钢焊接方法
- 格式:docx
- 大小:7.03 KB
- 文档页数:1
钢及钢合金的焊接工艺方法钢及钢合金的焊接方法是一种常用且广泛应用的金属连接技术。
本文将介绍几种常见的焊接工艺方法。
1. 电弧焊电弧焊是一种通过电弧的热焊接工艺方法。
它使用电弧将钢材加热到熔化点,然后再用填充材料填充焊缝,形成焊接接头。
电弧焊可分为手工电弧焊、半自动电弧焊和自动电弧焊。
该方法适用于焊接钢材、不锈钢和合金钢。
2. 气体保护焊气体保护焊是一种通过保护气体的方法进行焊接的工艺。
在焊接过程中,保护气体将焊缝和熔融区域与大气隔离,防止氧气、氮气等对焊缝的氧化和污染。
常用的气体保护焊方法包括氩弧焊、氩气保护电弧焊和等离子弧焊等。
气体保护焊适用于焊接不锈钢、铝合金和镍合金等材料。
3. 无损焊接无损焊接是一种通过非破坏性检测方法进行焊接的工艺。
该方法可以检测焊接接头中的缺陷,如裂纹、气孔和杂质等,并进行修复。
常用的无损焊接方法包括超声波检测、射线检测和涡流检测等。
无损焊接在航空航天、核能工业等领域具有重要应用。
4. 摩擦焊接摩擦焊接是一种通过摩擦热的方法进行焊接的工艺。
在摩擦焊接过程中,焊接材料通过摩擦热的作用产生熔化,然后通过施加压力形成焊接接头。
摩擦焊接适用于焊接铝合金、镁合金和钛合金等材料。
以上是钢及钢合金的几种常见焊接工艺方法的简要介绍。
具体选择焊接工艺方法应根据不同材料的特性、焊接要求和应用领域来决定。
在选择焊接工艺方法时,还需注意操作规程和安全措施,以确保焊接质量和人员安全。
参考文献:- 张云勋.钢结构焊接[M].化学工业出版社, 2018.- 许彩华,胡勃,姜瑾焓.焊接工艺与设备[M].北京:中国电力出版社, 2019.。
钢结构焊接方法钢结构焊接是一种常见的连接技术,广泛应用于各种建筑和工业领域。
正确选择和应用适当的焊接方法对保证焊缝质量至关重要。
本文将介绍几种常见的钢结构焊接方法,包括电弧焊、气体保护焊和激光焊。
1. 电弧焊电弧焊是一种常用的钢结构焊接方法,使用电弧产生高温来熔化金属并形成焊缝。
根据电弧介质的不同,电弧焊又可分为手工电弧焊、埋弧焊和气氛保护焊。
手工电弧焊是最基本的焊接方法,操作简便灵活。
焊工手持电弧焊枪,通过调节电流大小和焊接速度来控制焊接质量。
埋弧焊使用特殊的焊接设备,将焊丝和焊接电弧埋在焊接材料下方,形成焊缝。
埋弧焊比手工焊具有更高的熔化效率和焊缝成型质量。
气氛保护焊是在焊接过程中使用气体保护环境,防止焊缝受氧化和污染。
常用的气氛保护焊方法有氩弧焊和二氧化碳保护焊。
氩弧焊适用于不锈钢和铝合金的焊接,而二氧化碳焊适用于碳钢的焊接。
2. 气体保护焊气体保护焊是一种常见的钢结构焊接方法,通过在焊接过程中以惰性气体或活性气体保护焊缝,防止氧气和其他杂质的污染。
常用的气体保护焊方法有氩弧焊和CO2焊。
氩弧焊使用纯氩气或氩气与其他惰性气体的混合气体作为保护气体。
该方法适用于对焊缝质量要求较高的焊接作业,如船舶、汽车制造等。
CO2焊使用纯二氧化碳作为保护气体,成本较低且效率高。
常用于焊接碳钢结构,如建筑和桥梁。
3. 激光焊激光焊是一种高精度的钢结构焊接方法,使用激光束产生的高能量来熔化和连接金属材料。
激光焊具有焊缝狭窄、热影响区小等优点,适用于对焊接精度要求较高的领域,如航空航天和微电子制造业。
总结:钢结构焊接是连接钢材的关键技术之一。
本文介绍了几种常见的钢结构焊接方法,包括电弧焊、气体保护焊和激光焊。
在选择和应用不同的焊接方法时,需要充分考虑焊接材料的性质、焊接质量要求和工艺条件等因素。
通过正确选择和控制焊接方法,可以确保焊缝的质量和工程的可靠性。
耐热钢的焊接方法
耐热钢的焊接方法取决于具体的耐热钢材料和焊接要求。
下面列举几种常用的耐热钢的焊接方法:
1. 电弧焊(手工电弧焊和自动电弧焊):这是最常用的耐热钢焊接方法。
根据具体的耐热钢材料和焊接要求,可以选择适合的电弧焊材料和电弧焊工艺。
2. 氩弧焊:氩弧焊通常用于焊接不锈耐热钢。
氩弧焊具有较高的稳定性和焊缝质量,适合要求较高的焊接。
3. 电渣焊:电渣焊通常用于焊接厚板,适用于耐热钢的大尺寸焊接。
4. 焊锡焊接:适用于焊接低温和中温耐热钢。
5. 激光焊接:激光焊接适用于焊接较细小和特殊形状的耐热钢,具有较高的焊接质量和焊接速度。
6. 电子束焊接:适用于需要较高焊接质量和较小热影响区的耐热钢。
在选择耐热钢的焊接方法时,需要综合考虑焊接材料、焊件结构、焊接要求和设备条件等因素。
同时,在焊接过程中,需要注意选用合适的焊接材料和焊接工艺,
确保焊接质量和焊接性能。
最好在进行具体焊接前,咨询专业的工程师或焊接技术人员,以确保选择适合的焊接方法。
焊接钢管9种焊接工艺方法
1.高频电阻焊
利用高频电流的集肤效应和邻近效应,快速加热管坯钢带边缘使之达到熔融状态,在挤压辊作用下挤压溶合金属实现焊接的方法。
2.埋弧焊
焊接电弧在焊剂的覆盖下实现电弧焊接的方法。
焊接金属熔池在焊剂覆层保护下凝固成焊缝,焊剂熔融层冷却为渣壳覆盖在焊缝外表面。
3.钨极惰性气体保护焊(TIG)
利用纯钨或活化钨(钍钨、铈钨等)作为电极的惰性气体保护焊成钨极惰性气体保护焊,其英文简称为TIG焊。
它是在惰性气体的保护下,利用钨电极与焊件间产生的电弧热熔化母材和填充焊丝的一种焊接方法。
4.熔化极惰性气体保护焊(GMAW)
使用焊丝为熔化电极的惰性气体保护焊。
5.CO2气体保护焊
用纯度>99.8%的CO2作保护气体的熔化极气体保护焊。
6.混合气体保护焊
由两种或两种以上气体,按一定比例组成的混合气体作为保护气体的气体保护焊。
氩弧焊:使用氩气作为保护气体的气体保护焊。
7.脉冲氩弧焊
利用基值电流保持主电弧的电离通道,并周期性地加一同极性高峰值脉冲电流产生脉冲电弧,以熔化金属并控制熔滴过渡的氩弧焊。
8.等离子弧焊
借助水冷喷嘴对电弧的拘束作用,获得较高能量密度的等离子弧进行焊接的方法。
9.热钎焊
焊接过程中,采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点、低于母材熔点的温度,利用液态钎料润湿母材,填充连接间隙并与母材相互扩散实现连接焊件的方法称为钎焊。
常用的复合钢钎焊方法为感应钎焊。
钢筋焊接的几种方法
嘿,朋友们!今天咱来聊聊钢筋焊接的那几种超厉害的方法呀!
咱先说说电弧焊,这就好像是钢铁世界里的神奇胶水一样,把一根根钢筋牢牢地黏在一起。
通过电弧产生的高温,让金属熔化后融合,那牢固程度,简直没得说!你想想,这得多厉害啊!
还有电阻点焊呢,就像是给钢筋们来一场精准的“点焊派对”。
通过电流在接触点产生的热量,快速地形成焊点,又快又有效,是不是很神奇?
闪光对焊也不容小觑呀!那瞬间的闪光和强烈的热量,让钢筋在一瞬间完成连接,就如同一场钢铁的华丽表演,耀眼又坚固。
埋弧焊呢,就像是一个低调的高手,在焊剂的掩盖下默默工作,却能打造出无比坚实的焊缝。
电渣压力焊也很牛啊!利用电流通过渣池产生的电阻热将钢筋端部熔化,然后施加压力使钢筋焊接在一起。
这就像是给钢筋来一次特别的“锻造”,让它们变得无比强大。
每种焊接方法都有它独特的魅力和用途,它们在建筑领域里大显身手,为我们的高楼大厦、桥梁道路贡献着力量。
没有它们,那些宏伟的建筑怎么可能拔地而起呢?我们真的应该好好感谢这些厉害的焊接方法呀!它们是钢铁世界里的英雄,让钢筋们团结在一起,共同撑起我们美好的生活!这就是钢筋焊接的神奇之处,不是吗?。
钢筋焊接的方式方法
钢筋焊接是建筑工程中常见的一种连接方式。
正确的焊接方式可以提高钢筋的连接强度和稳定性,从而保证建筑物的安全性。
以下是钢筋焊接的方式方法:
1. 焊接前的准备工作:钢筋表面应先清理并做好防腐处理,焊接前应对钢筋的截面和长度进行检查,确保钢筋符合要求。
2. 焊接方式:常见的焊接方式有手工电弧焊、埋弧焊、气体保护焊、激光焊等。
选择合适的焊接方式应根据钢筋的材质、直径、长度、应力等因素进行考虑。
3. 焊接电流:电流大小应根据焊接材料的类型和厚度进行选择,过大或过小的电流都会影响焊接效果。
一般情况下,焊接电流应选取合适的电流范围,以保证焊接质量。
4. 焊接温度:焊接温度应控制在合适的范围内,过高或过低的温度都会影响焊接质量。
一般情况下,焊接温度应控制在适当的范围内,以保证焊接质量。
5. 焊接时间:焊接时间应根据焊接材料的类型和厚度进行选择,过长或过短的焊接时间都会影响焊接质量。
一般情况下,焊接时间应控制在适当的范围内,以保证焊接质量。
综上所述,钢筋焊接的方式方法需要注意一些细节问题,只有正确地选择焊接方式、控制好电流、温度和时间等因素,才能保证焊接质量,从而提高建筑物的安全性。
- 1 -。
钢筋焊接方法钢筋焊接是建筑业中常用的一种连接方式,通过焊接将钢筋连接在一起,使其构成一个整体,提高建筑物的稳定性和承重能力。
本文将介绍钢筋焊接的方法及注意事项。
一、钢筋焊接方法1.手工电弧焊接法手工电弧焊接法是较为常用的一种方法,它需要使用电弧焊机和焊条进行焊接。
在焊接前,需要将钢筋表面清理干净,以确保焊缝的质量。
焊接时,应先将焊条点燃,将电弧引到焊缝处,然后用焊条填充焊缝,直到焊缝的高度达到与钢筋表面相同。
2.气体保护焊接法气体保护焊接法是一种高效、高质量的焊接方法,它使用惰性气体(如氩气)来保护焊接区域,防止氧化和其他污染物进入焊缝。
焊接时,需要使用TIG焊机和焊丝进行焊接。
这种方法适用于对焊缝质量要求较高的场合。
3.埋弧焊接法埋弧焊接法是一种大规模生产中常用的方法,它适用于长焊缝的焊接。
在焊接前,需要在钢筋表面预先切割一条深度为1~1.5mm的V形槽。
然后使用埋弧焊机进行焊接,将焊丝填充在V形槽内,形成一条焊缝。
二、钢筋焊接注意事项1.钢筋表面必须清洁干净,以保证焊接质量。
2.焊接前,应先对钢筋进行检测,确保其质量符合要求。
3.焊接时应严格按照焊接方法进行,以保证焊缝的质量。
4.焊接时应注意安全,避免电击和火灾等事故。
5.焊接后应进行质量检测,确保焊缝的质量符合要求。
6.焊接时应注意环境保护,防止产生有害气体和废弃物。
7.不同类型的钢筋和焊接方法需要使用不同的焊条和焊丝,应根据实际情况选择合适的材料。
钢筋焊接是一种重要的建筑连接方式,它能够提高建筑物的稳定性和承重能力,但需要严格按照方法进行,并注意安全和环境保护。
钢及钢合金的焊接工艺方法
概述:
焊接是加工制造中常用的方法之一,钢及钢合金也不例外。
为
了实现尽可能高的接头质量,保证焊接接头的强度和可靠性,在选
择和采用焊接工艺时需充分考虑钢材的化学成分、气体状态、熔化、冷却等特点。
本文将介绍常用的焊接工艺及其适用范围。
工艺方法:
1.手工电弧焊:手工电弧焊是一种常用的焊接工艺,适用于车辆、建筑物、船舶等钢质结构连接及修补。
操作简单,成本低,但
对操作工人技术水平要求较高。
2.埋弧焊:埋弧焊是一种自动焊接技术,适用于钢结构件的制造,如大型焊接钢构、油罐等。
相比手工焊,埋弧焊的接头质量较高。
3.气体保护焊:气体保护焊是将所需焊接区域周围涂上一层保护气体,防止空气接触而产生氧化而引起接头质量劣化的一种焊接方式。
适用于高强度、特殊合金钢的焊接。
4.等离子焊:等离子焊是在强电场作用下,使气体放电形成高温等离子区,在等离子区内实现钢件的熔化和焊接的一种方法。
适用于特种材料大厚度板缝,飞机引擎叶片补焊。
总结:
每种焊接工艺都具有其独特的优点和限制条件。
选择时需根据钢材类型、厚度、所需接头质量、焊接场地环境等综合因素进行判断。
建议在使用时先做好相关的实验和测试工作,确保焊接质量符合要求。
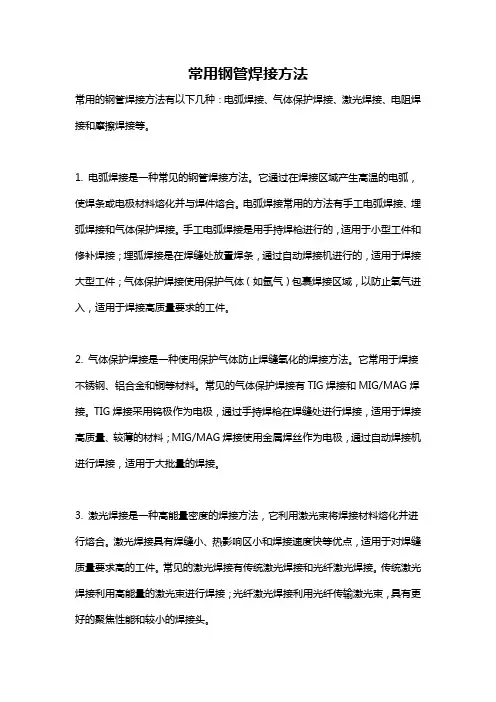
常用钢管焊接方法常用的钢管焊接方法有以下几种:电弧焊接、气体保护焊接、激光焊接、电阻焊接和摩擦焊接等。
1. 电弧焊接是一种常见的钢管焊接方法。
它通过在焊接区域产生高温的电弧,使焊条或电极材料熔化并与焊件熔合。
电弧焊接常用的方法有手工电弧焊接、埋弧焊接和气体保护焊接。
手工电弧焊接是用手持焊枪进行的,适用于小型工件和修补焊接;埋弧焊接是在焊缝处放置焊条,通过自动焊接机进行的,适用于焊接大型工件;气体保护焊接使用保护气体(如氩气)包裹焊接区域,以防止氧气进入,适用于焊接高质量要求的工件。
2. 气体保护焊接是一种使用保护气体防止焊缝氧化的焊接方法。
它常用于焊接不锈钢、铝合金和铜等材料。
常见的气体保护焊接有TIG焊接和MIG/MAG焊接。
TIG焊接采用钨极作为电极,通过手持焊枪在焊缝处进行焊接,适用于焊接高质量、较薄的材料;MIG/MAG焊接使用金属焊丝作为电极,通过自动焊接机进行焊接,适用于大批量的焊接。
3. 激光焊接是一种高能量密度的焊接方法,它利用激光束将焊接材料熔化并进行熔合。
激光焊接具有焊缝小、热影响区小和焊接速度快等优点,适用于对焊缝质量要求高的工件。
常见的激光焊接有传统激光焊接和光纤激光焊接。
传统激光焊接利用高能量的激光束进行焊接;光纤激光焊接利用光纤传输激光束,具有更好的聚焦性能和较小的焊接头。
4. 电阻焊接是一种利用材料本身电阻产生热能的焊接方法。
它通过在焊接区域加热并施加压力使焊接材料融化并熔合。
电阻焊接常用于焊接金属管道和容器等。
常见的电阻焊接有阻焊接和摩擦焊接。
阻焊接是通过在焊接区域施加电流并进行加热的方法,适用于焊接较大直径的钢管;摩擦焊接是通过在焊接区域施加旋转力和轴向力来实现摩擦加热和材料熔合的方法,适用于焊接铝合金和镁合金等。
总之,以上所述的电弧焊接、气体保护焊接、激光焊接、电阻焊接和摩擦焊接是常用的钢管焊接方法。
根据不同的焊接要求和材料类型,选择适合的焊接方法能够提高焊接质量和效率。
钢材不同焊接方法焊接温度嘿,咱今儿个就来唠唠钢材不同焊接方法和焊接温度这档子事儿。
你想啊,焊接钢材就跟咱做饭似的,火候那可得掌握好了。
不同的焊接方法,就好比不同的烹饪方式,温度要是不合适,那做出来的“菜”可就不咋地啦。
咱先说这手工电弧焊吧,它就像是个经验老到的大厨,比较传统。
焊接温度嘛,那可得根据钢材的种类和厚度来拿捏。
要是温度低了,焊缝不牢固,就跟那没煮熟的饺子似的,一戳就破;要是温度高了呢,钢材可能就被“烤糊”啦,影响质量呀。
再看看气体保护焊,这就像个精细的厨师,对温度的要求也挺高呢。
它得保证保护气体能好好地护住焊缝,温度适宜才能让焊缝既美观又结实。
这要是温度不对,那焊缝不是这儿有气孔,就是那儿不平整,多难看呀。
还有埋弧焊,它就像个大力士,能焊接厚厚的钢材。
但可别小瞧了它对温度的要求哦,温度不合适,焊缝的强度就没法保证啦。
不同的钢材对焊接温度的反应也不一样呢,就像不同的食材有不同的脾气。
有些钢材就像那娇气的小公主,温度稍微高一点或者低一点都不行;而有些钢材就像那皮实的大汉,稍微有点偏差也能将就。
咱在焊接的时候,可得像对待宝贝似的小心伺候着。
要随时观察焊缝的情况,根据实际来调整焊接温度。
这就跟开车一样,得时刻注意路况,随时调整速度和方向。
你说要是焊接温度没控制好,那会咋样?那可就麻烦大啦!焊缝质量不行,整个结构的稳定性不就受影响了嘛。
就好比盖房子,根基没打好,那房子能结实吗?所以啊,咱可得重视这焊接温度。
多学习,多实践,把这门技术掌握好。
别小看这小小的焊接,它可是能决定一个工程质量的关键呢。
咱得像对待艺术品一样对待焊接工作,让每一条焊缝都完美无瑕。
总之,钢材不同焊接方法的焊接温度那可不是闹着玩的,得认真对待。
只有这样,咱才能焊接出高质量的作品来,让这些钢材在各种工程中发挥出它们最大的作用呀!这可不是开玩笑的哟!。
常用钢筋焊接方法
常用钢筋焊接方法主要有:铁气焊、熔化焊、电弧焊、钢丝焊、铸件焊等。
1、铁气焊:将钢筋和钢筋带螺纹松开,螺纹处填充螺纹接头,再焊接在一起。
2、熔化焊:将钢筋前端削尖和钢筋带前端削尖,让两者依次进行的焊接,使用焊料或丝索焊接一起。
3、电弧焊:首先,将钢筋放在易于焊接的支撑上,用焊筐牢固固定,然后用电弧熔化金属薄壁的金属衬垫来焊接。
4、钢丝焊:采用熔壁法,连接钢筋时利用带有原材料薄壁的金属层进行熔合,将连接件的薄壁汽化,并且中间使用钢丝或焊条来增强连接强度。
5、铸件焊:钢筋焊接简单,可以采用气体或电弧焊接焊接钢筋,但是较笨重和复杂,且操作过程具有风险,因此大场合选用铸件焊接钢筋,安全可靠。
焊接厚钢板方法
焊接厚钢板是一项非常重要的工艺,它在很多领域都有着广泛的应用,比如船舶、桥梁、建筑等领域。
焊接厚钢板的方法有很多种,下面就
来介绍一下其中比较常用的几种方法。
1.手工电弧焊接
手工电弧焊接是一种比较常见的焊接方法,它适用于焊接厚度在3mm 以上的钢板。
这种方法的优点是操作简单,成本低,适用范围广,但
是它的缺点也很明显,就是焊接速度慢,焊缝质量不够稳定。
2.埋弧焊接
埋弧焊接是一种比较高效的焊接方法,它适用于焊接厚度在10mm以上的钢板。
这种方法的优点是焊接速度快,焊缝质量稳定,但是它的
缺点也很明显,就是需要专门的设备和操作技能,成本较高。
3.气体保护焊接
气体保护焊接是一种比较高端的焊接方法,它适用于焊接厚度在3mm 以上的钢板。
这种方法的优点是焊接速度快,焊缝质量稳定,但是它
的缺点也很明显,就是需要专门的设备和操作技能,成本较高。
4.激光焊接
激光焊接是一种比较新颖的焊接方法,它适用于焊接厚度在3mm以
上的钢板。
这种方法的优点是焊接速度快,焊缝质量稳定,但是它的
缺点也很明显,就是需要专门的设备和操作技能,成本较高。
总的来说,焊接厚钢板的方法有很多种,每种方法都有其优点和缺点,具体选择哪种方法要根据实际情况来决定。
在选择焊接方法的时候,
需要考虑到焊接的材料、厚度、要求等因素,以及设备和操作技能的
条件。
只有选择合适的焊接方法,才能保证焊接质量和效率。
h钢的焊接连接方法H钢是结构工程中常用的一种型材,因其承重能力强、重量轻、抗震性能好等特点,被广泛应用于建筑、桥梁和其他大型结构的设计和制造中。
在使用H钢进行结构设计和建造过程中,焊接是连接H钢的一种常见方法。
这里我们将介绍几种常见的H钢的焊接连接方法。
1.电弧焊接电弧焊接是一种常见的焊接方法,适用于连接不同类型的H钢。
在电弧焊接中,需要通过电流对接头区域加热,并且在熔融的区域中添加焊丝以便保证良好的焊接质量,从而形成强有力的连接。
电弧焊接的优点是连接牢固、焊接效率高,但需要保证维护高质量的焊接机器和设备,且焊接过程中会产生有害气体。
2.氩弧焊接氩弧焊接是一种焊接方法,只适用于连接同种材料的H钢。
在氩弧焊接中,需要使用一种高温的气体——氩气来保护连接区域的熔融金属,并且在熔融区域中添加填充材料,帮助形成强有力的连接。
氩弧焊接的优点是连接质量高,焊接很精细,且在焊接过程中不会产生有害气体。
但是,需要使用专用的设备和工具,焊接过程比较繁琐。
3.激光焊接激光焊接是一种高科技的连接方法,适用于连接同种材料的H钢。
在激光焊接中,需要使用高能激光来加热接头区域,从而融化金属表面,形成强有力的连接。
这种连接方法有很高的焊接质量,连接面积小,但需要使用高科技设备来进行焊接,而且焊接过程需要非常高的技能要求。
总的来说,H钢的焊接连接方法有很多种,每种方法都适用于不同的应用场景。
选择合适的焊接连接方法可以在保证连接质量的同时提高工程建设的效率。
建议在选择焊接方式时需要根据实际情况进行综合考虑,选择最适合的连接方法。
钢材料焊接方法有哪些钢材料焊接方法是指在钢材料加工过程中,将两个或多个钢材料通过熔化和再结晶的方法连接在一起。
钢材料焊接是工业生产中常用的一种技术手段,具有广泛的应用领域。
下面将介绍一些常见的钢材料焊接方法。
1. 电弧焊接电弧焊接是最常见和基本的钢材料焊接方法之一。
它通过使用电弧将钢材料加热到熔化点,并使用电极将两个或多个钢材料连接在一起。
电弧焊接可以分为手工电弧焊接和自动化电弧焊接两种类型。
手工电弧焊接需要人工操作焊枪来完成焊接工作,而自动化电弧焊接则通过机器人或自动焊接设备来完成。
2. 熔化极气体保护焊接熔化极气体保护焊接是一种在焊接过程中使用惰性气体保护焊缝的方法。
焊接时,焊接区域周围被惰性气体包围,以防止焊接区域与空气中的氧气和水分接触。
这种方法可减少氧化和污染,从而提高焊接质量。
3. 钎焊钎焊是一种将填充材料熔化并填充在钢材料表面上的焊接方法。
在钎焊过程中,并无需让钢材料达到熔化点,而只需让填充材料熔化并涂覆在连接表面上。
钎焊可以分为软钎焊和硬钎焊两种类型。
软钎焊适用于较低强度的连接,而硬钎焊适用于提供更高强度连接的应用。
4. 焊接接头设计在进行钢材料焊接时,适当的接头设计非常重要。
常见的焊接接头设计包括对接焊接接头、角焊接接头、T型焊接接头和搭接焊接接头。
接头设计的目的是确保焊接连接的强度和稳定性,以满足使用要求。
5. 摩擦焊接摩擦焊接是一种使用摩擦热产生焊接连接的方法。
在摩擦焊接中,钢材料通过施加一定的压力和旋转运动,产生摩擦热并使材料达到熔化点。
摩擦焊接一般分为线性摩擦焊接和旋转摩擦焊接两种类型。
这种方法可以用于焊接各种形状和厚度的钢材料。
总结:上述是一些常见的钢材料焊接方法的简介。
每种方法都有其特定的适用场景和技术要求。
在选择焊接方法时,需要根据具体的材料、应用需求和工艺条件来进行选择。
通过合理的焊接方法和接头设计,可以确保焊接连接的质量和稳定性,满足不同工程项目和应用场景的要求。
钢筋焊接连接方法
钢筋焊接是建筑和工程领域中常用的连接方法之一,通常用于钢筋混凝土结构的搭建。
以下是一些常见的钢筋焊接连接方法:
对接焊接(Butt Welding):这是最常见的焊接方式,其中两根钢筋的末端或端头平行放置,然后通过焊接将它们连接在一起。
对接焊接通常使用电弧焊接(如手工弧焊)或自动焊接设备进行。
搭接焊接(Overlap Welding):在搭接焊接中,两根钢筋的端部有一部分重叠,然后通过焊接将它们连接。
这种连接方式常用于需要额外强度的情况,但也会增加焊缝的长度。
角焊接(Corner Welding):当需要在构件的角部连接钢筋时,可以使用角焊接方法。
这通常涉及到将两根钢筋在一个角度上相交,并通过焊接来实现连接。
环焊接(Circular Welding):在某些情况下,需要将钢筋连接成环形,如构建混凝土圆柱体时。
这时可以采用环焊接方法,通过将钢筋两端对接并进行环形焊接来完成连接。
点焊接(Spot Welding):点焊接是一种通过在连接点上产生短暂的、高强度的电弧来连接钢筋的方法。
这种方式适用于对结构影响
较小的连接,通常应用于薄钢筋和金属板的连接。
串联焊接(Chain Welding):这是一种将多个钢筋依次串联连接的方式,通过焊接将它们沿一条线连接在一起。
这种连接方法常用于需要形成连续结构的情况。
在进行钢筋焊接时,需要注意选择适当的焊接材料和技术,以确保焊接接头的强度和稳定性。
此外,符合相关建筑和工程标准,以确保焊接连接的质量和安全性也是非常重要的。
高速钢钢焊接方法
高速钢是一种高强度的工具钢,其焊接方法主要有以下几种:
1. 电弧焊接:可以采用手工电弧焊、埋弧焊和氩弧焊等方法进行高速钢的焊接。
在选择焊接材料时,应选择与高速钢相似的合金材料,并进行预热和后热处理,以避免焊接产生裂缝和硬化区域。
2. 氧乙炔焊接:使用氧乙炔焊接设备和适当的焊接材料对高速钢进行钎焊。
在焊接过程中,应注意控制焊接温度和保护气氛,以避免高速钢的过热和氧化。
3. 焊条焊接:选择适用于高速钢的焊条进行焊接。
在焊接过程中,应控制焊接电流和焊接速度,以保证焊接质量。
4. 激光焊接:使用激光焊接设备对高速钢进行焊接。
激光焊接具有热影响区小、焊缝质量高等优点,适用于对焊接质量要求较高的应用。
在进行高速钢的焊接时,应先进行适当的预热和后热处理,以减少焊接产生的热应力和硬化区域,提高焊接接头的强度和韧性。
在选择焊接方法和焊接材料时,应根据具体情况考虑焊接工艺要求、焊接接头的强度和使用环境等因素。
同时,还应注意焊接操作的规范性和安全性。
钢结构中常用的焊接方法
钢结构是由钢材构成的建筑结构,这种结构因其具有高强度、耐腐蚀、耐疲劳等优点而被广泛应用。
在钢结构的制造和安装过程中,焊接是一种常用的连接方法。
下面介绍钢结构中常用的焊接方法。
1. 电弧焊接
电弧焊接是钢结构中最常用的焊接方法之一。
它是通过电流产生电弧,在焊接接头处熔化钢材,并使它们融合在一起。
这种焊接方法具有速度快、连接强度高、适用于大型钢结构等优点。
常见的电弧焊接方法包括手工电弧焊、埋弧焊、氩弧焊等。
2. 气焊
气焊是一种通过氢气和氧气的燃烧来提供热能的焊接方法。
在焊接过程中,氢气和氧气混合在一起,产生高温火焰,将焊接接头加热至熔化状态,从而实现焊接。
气焊适用于薄板和小型钢结构的连接。
3. 熔覆焊
熔覆焊是一种将金属粉末、线或板材加热到熔化状态,然后喷射到焊接接头上形成涂层的焊接方法。
这种焊接方法可以增强焊接接头的耐磨性、耐腐蚀性和耐高温性。
熔覆焊适用于制造大型钢结构,如桥梁、烟囱和大型容器等。
4. 摩擦焊接
摩擦焊接是一种将两个钢件通过高速旋转相互揉搓,从而使它们熔化并融合在一起的焊接方法。
摩擦焊接具有焊接速度快、焊接接头强度高和焊接接头无气孔等优点。
它适用于制造飞机、汽车和火车等
大型钢结构。
以上是钢结构中常用的焊接方法。
不同的焊接方法适用于不同的钢结构和焊接需要,选择合适的焊接方法对于保证钢结构的质量和稳定性至关重要。
45#钢属于高碳钢,是难焊材料,焊接手册第二卷上有说明:高碳钢退火后才能焊接,焊前预热250~300℃,控制层间温度,焊后热处理。
你可以仔细查查看。
用气保焊焊45#钢可以采用RD-YJ607焊丝焊接,如果焊接量较少,焊接觉得用焊条焊接更好,用J506或J507都可以焊接,不过具体还得看你用在说明地方。
焊肯定是能焊,但是需要做很多准备工作。
焊接前零件要保温,温度不用太高,45#钢大改用80度就可以,保温20分钟。
对于焊条的使用我赞成楼上的观点,采用填料的屈服强度为600Mpa的材料或更高一点。
焊后也要做保温,温度要稍微高一点,200度左右就成,可以用气焊烘烤,这样做的目的是使母材与填料熔合的更好。
温度过高易导致材料里杂质的析出,导致焊接缺陷。