凸缘的覆盖件质量高。
本设计详细介绍了级进模的排样方式、总体设计、零部件的设计以及工艺参数的选择计算。
注意设计当中的某些细节问题,了解冲压模具结构及工作原理;通过对AutoCAD的应用,从而有效的提高工作效率。
护板级进模设计摘要:本综述主要从模具的行业背景、地位、发展状况和规模来介绍模具制造在工业生产中的地位,以及中外模具行业的差距,并扼要介绍了我国多工位级进模的研究现状及发展趋势,以此来谈谈对课题的研究和对方案的确定。
关键词:模具行业;多工位级进模;发展趋势;CAD技术1、引言模具是工业生产中重要的工艺设备,是国民经济各部门发展的重要基础之一,而作为冷冲模中一种的级进模,更是在当今模具生产中起到了极其重要的作用。
级进模由多个工位组成,各工位按顺序关联完成不同的加工,在冲床的一次行程中完成一系列的不同的冲压加工。
一次行程完成以后,由冲床送料机按照一个固定的步距将材料向前移动,这样在一副模具上就可以完成多个工序,一般有冲孔,落料,折弯,切边,拉伸等等。
多工位级进模具有高效、高精度、长寿命的特点,它已成为实现大生产,降低生产成本的最佳选择,是当代先进模具的代表。
2、模具行业现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求, 市场需求量维持在每年600 亿至650 亿美元, 同时, 我国的模具产业也迎来了新一轮的发展机遇。
近几年, 我国模具产业总产值保持13%的年增长率( 据不完全统计, 2004 年国内模具进口总值达到600多亿, 同时, 有近200 个亿的出口) , 到2005 年模具产值已达650 亿元, 模具及模具标准件出口2005 已达到2 亿美元左右。
单就汽车产业而言, 一个型号的汽车所需模具达几千副, 价值上亿元, 而当汽车更换车型时约有80%的模具需要更换。
2003 年我国汽车产销量均突破400万辆, 2004 年产销量各突破500 万辆, 轿车产量将达到260 万辆。
另外, 电子和通讯产品对模具的需求也非常大, 在发达国家往往占到模具市场总量的20%之多。
目前, 电子、汽车、电机、电器、仪器、仪表、家电、通讯和军工等产品中, 60%- 80%的零部件, 都要依靠模具成型。
用模具成型的制件所表现出来的高精度、高复杂性、高一致性、高生产率和低消耗, 是其他加工制造方法所无法比拟。

级进模毕业设计说明书级进模是一种常见的电子设计技术,它在数字电路和计算机系统中起着重要的作用。
本文将对级进模的原理和应用进行详细的说明,以帮助读者更好地理解和应用这一技术。
一、级进模的原理级进模是一种数字电路设计技术,它基于二进制数制的特性,通过级联多个逻辑门来实现复杂的逻辑功能。
它的核心思想是将一个较复杂的逻辑功能划分为多个简单的逻辑块,然后将这些逻辑块按照特定的顺序连接起来,从而实现整体的功能。
级进模的原理可以通过一个简单的例子来说明。
假设我们需要设计一个4位加法器,它可以将两个4位的二进制数相加并输出结果。
我们可以将这个问题划分为四个子问题,即分别实现两个单独的位相加器、一个进位传递器和一个输出控制器。
然后,将这些子模块按照特定的顺序连接起来,就可以实现整个4位加法器的功能。
二、级进模的应用级进模在数字电路和计算机系统中有广泛的应用。
下面将介绍几个常见的应用场景。
1. 加法器和减法器:加法器和减法器是计算机中最基本的运算单元之一。
通过级进模的设计方法,可以实现高效且可靠的加法器和减法器。
2. 计数器:计数器是一种常见的电子设备,它可以用于计数和测量。
通过级进模的设计方法,可以实现不同位数的计数器,并能够满足不同的计数需求。
3. 时序逻辑电路:时序逻辑电路是一种能够存储和处理时序信息的电路。
通过级进模的设计方法,可以实现各种复杂的时序逻辑电路,如时钟、触发器和寄存器等。
4. 控制器:控制器是计算机系统中的一个重要组成部分,它用于控制和管理各种外部设备和内部资源。
通过级进模的设计方法,可以实现高效且可靠的控制器,从而提高计算机系统的性能和稳定性。
三、级进模的设计步骤级进模的设计通常包括以下几个步骤:1. 确定功能需求:首先,需要明确所需实现的功能,并将其划分为多个简单的逻辑块。
2. 设计逻辑块:根据功能需求,设计每个逻辑块的电路结构和工作原理。
可以使用逻辑门、触发器和其他逻辑元件来实现逻辑块。

四川理工学院毕业设计(论文)垫板级进模设计学生:*小军学号:07051010220专业:材料成型及控制工程班级:2007.3指导教师:***四川理工学院机械工程学院二O一一年六月四川理工学院毕业设计(论文)任务书设计(论文)题目:垫板级进模设计系:机电工程系专业:材控班级:07级3班学号:07051010220学生:*小军指导教师:***接受任务时间 2011.2.28教研室主任(签名)系主任(签名)一.毕业设计(论文)的主要内容及基本要求内容:垫板级进模设计;产品工件图见附图;生产批量:大批量要求:要求有摘要(中、英文)、目录、设计任务书、产品图及设计说明书。
1.工件工艺性分析(1)根据工件图,分析其形状、尺寸、精度、断面质量、装配关系等要求。
(2)根据生产批量,决定模具的结构形式、选用材料。
(3)分析工件所用材料是否符合冲压工艺要求。
2.确定合理的工艺方案:应有两个以上的工艺方案比较分析。
(1)根据工艺分析,确定基本的工序性质。
如:落料—拉深(2)根据工艺计算,确定工序数目。
(3)根据生产批量和条件(材料、设备、工件精度)确定工序组合。
如:复合冲工序或连续冲压工序3.工艺计算(1)计算毛坯尺寸,合理排样,绘排样图,计算材料利用率。
(2)计算冲压力,如:冲裁力、弯曲力、拉伸力、卸料力、推件力、压边力等以便确定压力机。
(3)计算压力中心,防止模具受偏心负荷,受损。
(4)计算并确定模具主要零件(凸模、凹模、凸模固定板、垫板等)外形尺寸及弹性元件的自由高度。
(5)确定凸、凹模间隙,计算凸、凹模工作部分尺寸。
(6)确定级进模工位、定距方法、挡料方法等。
4.模具总体结构设计(1)进行模具结构设计,确定结构件形式和标准。
(2)绘制模具总体结构草图,初步计算并确定模具闭合高度,概算模具外形尺寸。
5.选择冲压设备根据工厂现有设备及要完成的冲压工序性质、冲压加工所需的变形力、变形功和模具的闭合高度、轮廓尺寸等因素,选用压力机的型号、规格。
冷冲压课程设计说明书搭板级进模设计院系专业学号姓名指导教师一、零件设计零件简图:如图1.1所示成产批量:大批量材料:H62材料厚度:0.5mm图1.1 零件简图二、冲压件的工艺分析2.1、结构分析该零件形状简单,只有冲孔和落料工序,孔径中等偏小。
2.2、材料分析材料为H62,其主要性能为:σs=196Mpa,σb=373Mpa,延伸率δ=20%,塑性良好,因此,此零件用冲裁模生产,采用普通冲裁工艺完全可以。
三、确定冲裁工艺方案零件为一落料冲孔件,可提出的加工方案如下:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二结构太复杂,尤其一模两件的方案二,制造成本高。
同时生产时模具上的废料和产品的清理也麻烦,再者,零件的位置精度并不高,没必要采用方案二。
方案三也只需一副模具,模具也不复杂。
生产效率高且宜实现自动化生产。
所以,比较三个方案欲采用方案三生产。
四、模具结构形式的选择4.1模具的类型的选择根据零件的冲裁工艺方案,采用级进模。
4.2送料与定位方式零件属于大批量生产,采用自动送料方式。
采用导料板和固定挡料销五、冲压工艺计算:2.1.2 排样及工艺计算2.1.2.1排样零件形状简单、对称,可以采用单排、交叉双排或对称双排;如图:考虑到材料利用率,模具大小、复杂程度、造价,以及零件为大批量生产,所以本设计决定采用双排结构。
如图所示:图2.1 排样图2.1.2.2 搭边查参课本75页表3-25 ,确定搭边值a,b。
当t=0.5mm时,a=1.8,b=1.5但由于此表中数值只用于低碳钢,对于其他材料,应将表中数值乘以下列系数:1.2 所以a=1.8x1.2=2.16,b=1.5x1.2=1.8。
但经调整后,取a=2.2,b=2.2。
级进模的设计7.1 概述级进冲压是指压力机的一次行程中,在模具的不同工位同时完成多种工序的冲压。
所使用的模具又称为连续模、跳步模。
在级进冲压中,不同的冲压工序分别按一定次序排列,坯料按步距间歇移动,在等距离的不同工位上完成不同的冲压工序,经逐个工位冲制后,便得到一个完整的零件(或半成品)。
无论冲压零件的形状怎样复杂,冲压工序怎样多,均可用一副多工位级进模冲制完成。
对于批量非常大面厚度较薄的中、小型冲压件,宜采用精密多工位级进模。
多工位精密级进模是在普通级进模的基础上发展起来的一种精密、高效、长寿命的模具,其工位数可多达几十个,多工位精密级进模必须配备高精度且送料进距易于调整的自动送料装置才能实现精密自动冲压。
多工位精密级进模还应在模具中设计误差检测装置、模内工件或废料去除等机构。
因此与普通冲压模具相比多工位级进模的结构比较复杂,模具设计和制造技术要求较高,同时对冲压设备、原材料也有相应的要求,模具的成本相对也高。
因此,在模具设计前必须对制件进行全面分析,然后结合模具的结构特点和冲压件的成形工艺性来确定该制件的冲压成形工艺过程,以获得最佳的技术经济效益。
多工位精密级进模要求具有高精度、长寿命,模具的主要工作零件常采用高强度的高合金工具钢、高速钢或硬质合金等材料。
模具的精加工常采用慢走丝线切割加工和成形磨削。
在多工位级进模中,常有很精细的小凸模,必须对这些小凸模以精确导向和保护。
因此要求卸料板能对小凸模提供导向和保护功能。
卸料板上相应的孔必须采用高精度加工,其尺寸及相互位置必须准确无误。
在冲压过程中,随模具的冲程和条料的进给,卸料板的运动必须高度平稳,则卸料板要有导向保护措施。
多工位级进冲压有以下特点:(1)生产率高。
级进冲压模具属于多工序、多工位模具,在一副模具中包括冲裁、弯曲、拉深、成形等多道冲压工序,因而具有高的劳动生产率。
(2)操作安全。
因为自动送料,自动检测,自动出件等自动化装置,手不必进入危险区域。
挡板级进模课程设计一、课程目标知识目标:1. 学生能理解挡板级进模的基本概念,掌握其结构特点和设计原理;2. 学生能掌握挡板级进模在工程实践中的应用,了解其在不同行业的重要作用;3. 学生能了解挡板级进模的设计流程,掌握相关参数的计算方法。
技能目标:1. 学生能够运用所学知识,进行挡板级进模的设计与计算;2. 学生能够运用CAD软件绘制挡板级进模的零件图和装配图;3. 学生能够通过动手实践,掌握挡板级进模的组装与调试技巧。
情感态度价值观目标:1. 学生通过学习挡板级进模课程,培养对模具设计与制造的热爱和兴趣;2. 学生能够认识到挡板级进模在国民经济中的重要作用,增强社会责任感和使命感;3. 学生在团队合作中,学会沟通交流,培养团结协作、共同进步的良好品质。
课程性质:本课程为专业技能课程,旨在培养学生掌握挡板级进模设计与制造的基本知识和技能。
学生特点:学生已具备一定的机械基础知识,具有较强的学习能力和动手能力,但对挡板级进模的了解有限。
教学要求:结合学生特点,注重理论与实践相结合,强化技能训练,提高学生的综合应用能力。
在教学过程中,关注学生的情感态度价值观培养,提高学生的综合素质。
通过具体的学习成果分解,为后续的教学设计和评估提供依据。
二、教学内容1. 挡板级进模基础知识:- 挡板级进模的定义、分类及特点;- 挡板级进模的设计原理和结构分析;- 挡板级进模在工程实践中的应用案例。
2. 挡板级进模设计流程与计算方法:- 设计流程的步骤及注意事项;- 相关参数的计算公式及推导;- 挡板级进模设计中的常见问题及解决方法。
3. 挡板级进模的CAD软件应用:- CAD软件的基本操作与功能;- 挡板级进模零件图和装配图的绘制方法;- 三维模型设计与虚拟装配。
4. 挡板级进模的制造与组装:- 模具零部件的加工工艺;- 挡板级进模的组装与调试方法;- 常用材料及热处理工艺。
5. 实践教学环节:- 挡板级进模设计实例分析与讨论;- 学生分组进行挡板级进模设计与制造;- 教师指导,学生动手实践,组装与调试挡板级进模。
学号:24071900165南湖学院毕业设计题目:挡板工艺编制及翻边模设计作者邓靖届别2011系别机械与电子工程系专业机械制造及其自动化指导老师伍若峰职称高级工程师完成时间2011.05摘要现代工业的迅猛发展使冲压技术得到越来越广泛的应用,随之而来的是对冲压模具的设计与制造的要求越来越高。
冲压模具是冲压生产的主要工艺装备,其设计是否合理对冲压件的表面质量、尺寸精度、生产率以及经济效益等影响很大。
因此,研究冲压模具的设计,提高冲压模具的各项技术指标,对冲压模具设计和冲压技术的发展是十分必要的。
本文根据挡板的结构持点,编制加工挡板的工艺规程,并在在落料、冲孔的基础上,设计了一套翻边模具,对挡板进行翻边,详细介绍了翻边模具设计要点。
对类似工件的批量生产具有一定的参考作用。
关键词:机械;冲压;模具;翻边;ABSTRACTThe rapid development of modern industry to stamping technology are more widely, followed by stamping die design and manufacture demand more and more. Stamping tooling is the main stamping technology and equipment, its design is reasonable for stamping's surface quality, size accuracy, productivity and economic benefits etc affected.Therefore, the stamping mould design, improve stamping mould technical indexes of stamping mould design and stamping technology development is very necessary.According to the point, the structure of the paddle, preparation of processing the paddle procedure, and in blanking, punching basis,designed a set of flanging mold, to paddle to flanging, introduces flanging mold design points. The batch production of similar workpiece has certain reference function.Keywords: machinery; Stamping; Mould; Flanging;目录摘要 (I)ABSTRACT................................................................................................................. II 目录 ....................................................................................................................... III 第一章绪论 .. (11.1引言 (11.2.1冲压模相关介绍 (11.2.2冲模在现代工业生产中的地位 (21.2.4 冲压模具水平状况 (31.2.5我国冲模今后发展趋势 (51.3总结 (5第二章工件工艺性分析及方案确定 (62.1零件工艺分析 (6第三章排样及计算材料利用率 (73.1计算预冲孔大小 (73.2确定排样方式 (73.3计算材料利用率 (8第四章冲裁力计算 (104.1.落料力F落 (104.2卸料力F 卸 (104.3冲孔力F冲 (104.4顶件力F顶 (114.5翻边力F翻 (114.6总冲压力F总 (11第五章冲压设备的选用及压力中心的计算 (12 5.2 冲裁压力中心计算 (13第六章模具设计 (146.1 凸凹模的间隙的设计 (146.2翻边凸模圆角半翻孔模工作部分的设计 (15 6.3翻边模主要零部件 (156.3.1 凸模组件及其结构设计 (156.3.2凹凸模设计 (166.3.3凹模设计 (166.3.4模柄的设计 (176.4 模具的装配 (176.5模具的工作过程 (18装配图 (19参考文献 (20致谢 (21第一章绪论1.1引言日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
毕业设计蓝图链板工艺性分析:16A链板材料为20CrMnTi,抗拉强度σb (MPa):≥1080(110);屈服强度σs (MPa):≥835(85);伸长率δ5 (%):≥10;断面收缩率ψ (%):≥45。
材料厚度为3mm,有两个工位要求,冲孔和落料,结构较为简单。
排样设计:工位数:2工位内容:冲两个φ11的孔;落料排样方式:有废料的斜排。
第一步工序,冲6个φ11的孔;第二步工序,导正销;第三步工序,冲裁3个外形(落料)。
搭边:搭边值一般由经验确定,查表可得:按照板料的形状和厚度来分析,普通设计的排样搭边值应该设计为a=3mm。
按照精冲搭边值来设计,a1=5,a=4mm,根据材料的最大利用率考虑,选最小搭边值设计。
送料步距:a+Da=4,D=24.13,送料步距为28.13,考虑好取整及增强冲压强度,初设送料步距为28.5mm。
条料宽度和导尺:有侧压条料宽度B=(D+2a)-∆导尺间距离A=D+2a+2Z模架选择:160*160条料宽度选择140mm排样数:3*n定位方式:导正销定位。
选择合适的冲裁方式:精冲。
精密冲裁:常见的精冲方法如下:一、小间隙圆角凹模或凸模刃口冲裁。
落料用圆角凹模,冲孔用圆角凸模。
其特点是凸凹模之间的间隙很小,一般只有0.01~0.02mm,根据材料厚度查表可得间隙值是0.0125mm。
圆角半径可取板厚的10%,冲裁力比普通冲裁大,工件尺寸精度可达IT8~IT11。
二、负间隙冲裁负间隙冲裁是采用凸模尺寸大于凹模尺寸(0.05~0.3)t 的冲裁法。
其特点是:冲裁力比普通冲裁力大,间隙值为负,凹模刃口取圆角,其半径为料厚的5%~10%。
工件尺寸精度可达IT8~IT11级。
三、带齿压料圈精冲(俗称精冲)压力机选择:精冲力计算:。
材料的强度极限,—;材料厚度,—;度,工件内外缘剪切边总长—a mm t mm 9.0b MP L Lt Lt P bσστ==经计算,外缘剪切边总长度为84.15mm ;材料厚度2.5mm ,材料为20CrMnTi ,其强度极限b σ=1080MPa 。
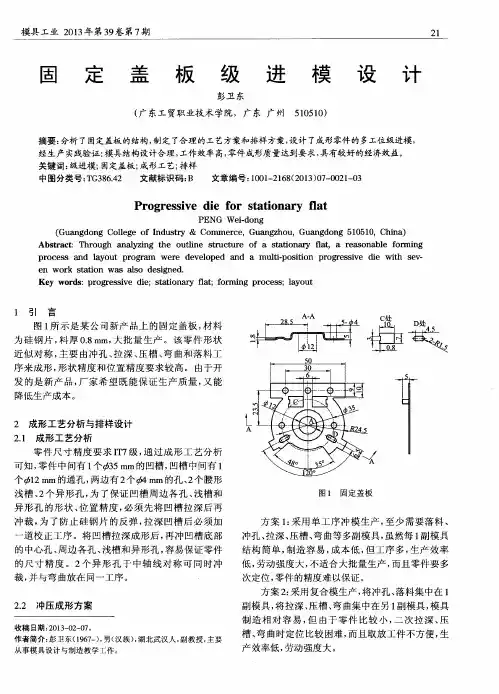
挡盖零件的一出二级进模设计
欧阳波仪
【期刊名称】《模具制造》
【年(卷),期】2006(006)006
【摘要】根据挡盖零件的结构特点、批量要求,对其进行合理的工艺分析,确定了"一出二"级进模冲压生产的工艺方案,从而满足了零件尺寸精度要求及大批量生产要求;并详细介绍了带料连续拉伸的排样及模具结构设计.
【总页数】3页(P14-16)
【作者】欧阳波仪
【作者单位】株洲职业技术学院,湖南,株洲,412002
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.级进模设计讲座——工艺零件的结构设计(连载一):多工位级进模工艺零件的结构设计 [J], 姜伯军
2.级进模设计讲座——工艺零件的结构设计(连载二):多工位级进模工艺零件的结构设计 [J], 姜伯军
3.级进模设计讲座——工艺零件的结构设计(连载四)——多工位级进模工艺零件的结构设计 [J], 姜伯军
4.工艺零件的结构设计(连载五) 多工位级进模工艺零件的结构设计 [J], 姜伯军
5.轿车发动机缸盖挡尘片级进模设计 [J], 文根保;熊利军;袁开波
因版权原因,仅展示原文概要,查看原文内容请购买。