丰田看板管理-目视化管理
- 格式:ppt
- 大小:711.00 KB
- 文档页数:21

1.丰田生产方式对丰田生产方式加以剖析,首先是“丰田式制造方法”。
首要的是在生产现场建立流水作业线。
它不像过去那样,把车床和车床、铣床和铣床,都集中在一起,而是按照工艺工序,把车床、铣床和钻床等一台一台地布置起来。
按照这种排列,从过去一人管一台机器过渡到一人管多台机器。
准确地说是一人管数道工序,以提高生产效率。
其次就是“看板”方式。
它是为了实现“丰田式制造方法”的非常及时生产而采取的一种手段。
为了在需要的时间只得到需要的数量和需要的物品,“看板”作为取件指令和搬运指令以及在生产时的作业信息而有效地发挥作用。
2.准时化如果能做到在需要的时间、按需要的数量取得需要的物品,就能够消除生产现场中的无效劳动和浪费,以及改善生产不均衡化的状态和管理不到位的现象,从而提高效率。
准时化是丰田汽车工业公司的创业人丰田喜一郎先生创造的。
他的继承者们发展了这种思想,总结为生产体系。
不仅要适时,而且要适量,这是关键的关键。
“准时化”和“自働化”思想构成了丰田生产方式的两大支柱。
3.自働化在丰田生产方式中,始终强调必须是带人字旁的“自働化”。
所谓“自働化”,是将人的智慧赋予机器的意思。
“自働化”这种思想的发端是从丰田公司的开山鼻祖-丰田佐吉先生的自动纺织机开始的。
丰田式自动纺织机在经纱断了或纬纱没有了的时候,机器立即停车,这是通过装有使机器能判断工作状态好坏的装置实现的。
丰田公司不仅把这种想法用于机器,而且也扩大到流水线上的操作者。
这就是说,如果发生异常,操作者可以把整个流水线停车。
“自働化”的优点是,能够防止生产次品,制止过量制造。
此外,还能自动控制生产现场发生的异常现象。
4.目视化管理在“自働化”的含义中,包含有这样一种意思,即如果发生异常现象,生产线和机床就立即停车。
这种考虑的基础来源于非常清楚地知道何处正常,何处不正常。
从质量上来说,就是要使存在问题表面化;从数量上来说,计划的进度要适宜。
这一切都应当做到用眼睛一看就立即明了的程度。


【管理】精益生产工具之目视化管理一、定义目视管理是利用形象直观而又色彩适宜的各种视觉感知信息来组织现场生产活动,达到提高劳动生产率的一种管理手段。
目视管理是一种以公开化和视觉显示为特征的管理方式。
综合运用管理学、生理学、心理学、社会学等多学科的研究成果。
目视管理,也叫可视化管理。
目视管理是一种行之有效科学管理手段,它与看板结合,成为丰田精益生产方式的重要组成部分。
二、原则(1)激励原则。
目视管理要起到对员工的激励作用,要对生产改善起到推动作用。
(2)标准化原则。
目视管理的工具与使用色彩要规范化与标准化,要统一各种可视化的管理工具,便于理解与记忆。
(3)群众性原则。
目视管理是让“管理看得见”,因此目视管理的群众性体现在两个方面:一是要得到群众理解与支持,二是要让群众参与与支持。
(4)实用性原则。
目视管理必须讲究实用,切忌形式主义,要真正起到现场管理的作用。
三、特点1、以视觉信号显示为基本手段,大家都能够看得见。
2、要以公开化,透明化的基本原则,尽可能的将管理者的要求和3、意图让大家看得见,借以推动自主管理或叫自主控制。
4、现场的作业人员可以通过目视的方式将自己的建议、成果、感想展示出来,与领导、同事以及工友们进行相互交流。
四、作用(1)迅速快捷地传递信息。
(2)形象直观地将潜在的问题和浪费现象都显现出来。
目视管理依据人类的生理特征,充分利用信号灯,标识牌,符号颜色等方式来发出视觉信号,鲜明准确地刺激人的神经末梢,快速地传递信息,形象直观地将潜在的问题和浪费现象都显现出来。
不管是新进的员工,还是新的操作手,都可以与其他员工一样,一看就知道、就懂、就明白,问题在哪里。
它是一个在管理上,具有非常独特作用的好办法。
(3)特别强调的是客观、公正、透明化。
有利于统一的识别,可以提高士气,让全体员工上下一心去完成工作。
要做的理由,工作的内容或担当者,工作场所,时间的限制,把握的程度,具体的方法,这些都是管理中的5W2H。

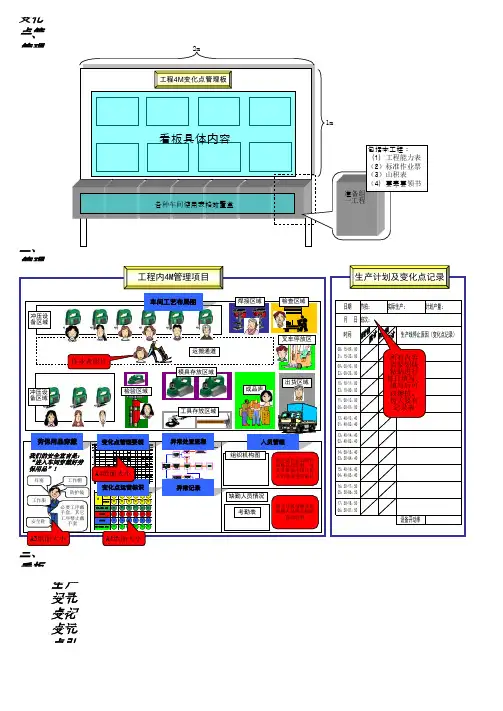
变化点管一、管理二、管理三、看板生产记录变化点记变化点运变化点引异常返工流程作业者发现生产线设备异常、单台工件NG 、批量不良时应立即停止生产呼叫线外或班长设备异常时具有处置资格的人员处置保留NG工件通知组长工件批量NG时班长立即停止生产保留工件、及生产线原状态通知组长等待指令具有资格或指名人员对NG工件确认修理组长确认返修状态工件修理后填写《返工记录表》通知品技、系长等待指令组长确认NG工件的位置、数量组织确认NG工件并逐台悬挂不良品标识看板单台工件NG时线外班长联系品保人员确认待确认品或报废品悬挂待确认标识或《废品记录表》通知组长返修品工程内4M 管理项目工程4M 变化点管理板看板具体内容2m各种车间使用表格放置盒准备组一工程包括本工程:(1)工程能力表(2)标准作业票(3)山积表(4)要素要领书1m工具存放区域检验区域模具存放区域出货区域焊接区域成品库叉车停放区运搬通道检查区域冲压设备区域车间工艺布局图冲压设备区域劳保用品穿戴工作帽我们的安全宣言是:“进入车间穿戴好劳保用品”!防护镜工作服耳塞安全鞋必要工序戴手套,其它工序禁止戴手套A3纸面大小○初物○初品目视化管理期间记 录重点确认确认事项谁频 度记 录作业者交替年休、事假、病假、辞职、新人培训、多技能培训、线外替岗·活用作业指导书、要领书进行作业指导·递交工程变更联络书·指导者认定表·新人培训计划表·作业标示板·无经验者:2W以上·有经验者:1W以上·变化点记录表·对无经验者进行安全品质确认作业指导者·全数·无经验着培训计划·工程变更联络书·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认职位交替班长(EX)、组长(GL)交替时·职责内的品质保证项目整理·熟悉组内的品质保证体制·职位交替计划表·记录目视化·无经验者:2W以上·有经验者:1W以上·变化点记录表·对无经验者进行品质确认上位者·全数·无经验者培训计划标准作业(作业标准)变更,工程变更作业要领书变更、作业组合票变更、作业顺序变更、工程变更·作业标准类整备·作业标准票的修正·品标的修正·递交工程变更联络书·作业标示板·4台以上·变化点记录表·按照品标进行品质确认EX GL ·按初期管理标准执行·工程变更联络书·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认手修理全线加工、组装手修理时·制作手修理要领书并培训·制作手修理记录表·手修理指名作业·手修理的基本规定·指名者认定表·记录目视化·手修理品流动中·手修理记录表(N/G NO 记录表)·手修理部位·手修理时的误品、欠品的品质确认EX GL ·手修理品全数·手修理记录表·对重点部位、手修理部位进行品质确认设备故障时设备故障时 其他工位的对策·制作设备故障处理要领书·事前训练·记录目视化·作业标示板·设备故障品流动中·变化点记录表·与设备相关部位 ·按照品标进行品质确认EX GL ·设备故障品全数·变化点记录表·对基本的内容进行品质确认·对相关的内容进行品质确认作业中断时手修理、加工组装作业中断时·制作作业中断处理和记录表·手修理基本规定·悬挂安全锁·安全锁的遵守状况EX GL·中断时的完成品设备条件变更设备注液条件、加热条件、运转条件变更、设备程序变更、设备电力变更、悬挂方法变更等·作业标准类整备·作业标准票的修正·品标的修正·递交工程变更联络书·作业标示板·2W以上·变化点记录表·按照精检项目一览表进行品质确认(初品)EX GL ·按初期管理标准执行·工程变更联络书·变化点记录表·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认设备异常处置各个操作引起的设备异常、内部清理、设备异常复位等·制作异常处置要领书及培训·制作异常处置基本规定·制作异常处置记录表·异常处置指名作业·指名者认定表·异常处置训练记录·记录目视化·异常处置品流动中·异常处置记录表·与设备相关部位·按照品标进行品质确认EX GL ·异常处置品全数·异常处置记录表·变化点记录表设备修理机械故障、精度不良时的修理·修理后初物 ·保全记录·初物的状态·按照品标进行品质确认EX GL ·初物·异常处置记录表·变化点记录表·测定相关项目工具交换气扳手、QL扳手、FL扳手、验具、治具等的交换·制作作业要领书及培训·记录目视化·初物·变化点记录表·初物的状态·按照品标进行品质确认一般·初物·变化点记录表·测定相关项目设备改造设备故障的再发防止、设备本身的改造、工作环境的改造、暂停使用时的处置·递交工程变更联络书·递交设备改造方案·作业标示板·2W以上·变化点记录表·初品的状态·按照精检项目一览表进行品质确认EX GL ·按初期管理标准执行·工程变更联络书·变化点记录表·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认工具变更新工具、治具的采用·校准·更换时等·作业标准类整备·工具配置图的变更·递交工程变更联络书·记录目视化·2W以上·变化点记录表·初品的状态·按照精检项目一览表进行品质确认EX GL·按初期管理标准执行·工程变更联络书·变化点记录表·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认新设设备新设设备、移动设备、长期停止使用的设备复原时等·作业标准类整备·作业标准票的修正·品标的修正·递交工程变更联络书(长期停止使用)·作业标示板·2W以上·变化点记录表·初品的状态·按照精检项目一览表进行品质确认EX GL ·按初期管理标准执行·工程变更联络书·变化点记录表·检查相关项目·测定相关项目辅助材料的交换·补给清洗剂、FIPG胶、乐泰胶、助插剂等的交换·补给·制作作业要领书及培训·初物的状态·按照品标进行品质确认一般·初物储备品·先行品的流动非常用手持品、储备部品等的流动·使用·事先确认储备品、先行品状态·记录目视化·初物·变化点记录表·是否误品、有无划伤、油污EX GL ·初物·变化点记录表外购品的设计变更·工程变更毛坯、购入品的设计变更、材料变更、工程变更·设变切替计划书的确认·新品的检查及对照·记录目视化·新品初品流动中·设变切替计划书·E/G NO 记录表·毛坯、购入品状态·确认组装性,加工性一般EX GL ·按初期管理标准执行·变化点记录表 ·E/G NO 记录表·按初期管理标准执行·按初期管理标准执行辅助材料的变更清洗剂、FIPG胶、乐泰胶、助插剂等的变更·作业标准类整备·作业标准票的修正·品标的修正·递交工程变更联络书·作业标示板·2W以上·变化点记录表·初物的状态·按照精检项目一览表进行品质确认EX GL·按初期管理标准执行·工程变更联络书·变化点记录表·按工程变更联络书进行品质确认·按工程变更联络书进行品质确认设计变更内制品的设计变更、材料变更、特采品等·作业标准类整备·作业标准票的修正·品标的修正·设变切替计划书的确认·作业标示板·2W以上 ·特采品全数·变化点记录表·E/G NO 记录表·设变后的初品·特采品全数·按照品标进行品质确认EX GL ·按初期管理标准执行·变化点记录表 ·E/G NO 记录表·按初期管理标准执行·按初期管理标准执行人方法设备工具治具物事 前 准 备管 理 方 法相关部门对策内 容记 录变化点管理的目视化变化点管理的方法·品质结果的记录课 内品质课要因(4M)序号变化点项目变化点对象变化点管理要领变化点管理要领标识放置设备、模具、夹具产品材料作业方法环境(高低温、灯光)分类管理标识形式人新人替岗作业新替机料法环新替机料法环新替机料法环新替机料法环新替机料法环新替机料法环变化点运营标识人员管理组织机构图缺勤人员情况A4纸面大小作业者照片将全部作业者照片粘贴在此位置,每天开班前由组长将人员情况进行确认考勤表每天开班前组长将缺勤人员照片粘贴在此位置异常处置流程异常记录A4纸面大小生产计划及变化点记录设备开动率17:50-18:5006:50-07:5016:50-17:5005:50-06:5015:40-16:4004:40-05:4014:50-15:4003:50-04:4013:40-14:4002:40-03:4012:40-13:4001:40-02:4011:00-12:0000:00-01:0010:10-11:0023:10-00:0009:00-10:0022:00-23:0008:15-09:0021:15-22:00时间生产线停止原因(变化点记录)日期月 日班次:计划产量:实际生产:节拍:所有内容需要划线粘贴进行每日填写,填写后可以擦拭,每天要有记录表各种变化。
生产车间目视化看板管理看板,就是把生产现场的生产计划、产量、质量、安全、改善、库存等信息以数据的形式直接显现在公开看板上,让所有员工清晰可见。
最原始的看板管理发端于日本,起源于丰田,现在随着信息技术的发展,很多企业用电子看板取代了纸质或木质看板,但换汤不换药,功能一点没变。
很多人奇怪,为什么不能把信息发到个人电脑上,手机上,让每一个人自己看,为什么还在使用这么“土”的看板形式?别小看这块看板,有时比任何管理措施都管用。
因为这种形式具备公开性、及时性和不得不看性(在显眼处矗立)。
譬如,车间现场员工工分看板很多企业碰到需要紧急加班赶单时,个个人人有事情,加不了班,于是经常做一些人的思想工作,甚至有些哀求,车间主任、班组长很是头疼;还不行,就索性强制全体加班,双方关系搞得很是紧张。
但是,任何事情都是有因有果的,只要弄清其中问题实质,就可找到解决办法。
有的员工怕自己做多了,被组长杀“富”济“贫”了去。
由于没有实时公开,时间久了,员工有的已经记不得具体工时数据了,尤其是别人的数据。
工时全靠班组长月底统计一下,这样容易误引起员工认为暗箱操作。
实际上,员工不愿意主动加班,很多是工时绩效制度模糊和实际绩效不公开惹的祸。
如果每天或每个项目结束后,立即将每一个参与人的工时公示在墙上,员工今天干了10个工分,颗粒归仓,明天干了12个工分,也是颗粒归仓,那他后天怎么不奋力干15个工分、17个工分,怎么不去奋力挑战高难度、高紧急项目,加班还需要你去盯吗?精益争霸。
这种干活、这种加班是主动的。
让多劳者多得,少劳者少得,恢复工作绩效本来面目,这不很好吗?笔者从事的两个企业,均在一线现场设立班组工分每天上墙制度,从以前请求员工加班,到赶员工早点回去,注意休息,方法一变,效果天壤之别。
看似无解费神的难题,一张看板就解决了,充分借助了看板的公开性和及时性。
有些数据一公开展示,会激发同事之间比一比赛一赛的竞争劲头,既利企又利民。
譬如,车间现场质量红黑榜看板产品质量问题一直是每一个企业高度关注的事情,其中很大一部分取决于生产过程控制。
生产车间目视化看板管理看板,就是把生产现场的生产计划、产量、质量、安全、改善、库存等信息以数据的形式直接显现在公开看板上,让所有员工清晰可见。
最原始的看板管理发端于日本,起源于丰田,现在随着信息技术的发展,很多企业用电子看板取代了纸质或木质看板,但换汤不换药,功能一点没变。
很多人奇怪,为什么不能把信息发到个人电脑上,手机上,让每一个人自己看,为什么还在使用这么“土”的看板形式?别小看这块看板,有时比任何管理措施都管用。
因为这种形式具备公开性、及时性和不得不看性(在显眼处矗立)。
譬如,车间现场员工工分看板很多企业碰到需要紧急加班赶单时,个个人人有事情,加不了班,于是经常做一些人的思想工作,甚至有些哀求,车间主任、班组长很是头疼;还不行,就索性强制全体加班,双方关系搞得很是紧张。
但是,任何事情都是有因有果的,只要弄清其中问题实质,就可找到解决办法。
有的员工怕自己做多了,被组长杀“富”济“贫”了去。
由于没有实时公开,时间久了,员工有的已经记不得具体工时数据了,尤其是别人的数据。
工时全靠班组长月底统计一下,这样容易误引起员工认为暗箱操作。
实际上,员工不愿意主动加班,很多是工时绩效制度模糊和实际绩效不公开惹的祸。
如果每天或每个项目结束后,立即将每一个参与人的工时公示在墙上,员工今天干了10个工分,颗粒归仓,明天干了12个工分,也是颗粒归仓,那他后天怎么不奋力干15个工分、17个工分,怎么不去奋力挑战高难度、高紧急项目,加班还需要你去盯吗?精益争霸。
这种干活、这种加班是主动的。
让多劳者多得,少劳者少得,恢复工作绩效本来面目,这不很好吗?笔者从事的两个企业,均在一线现场设立班组工分每天上墙制度,从以前请求员工加班,到赶员工早点回去,注意休息,方法一变,效果天壤之别。
看似无解费神的难题,一张看板就解决了,充分借助了看板的公开性和及时性。
有些数据一公开展示,会激发同事之间比一比赛一赛的竞争劲头,既利企又利民。
譬如,车间现场质量红黑榜看板产品质量问题一直是每一个企业高度关注的事情,其中很大一部分取决于生产过程控制。
中级经济师考试工商管理专业高频考点:丰田生产方式丰田生产方式和看板管理(一)丰田式生产管理概述最基本的理念就是从(顾客的)需求出发,杜绝浪费任何一点材料、人力、时间、空间、能量和运输等资源。
要实现彻底降低成本这一基本目标,就必须彻底杜绝过量生产以及由此而产生的在制品过量和人员过剩等各种直接浪费和间接浪费。
●准时化生产这种手段是丰田生产方式的核心。
●这种生产系统具有一种内在的动态自我完善机制,即在准时化生产的激发下,通过不断地缩小加工批量和减少在制品储备,使生产系统中的问题不断地暴露出来,使生产系统本身得到不断的完善,从而保证丰田生产的顺利进行。
具体的思想和手段包括1.准时化(具体原理见第五章第三节)准时化(JIT)和自动化(jidoka):是贯穿丰田生产方式的两大支柱。
所谓准时化JIT(Just In Time)本质是一个拉动(pull)式的生产系统,更有效率地响应了顾客所需。
基本思想是:只在需要的时刻,生产需要的数量的所需产品。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
2.自动化自动化(Jidoka)是贯穿丰田式生产管理的两大支柱之一。
自动化是丰田准时化生产体系质量保证的重要手段。
日语中的Jidoka(自动化)有两种含义:其一就是普通的自动化的意思,表示用机器来代替人工。
丰田公司强调的是Jidoka的另一个含义,即自动化缺陷控制,并将它称为带有人字旁的自动化,或具有人类判断力的自动化。
丰田公司的自动化,即自动化缺陷控制,是通过三个主要的技术手段来实现的,这就是异常情况的自动化检测、异常情况下的自动化停机、异常情况下的自动化报警。
3.标准化标准化作业是实现均衡化生产和单件生产单件传送的又一重要前提。
丰田公司的标准化作业主要是指在标准周期时间内,把每一位多技能作业员所承担的一系列的多种作业标准化。
丰田公司的标准化作业主要包括以下内容:标准周期时间、标准作业顺序、标准在制品存量,它们均用标准作业组合表来表示。