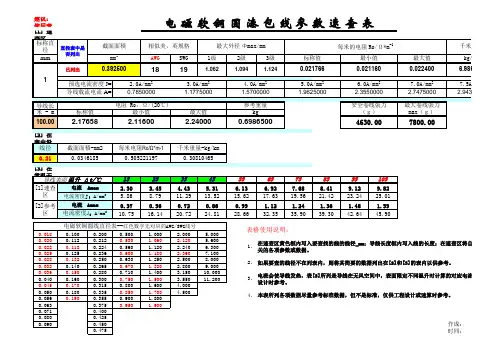
漆包线参数自动计算表
- 格式:xls
- 大小:327.00 KB
- 文档页数:12
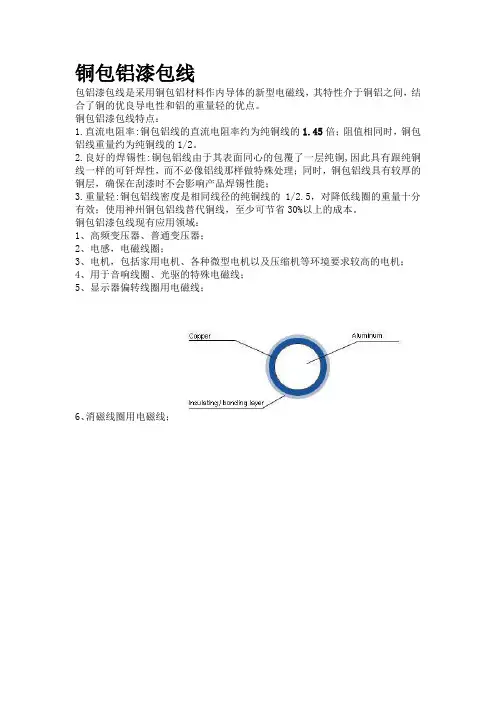
铜包铝漆包线包铝漆包线是采用铜包铝材料作内导体的新型电磁线,其特性介于铜铝之间,结合了铜的优良导电性和铝的重量轻的优点。
铜包铝漆包线特点:1.直流电阻率:铜包铝线的直流电阻率约为纯铜线的1.45倍;阻值相同时,铜包铝线重量约为纯铜线的1/2。
2.良好的焊锡性:铜包铝线由于其表面同心的包覆了一层纯铜,因此具有跟纯铜线一样的可钎焊性,而不必像铝线那样做特殊处理;同时,铜包铝线具有较厚的铜层,确保在刮漆时不会影响产品焊锡性能;3.重量轻:铜包铝线密度是相同线径的纯铜线的1/2.5,对降低线圈的重量十分有效;使用神州铜包铝线替代铜线,至少可节省30%以上的成本。
铜包铝漆包线现有应用领域:1、高频变压器、普通变压器;2、电感,电磁线圈;3、电机,包括家用电机、各种微型电机以及压缩机等环境要求较高的电机;4、用于音响线圈、光驱的特殊电磁线;5、显示器偏转线圈用电磁线;6、消磁线圈用电磁线;铜包铝线项目投资分析书一、铜包铝线双金属线材项目开发的背景美国(COPPERWELD)公司90年代初期就已经开始生产铜包铝线和铜包钢线,并在美国的电话、电视、电子行业广泛应用。
它是近几年来快速发展起来的新型合成的双金属线材,它以优越的性能和低成本将占领电话、电视、电子行业等通讯线材的大部分领域。
近年来我国的通讯行业的CATV同轴电缆生产企业为了提高产品质量,降低成本,和国际技术接轨,已经采用铜包铝线作为CATV同轴电缆的更新换代产品。
年用量大大提高,目前国内铜包铝线的生产远远不能满足市场需要。
所以开发铜包铝线的生产是一个很好的项目。
二、项目技术特点和发展趋势:铜包铝线材是一种双金属线材,是在铝线外表包复一层一定厚度的铜层,使该线材成为一种高性能的双金属线材,其铜的厚度大约是在最小半经的3.5%。
其导电率大约是铜线的62.9% 。
而同样重量的铜包铝线的长度是纯铜线长度的2.7倍。
此外铜包铝由于其重量轻可允许使用密度较低,重量较轻的绝缘材料,从而可减少电视信号的衰减。
漆包线线材柔软度的研究与应用摘要:漆包线的导体和漆膜情况影响了线材的柔软度,研究了进线生产工艺、绝缘层厚度、自润滑层道次和表面润滑油含量对线材柔软度的影响。
结果表明:进线退火电压的升高和收线速度的降低有利于提高线材柔软度;AI绝缘层的厚度对柔软性影响较小,但是增加1道自润滑漆可以降低静摩擦系数;涂覆过多润滑油会降低静摩擦系数,合适的润滑油含量范围是100-150 mg/kg。
关键词:漆包线;柔软度;硬度;静摩擦系数1 引言漆包线的柔软度性能由导体和漆膜共同决定。
漆包线绕制线圈后,在嵌线过程中,以及制成电气产品在使用过程中,都有机械应力作用于线材上,因此可能产生拉细和漆膜破损等现象[1]。
所以漆包线应具有优良的柔韧性和可成型性。
随着自动绕线和嵌线工艺技术的不断进步,对漆包线线材柔软度提出了更高的要求。
以保证线圈绕制的稳定和加工速度。
以导体和漆膜为研究对象,通过伸长率、回弹角等性能,探究进线工艺、漆膜结构、润滑工艺对漆包线柔软度的影响。
2 试验部分2.1 原材料某公司聚酯亚胺,聚酰胺酰亚胺和自润滑绝缘漆,某公司8.0mm低氧铜杆经大拉设备,拉制成2.30mm裸铜线。
2.2 漆包线生产工艺试验设备使用东莞市太阳线缆设备有限公司的卧式漆包机,通过模具涂漆生产EI/AIW-IL200漆包铜圆线。
2.3 检测方法试验样品参照GBT4074.3-2008中关于伸长率、回弹和柔软度的测试方法。
3 结果与讨论3.1进线生产工艺对线材柔软度的影响联拉连包制造漆包线的工艺流程为8mm铜杆—大拉—过程线(进线)—联拉—清洗—退火、冷却—涂漆—烘焙—冷却—在线检测—润滑—收线[2]。
8mm铜杆选用低氧铜杆,因为在连铸连轧过程中氧与某些杂质元素形成氧化物,使杂质元素从铜中分离出来,从而降低了再结晶温度。
而无氧铜杆中的氧含量低,杂质元素以固溶形式存在于铜基体中,使其再结晶温度要高于低氧铜杆,因此,应优先选择低氧铜杆[3]。
对表1中生产的进线进行测试,性能数据列于表2中,从数据中可以看到,升高退火电压和降低收线速度都可以增加伸长率,且升高退火电压对伸长率的影响较明显。
有限责任公司漆包线室温击穿电压检验作业指导书1、使用器材:击穿电压测试仪、斜口钳、绞和机2、测试条件: 2.1测试环境温度:一般条件使用温度:23±12℃ 2.2测试环境湿度:一般条件使用湿度50±20%2.3电压调升速率:以平均100V/S 的调整速率调升电压。
2.4测试电压频率:仪器已自动设定为50HZ 交流正弦波电压 3、样品制备:3.1将长度500mm 的漆包圆铜线中间对折后扭成125mm 长的试样 3.2扭绞时采用绞合机扭绞,并参照表6规定操作3.3取下试样,将扭绞试样的端环在两处剪开并朝两边掰开至足够的距离,但应避免过分弯曲或损坏绝缘 表6 扭绞标准3.4共制作样品5个绞合样(图一)高压舱试验状态(图二) 4、测试方法:4.1将试样“U ”型端两脚分别插入氯化钠饱和溶液杯内(图二),关好舱门,启动升压手柄等待升压4.2注意观看升压数值,待听到或看到击穿的声光报警后,证明已经击穿,并记录其击穿电压。
4.3待击穿电压示值下降至0后开始下一个试样的试验 4.4重复做完5个试样试验 4.5注意试验过程的安全 5、结果判定5.1目前内控标准定为所有规格漆包线的击穿电压不小于5KV5.2 5个试样中允许有一个低于标准要求值,但必须在此状况下予以复查后作出最后判定。
标称直径d mm 砝码N 125mm 中扭绞圈数0.10<d ≤0.25 0.85 33 0.25<d ≤0.35 1.70 23 0.35<d ≤0.50 3.40 16 0.50<d ≤0.75 7.00 12 0.75<d ≤1.05 13.50 8 1.05<d ≤1.50 27.00 6 1.50<d ≤2.1554.0042.15<d ≤2.50 108.00 3修订记录 日期 修订内容 版本/版序 核准审核 制订第一次修订REV第二次修订 REV 第三次修订 REV漆包线耐软化性检验作业指导书1、目的:测定漆包线在热状态下,漆膜的耐软化性能2、使用器材:软化击穿试验仪、尖嘴钳3、测试条件:3.1试验电压:AC 100V± 10V3.2短路电流:20 ± 10mA4、测试方法及过程:4.1将软化击穿试验仪试验温度调整到要求值,并开始升温4.2取被测样品约100cm,共三个,并适度手工予以校直4.3待温度升到要求值后,将试样的一端从左夹线装置下穿过试验模具的十字槽,另一端从右夹线装置下穿过试验模具的十字槽。
漆包线介绍一.概述漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆,烘焙而成。
但要生产出即符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学性能,电性能,热性能四大性能。
概念及分类1.什么是电磁线?电磁线是一种具有绝缘层的电线,它是以绕组形式来实现电磁能的转化,又称为绕组线。
2.分类:2.1按导体材料可分为:铜,铝,合金,复合材料2.2按绝缘材料可分为:漆包线,绕包线,无机绝缘线2.3按导体形状可分为:圆线,扁线,异型线3.漆包线的分类3.1按绝缘材料分3.1.1缩醛漆包线3.1.2聚酯漆包线3.1.3聚氨酯漆包线3.1.4改性聚酯漆包线3.1.5聚酯亚胺漆包线3.1.6聚酰胺酰亚胺漆包线3.1.7聚酰亚胺漆包线3.1.8聚酰胺漆包线3.1.9融断漆包线3.1.10阻燃漆包线3.1.11高抗张力漆包线3.1.12自润滑漆包线3.1.13陶瓷绝缘电磁线3.1.14玻璃膜电磁线3.2按漆包线的用途可分:3.2.1一般用途的漆包线(普通线)主要用于一般电机,电器,仪表。
变压器等工作场合的绕组线如;聚酯漆包线,改性聚酯漆包线。
3.2.2耐热漆包线;主要用于180℃及以上温度环境工作的电机,电器,仪表,变压器等工作场合的绕组线。
如聚酯亚胺漆包线,聚酰亚胺漆包线,聚酯亚胺/聚酰胺酰亚胺复合漆包线。
3.2.3特殊用途的漆包线;是指具有某种质量特性要求的漆包线,用于特定的场合的绕组线,如:直焊性:需直接焊接,不用去除漆膜,直焊性聚氨酯漆包线,直焊性聚酯亚胺漆包线自粘性:自粘性漆包线,直接绕制成型,分为热粘合:分高温粘合(粘合温度170℃以上,常用方法,直接通电粘合,如彩电、显示器的偏转线圈)、低温粘合(粘合温度170以下,热风粘合,如无接触式的卡(考勤卡),电感线圈)溶剂粘合:常见的有醇溶,常见的话筒、喇叭、拾音器等耐冷媒(耐氟):用于冷冻机电机,漆膜的耐低温特性,耐冷冻剂的腐蚀,漆包线表面润滑剂中不得含有低温中析出的物质高频特性:漆膜对高频的吸收较小,衰减小,成型线圈的Q值比较高,耐电晕:减少因高频脉冲产生的电晕现象融断特性:在超过限定温度时,漆包线熔断,主要用于小型、超小型电器,充电器、电源变换器,目的是不要因为线圈的温度升高引起火灾阻燃特性:漆包线油漆中加入阻燃剂,阻燃或难燃拉伸无针孔:成品线拉伸后,无针孔,较好的耐盐水针孔和拉伸盐水针孔性能,具有较高的绝缘击穿电压,能直焊,热稳定性高。
![[精品]电磁阀设计中电磁力主动计算方法](https://uimg.taocdn.com/9720c81717fc700abb68a98271fe910ef12dae61.webp)
电磁阀设计中电磁力自动计算方法1磁动势计算(又叫安匝数)INE =匝数22)12(212dD D L d L d D D N -=-=其中:-L 绕线宽度)(mm-2D 绕线外径)(mm-1D 绕线内径)(mm -d 漆包线直径)(mm绕线长度222322121(21)=222(21)10()4D D D D L D D l DN N d L D D m dππππ-++-==-=⨯绕 根据电阻公式222223324(21)(21)41010()d4L D D l L D D d R d Sπρρρπ----==⨯=⨯Ω绕其中:20.0178./mm m ρ-Ω铜的电阻率2S mm -漆包线的截面积()根据432222410(21)(21)d U U Ud I L D D RL D D ρρ===⨯--故磁动势23102(21)d UIN D D ρ=⨯+2磁感应强度计算(磁动势在磁路上往往有不同的磁降,但每一圈的磁降和应等于磁动势)即:()IN HL =∑其中:H -磁场强度(A/m)L m -该段磁介质的长度()一般情况下,电磁阀除气隙处外,其余部分均采用导磁性能很好的材料,绝大部分磁动势降是在气隙处,即0()IN HL Hδ=≈⨯∑其中:0H -气隙处磁场强度(A/m)mm δ-气隙长度()即行程而000=B H μ其中:0B -气隙中的磁感应强度(特斯拉)-70μπ-⨯导磁率,410亨/米所以:300=10B IN H δδμ-≈⨯⨯又因为23102(21)d U IN D D ρ=⨯+故:2600102(21)d UB D D μρδ=⨯+3电磁力的计算根据260001102F B S μ=⨯其中:0B -气隙中的磁感应强度(特斯拉)-70μπ-⨯导磁率,410亨/米F -电磁力(N) 20S mm -气隙面积()又因为2600102(21)d UB D D μρδ=⨯+所以:2262600000110[]1028(21)S d U F B S D D μμρδ=⨯=⨯+其中:-70μπ-⨯导磁率,410亨/米;20S mm -气隙面积();-d 漆包线直径)(mm ;U -电压(V );20.0178./mm m ρ-Ω铜的电阻率;-2D 绕线外径)(mm ;-1D 绕线内径)(mm ;mm δ-气隙长度()即行程;。
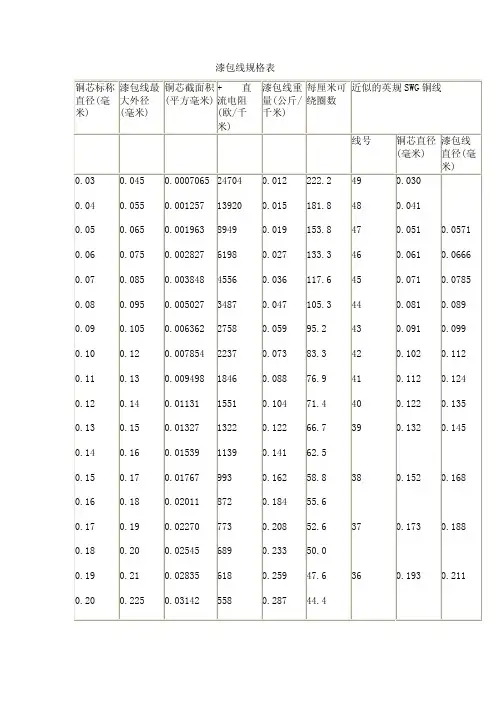
漆包线规格表漆包线在线测量可以有效的控制产品的高品质。
可是漆包线在生产时是在高速的运行。
用任何接触的测量工具都是没有办法测量到准确的数据。
而且容易造成线断。
现在有了新的量测工具激光测量仪,可以通过镭射激光了扫描量测。
激光对着线不用接触,通过感应就可以得到准确的数据。
方便又快捷。
对生产真正做到实时监控,全程监控。
如有异常就会报警。
还可以通过加装回馈进行实时补偿。
对产品进行实时修正。
做到零报废。
100%合格。
仪器参数如下:机型012/500测定机012/500显示部S型测量范围0.01~2 mm最小表式量0.1 µm往返精度±0.2µm直线性±0.5 µm扫瞄频率1800回/秒扫瞄速度110m /秒输出接口RS-232C测量值输出方式标准值、上、下限值设定。
显示屏+NG、-NG警示灯显示。
Alarm警报输出功能。
OFFSET标准值设定功能。
读值6位数LED显示。
电压85~260V漆包线在线测量可以有效的控制产品的高品质。
可是漆包线在生产时是在高速的运行。
用任何接触的测量工具都是没有办法测量到准确的数据。
而且容易造成线断。
现在有了新的量测工具激光测量仪,可以通过镭射激光了扫描量测。
激光对着线不用接触,通过感应就可以得到准确的数据。
方便又快捷。
对生产真正做到实时监控,全程监控。
如有异常就会报警。
还可以通过加装回馈进行实时补偿。
对产品进行实时修正。
做到零报废。
100%合格。
仪器参数如下:机型012/500测定机012/500显示部S型测量范围0.01~2 mm最小表式量0.1 µm往返精度±0.2µm直线性±0.5 µm扫瞄频率1800回/秒扫瞄速度110m /秒输出接口RS-232C测量值输出方式标准值、上、下限值设定。
显示屏+NG、-NG警示灯显示。
高速连拉漆包机与低速多头漆包机的对比及分析浙江长城电子科技集团范先华练欢黄裕军前言目前国际上漆包机大体上分为两种类型,一是高速连拉漆包机,二是低速多头漆包机,前者的代表是西欧MAG公司和SICME公司,后者的代表是亚洲久原公司。
近几年以来,西欧的漆包机单头DV值不断提高,相应的头数趋向下降,而以久原公司为亚洲漆包机生产商代表的漆包机的单头DV值仍保持在较低水平,但因其头数较多,总DV值接近或超过高速连拉连包机。
在我国漆包线用生产设备不断引进国外先进漆包机技术的同时,国内漆包机的制造技术水平也在不断的提高。
我国漆包机制造业在消化吸收国外先进技术后,已经制造出符合国内漆包线生产发展趋势的各种节能、环保的系列漆包机。
本文通过对高速连拉漆包机与中低速多头漆包机的产量、能耗、环保及相关质量方面的对比研究,从而加深对高速连拉漆包机及低速多头漆包机的了解和认识。
一、基本说明1、铜杆T1RΦ8.0mm2、设备低速多头漆包机:头数:20头;炉数:1炉;DV值:18~25;涂漆方式:毛毡涂漆规格范围:0.30~0.80mm主要工艺流程:高速连拉单头单炉漆包机:头数:4头;炉数:4炉;DV值:90~120涂漆方式:模具涂漆;规格范围:0.30~0.80mm主要工艺流程:二、实验工艺参数说明(见表一)表一三、对比实验及数据分析1、产量与能耗对比分析特别说明:本次选用两台机型生产产品进线方式不同,分别为:A: 8.0 mm→3.0 mm→ 各种进线规格;B:8.0 mm→3.0 mm→1.60 mm。
从8.0 mm→3.0 mm为统一拉制,为方便计算能耗,故统计能耗时,统一从3.0mm开始。
a. 低速多头漆包机本记录取于低速多头漆包机正常生产一周的情况,时间为2007年7月10日~7月16日,具体数据见表二。
表二低速多头漆包机产量能耗表b.高速连拉连包机本记录取于高速连拉单头单炉漆包机正常生产七天的情况,时间2007年7月10日~7月16日,具体数据见表三。
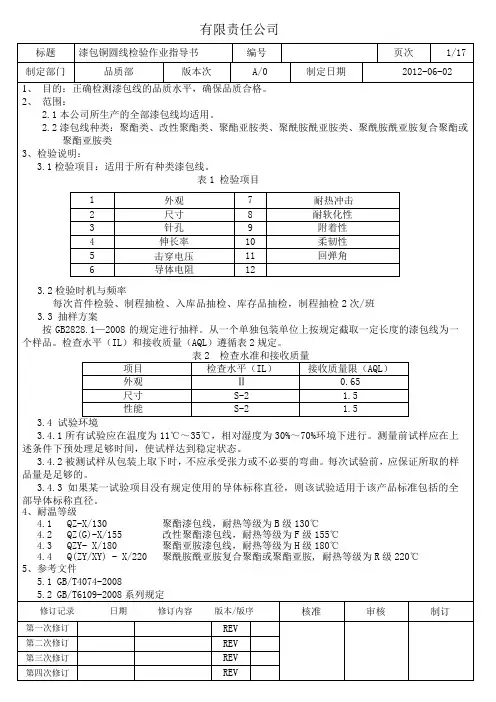
1.目的:规范流程,指导工作。
2.适用范围:本规程适用于500V以下交流电机,圆线绕组的绕线操作工艺。
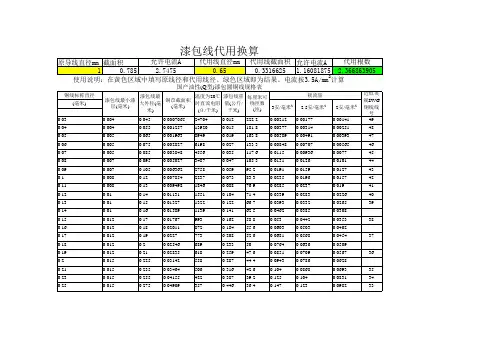
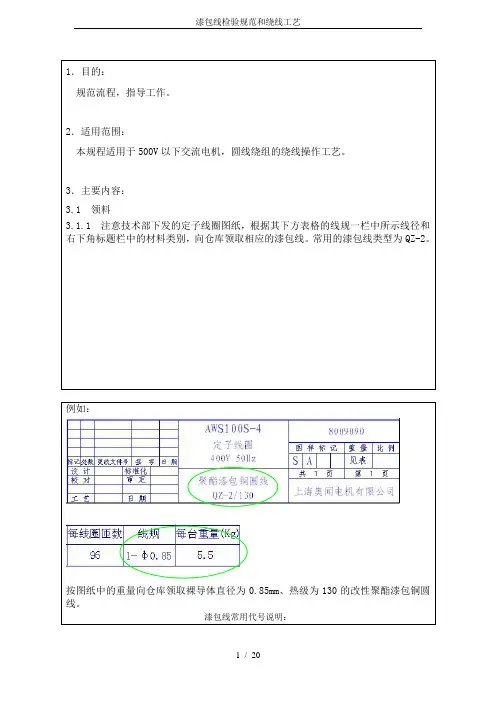
3.主要内容:3.1 领料3.1.1 注意技术部下发的定子线圈图纸,根据其下方表格的线规一栏中所示线径和右下角标题栏中的材料类别,向仓库领取相应的漆包线。
常用的漆包线类型为QZ-2。
例如:按图纸中的重量向仓库领取裸导体直径为0.85mm、热级为130的改性聚酯漆包铜圆线。
漆包线常用代号说明:3.1.2 测量漆包线:测量工具;微米干分尺,精确度O.002mm ;酒精灯;抹布;打火机。
漆包圆线,导体直径d<0.100mm时,测力0.1-1.0N;导体直径d≥0.100mm测力I-8N。
漆包扁线测力4-8N。
①.测量外形尺寸(外经)D:即导体涂上一层绝缘漆膜后所测得的直径。
对于圆线,当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
对于扁线,在相距各100mm的3个位置上各测量宽边和窄边尺寸1次,取再穿过保护桶上方的两个瓷嘴穿过线架前方的多孔瓷嘴,套上若干个白色套管,数目约为当天所需加工的定子铁心个数乘以9再加上1。
根据定子铁心的型号和规格,如:B5、B7、F4等等,以及定子铁心长度,来选择相例如:加工2个如下要求的定子铁心按:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“7”“2”“0”“0”“9”“6”→“B”“R”→“START”注意:如果需加工此定子铁心的数目超过2个时,比如说上面这个例子改为加工4个定子铁心,即AA=144圈,由于AA max= 99圈,则剩余的45圈必须要进行第二次设置,输入则改为:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“9”“9”“0”“0”“9”“6”→“B”“R”→“START”,绕完这99圈后,再接着绕需要的45圈线,重新再设置:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“4”“5”“0”“0”“9”“6”→“B”“R”→“START”最终一共完成4台电机所需的线圈数,共144圈线。
1.目的:规范流程,指导工作。
2.适用范围:本规程适用于500V以下交流电机,圆线绕组的绕线操作工艺。
3.主要内容:3.1 领料3.1.1 注意技术部下发的定子线圈图纸,根据其下方表格的线规一栏中所示线径和右下角标题栏中的材料类别,向仓库领取相应的漆包线。
常用的漆包线类型为QZ-2。
例如:按图纸中的重量向仓库领取裸导体直径为0.85mm、热级为130的改性聚酯漆包铜圆线。
漆包线常用代号说明:3.1.2 测量漆包线:测量工具;微米干分尺,精确度O.002mm ;酒精灯;抹布;打火机。
漆包圆线,导体直径d<0.100mm时,测力0.1-1.0N;导体直径d≥0.100mm测力I-8N。
漆包扁线测力4-8N。
①.测量外形尺寸(外经)D:即导体涂上一层绝缘漆膜后所测得的直径。
对于圆线,当导体标称直径d≤0.200mm时,在相距各1m的3个位置,各测量一次外径,记录3个测量值,取其平均值作为外径。
当导体标称直径d>0.200mm时,相距1m的两个位置上,每个位置沿线周均分测量3次外径,记录6个测量值,取其平均值作为外径。
对于扁线,在相距各100mm的3个位置上各测量宽边和窄边尺寸1次,取再穿过保护桶上方的两个瓷嘴穿过线架前方的多孔瓷嘴,套上若干个白色套管,数目约为当天所需加工的定子铁心个数乘以9再加上1。
根据定子铁心的型号和规格,如:B5、B7、F4等等,以及定子铁心长度,来选择相例如:加工2个如下要求的定子铁心按:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“7”“2”“0”“0”“9”“6”→“B”“R”→“START”注意:如果需加工此定子铁心的数目超过2个时,比如说上面这个例子改为加工4个定子铁心,即AA=144圈,由于AA max= 99圈,则剩余的45圈必须要进行第二次设置,输入则改为:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“9”“9”“0”“0”“9”“6”→“B”“R”→“START”,绕完这99圈后,再接着绕需要的45圈线,重新再设置:“R”→“0”“1”“0”“0”“9”“6”→“R”→“0”“2”“0”“0”“9”“6”→“R”→“0”“3”“0”“0”“9”“6”→……→“R”→“4”“5”“0”“0”“9”“6”→“B”“R”→“START”最终一共完成4台电机所需的线圈数,共144圈线。
漆包线绕线填充系数-概述说明以及解释1.引言1.1 概述漆包线是一种电工材料,常用于电磁线圈的制造和绝缘材料的包覆。
它是由金属线(通常是铜线)作为导体,外面包裹着一层樹脂漆,形成一种绝缘层。
漆包线具有导电性好、绝缘性能好、耐高温等特点,因此在电子、电气、通信等领域广泛应用。
绕线填充系数是衡量漆包线绕线质量的一个重要指标。
它指的是导线在绕线过程中所占据的空间百分比,即导线占据的填充率。
绕线填充系数的大小直接影响到线圈的电性能和机械性能,因此在电子设备的设计和制造过程中必须予以重视。
影响漆包线绕线填充系数的因素有很多,主要包括导线的直径、绕线方式、绕线工艺等。
导线的直径越大,填充系数就越小;而绕线方式的不同也会导致填充系数有所差异,例如手工绕线和机器绕线的填充系数就存在差别。
此外,绕线工艺的不同也会对填充系数产生影响,例如绕线张力、绕线速度等因素都会对填充系数产生一定的影响。
绕线填充系数对于漆包线的性能和使用寿命有着重要的影响。
填充系数过大或过小都会导致线圈的电性能下降或机械强度不足,影响设备的正常运行。
因此,研究并掌握合适的绕线填充系数是电子设备制造领域中一个非常重要的课题。
绕线填充系数在电子、电气、通信等领域有着广泛的应用。
在电力变压器、电机、电感器等电子设备中,绕线填充系数的合理选择能够提高设备的电器性能、热稳定性和机械可靠性。
未来,随着电子技术的不断发展和应用范围的扩大,对于绕线填充系数的研究和应用还有很大的空间。
总之,漆包线绕线填充系数是电子设备制造中一个重要的指标,对于线圈的性能和使用寿命有着直接的影响。
在不同的应用领域中,需要根据具体情况选取合适的填充系数,以确保设备的正常运行和长期稳定性。
因此,深入研究和了解绕线填充系数的原理和影响因素对于电子行业的从业人员具有重要的意义。
1.2 文章结构本文将分为引言、正文和结论三个部分。
引言部分首先对漆包线绕线填充系数这一主题进行概述,介绍漆包线在电子行业中的重要性和普遍应用。