二保焊在汽车车身焊接中的应用演示版.pptx
- 格式:pptx
- 大小:3.13 MB
- 文档页数:22
二氧化碳气体保护焊在车身修复中的应用摘要:本文介绍了二氧化碳气体保护焊在车身修复中的应用,随着中国机动车保有量的逐渐增长,轿车的碰撞事故随之增长,而二氧化碳气体保护焊接技术就成为车身碰撞修复中的重要工作之一,本文从惰性气体保护焊机的参数调节、影响因素等问题上进行阐述,力求使读者能更形象的理解二氧化碳气体保护焊的使用要素及应用方法,为职业院校学生能更好的学习二氧化碳保护焊技术提供素材。
关键词:碰撞;惰性气体保护焊;职业院校;参数选择;质量;美观中图分类号:G712 文献标识码:B 文章编号:1002-7661(2013)25-031-01一、焊接材料的选择车身修复中应用的惰性气体保护焊在焊接材料的选择上与工业焊接不同,主要是因为车身的焊接对象是厚度为1mm左右的薄钢板,某些车身钣金件的厚度仅为在0.6mm左右,工业焊接一般是对2mm以上厚度的钢板进行焊接。
对于薄钢板的焊接,要求保证焊接强度,美观,不变形,焊接时一般不用担心能否焊透的问题,要求更多的注意是不能过热,防止焊穿或变形,而对于厚钢板的焊接,要求保证焊接强度,注意能否焊透,不能存在虚焊。
因为两者的要求不一样,所以在焊材的选择上也不同。
对车身薄钢板焊接时,所选用的保护气体和焊丝与工业焊接有所不同。
对车身焊接不能选用工业焊接使用的纯CO2 (百分百的CO2)作为保护气体,因为采用纯CO2作为保护气体焊接时产生的热量最大,特别是对0.8mm 以下的钢板焊接时,会出现熔穿孔,造成焊接困难和修补困难。
所以,对0.8mm以下的钢板焊接时要求采用百分之25的CO2和百分之75的Ar(氩气)组成的混合气作为保护气体。
采用该混合气焊接时产生的热量不会很大,不会使薄钢板熔穿,变形,能保证焊接质量。
对于2mm以上钢板的焊接,采用纯CO2作为保护气体,可以保证焊透,确保焊接强度。
车身钢板,特别是轿车车身的钢板,在焊接时焊丝的选用也不同,焊丝材料的强度要和钣金件的强度基本相同,而且还能够相融。

132AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺汽车焊接作业中二保焊焊接工艺的应用探究引言:二保焊焊接工艺是一种以二氧化碳为保护气体的焊接方法,并且应用方面的操作比较简单,适合全自动焊和全方位焊接,将二保焊焊接工艺技术应用在汽车生产中,能够稳定焊接的过程,并降低传统焊接飞溅的程度,其良好的焊接工艺技术,是当前最为重要的焊接方法之一。
1 二保焊焊接的工艺原理在汽车焊接中,二保焊焊接工艺主要采用的是焊丝,而非焊条,借助丝轮、软管等方式将焊丝送到焊枪位置。
而对应的导电系统经过电阻导电的方式后,可以在二氧化碳的保护环境中与母材产生电弧效应,当产生电弧效应后会释放大量的热气,利用这种原理就可以实施汽车焊接作业[1]。
在二保焊焊接工艺中,通过焊枪的喷嘴,将喷射范围固定在焊丝的周围,因此电弧的周围会受到二氧化碳的有效保护,并形成隔绝的空气保护层,避免溶滴和溶池不会受到空气的影响,有助于更好地确保对汽车焊缝的质量保证。
2 二保焊焊接工艺的优势2.1 具有良好的焊接质量在二保焊焊接工艺技术中,因为具有非常良好的明弧焊接优点,所以在汽车焊接中能够做到全方位半自动以及自动焊接的特点。
这也使得二保焊焊接工艺具有非常良好的稳定性特点,不会因为受到人为因素的干扰而造成焊接质量的问题,随着电弧可长时间的燃烧,使得焊接后的金属组织具有非常高的严密性以及较高的质量。
2.2 具有良好的工作效率相比于传统的焊接技术,二保焊焊接工艺能够实现更大的焊接电流,这是因为电弧效应能够实现将热量集中的作用,从而对焊丝实现快速熔化。
当焊丝的熔化系数达到更高的情况下,二保焊焊接工艺技术在实际焊接中所使用的时间通常也只有传统焊条电弧所用时间的一半,使汽车焊接作业的工作效率变得更高。
2.3 具有能源利用率高的优势在二保焊焊接工艺技术中,由于电弧密度相对而言比较高,因此在汽车焊接作业中,能够将能量集中地与焊接材料的熔化和母材金属实现有效融合,这也使得汽车焊接中使用二保焊焊接工艺所浪费的能量比较少,并在一定程度上可以有效降低企业的生产成本。
二氧化碳气保焊在汽车工业中的焊接应用
二氧化碳气保焊在汽车工业中的焊接应用,如轿车车身都采用金属构件和复盖件的分块组合,将各种预先制好的结构件,例如风窗立柱,门立柱、门上横、前后冀子板、前后围板、顶盖等零部件通过焊接和铆接的方式进行组合装配。
其中焊接是汽车装配流水线上不可缺少的工序。
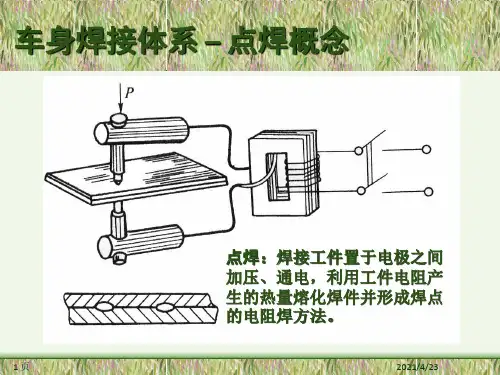
车身焊接主要有电阻电焊、缝焊、二氧化碳气保焊等方式。
电阻电焊通过施加在点焊电极上的电流将零件的接触表面熔化,然后在压力作用下连接在一起,主要用于车身构件及车架的焊接。
缝焊用滚轮电极代替电阻电焊的点焊电极,滚轮电极传递焊接电流和压力,其转动与零件的移动相互协调,产生连续的焊缝,主要用于密封性焊接或缝点焊工件,例如油箱。
二氧化碳焊是一种电弧焊,即局部加热来熔化和连接零件而不需要施压的一种焊接方法,在电极与工件之间的电弧作为热源,同时施加二氧化碳遮住电弧和熔化区,使之与大气隔开,主要用于车身蒙皮的焊接。
根据不同的零件和要求,二氧化碳气保焊在汽车工业中采用了多样化的焊接技术,应用到的焊接技术还有闪光焊、电子束焊、电栓焊、脉冲焊、摩擦焊等等。