设备状态标识牌
- 格式:doc
- 大小:46.00 KB
- 文档页数:4
设备状态标志管理规程目的:建立状态标识管理规程,明示生产状态,避免失误操作,规范生产管理。
范围:本标准适用于所有生产过程状态标识和设备、物料状态标识,包括QC的仪器、设备。
责任:生产技术部、设备动力部、质量部、生产车间、仓库管理员对本规程的实施负责。
正文:1、状态标识的分类:设备状态标识、计量器具状态标识、物料状态标识、清洁状态标识、生产状态标识等。
2、设备状态标识的管理:2.1照《设备编号管理规程》对设备进行统一编号,编号应标在各设备主体及设备状态标识牌上。
每一台设备设专人管理,责任到人。
2.1主要生产设备都应在指定位置挂有设备状态标识牌。
2.1.1设备状态标识牌内容由包括设备卡、设备状态、生产状态和清洁状态四部分组成。
2.1.2设备卡:白底黑字。
内容包括:设备名称、编号、型号、责任人、启用时间。
2.1.3设备状态:2.1.3.1检修:红底黑字,表示该设备某部分或整体正在进行检修,禁止使用。
2.1.3.2 待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
2.1.3.3 运行完好:绿底黑字,表示该设备性能完好,正处于运行状态。
2.1.3.4 停用完好:绿底黑字色,表示该设备性能完好,但处于停用状态。
2.1.3.5 备用完好:绿底黑字色,表示该设备性能完好,但处于备用状态。
2.1.4生产状态:2.1.4.1产品名称、批号:表示该设备正在生产的中间产品及批号。
2.1.4.2 生产过程状态:根据中间产品生产过程所处的状态不同而设置。
2.1.5清洁状态:根据不同的清洁状态插入相应的状态标识,具体内容见面5.1。
2.1.6 除主要生产设备以外的设备都应在指定位置挂有设备状态标识,状态标识分为红色“待修”、绿色“完好”、绿色“运行”三张。
2.1.6.1待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
2.1.6.2完好:绿底黑字色,表示该设备性能完好,但处于备用状态。

特种设备标识牌标准
特种设备标识牌的标准如下:
1.标志内容应准确、醒目、明显,文字应规范、简明、易懂,符合
国家标准要求。
2.标志材质应具有防水、防污染、耐磨损、耐候性等性能要求。
3.标志颜色应符合国际、国家标准规定。
红色代表禁止、危险,黄
色代表警告,蓝色代表指令、提示,绿色代表安全、合法。
4.标志尺寸应符合规定。
具体要求如下:
●当标志尺寸不足60mm ×60mm时,不得在标志内设置图案或
文字。
文字字体大小应在10号及以上。
●当标志尺寸大于等于60mm×60mm时,可以在标志内设置图案
或文字。
文字大小应在7号及以上。
●标志的摆放位置应符合国家、行业标准规定,标志数量应符合安
全生产的要求。
在同一设备上,同一种类的标志不得重复设置。
●标志的设置应注意标志的感性知觉效果,特别是对于颜色、图案
等方面的感性影响,标志在视觉距离上也需要符合不同标志所要求的要求。
5.特种设备使用标志是对特种设备使用、维护、检验、修理等环节
进行标识的一种图形、字样或配合的标志,用来表明特种设备的种类、状态、使用要求等信息。
以上标准仅供参考,具体标准可能会因地区和具体情况而有所不同。
设备状态标识管理规定(总1页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March为明示现场设备状态,加强设备动态管理,规范生产管理,提升公司基础管理工作水平,特制订本规定。
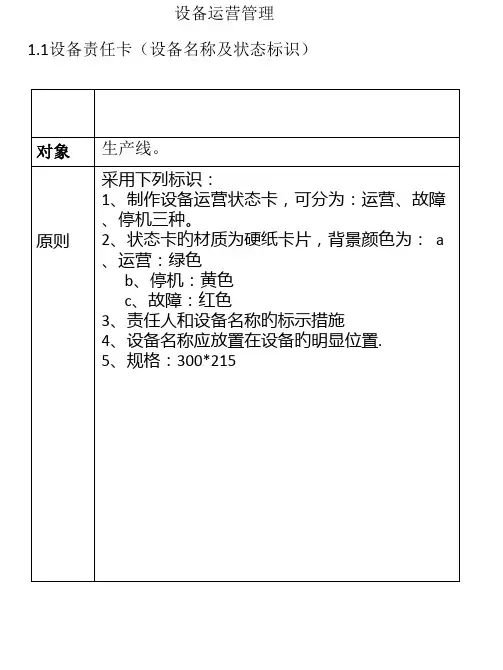
一、设备状态分类依据设备的现场生产实时情况,将现场生产设备分为“装配”、“电气”、“检验”、“试验”、“停工”等五类,并挂牌管理。
二、各类设备状况解释、标识牌式样:1)装配:所属部门装配车间,设备当前状态处于安装装配阶段,旋转至“装配”标示牌。
2)电气:所属部门电装车间,设备当前状态处于电气安装调试阶段,旋转至“电气”标示牌。
3)检验:所属部门质量管理部,设备当前状态处于检测、跑车阶段,旋转至“检验”标识牌。
4) 试验:所属部门应用所,设备当前状态处于实验调试阶段,旋转至“试验”标识牌。
5)停工:设备当前状态不能满足产品生产要求,生产任务改变或其他原因暂时不用的设备,如:待料,旋转至“停工”标识牌三、设备状态管理要求及悬挂:1)设备状态标识应在转序完成后,由上下序交接人员共同进行状态更换。
以防发生使用错误,所有的标记牌应贴挂在设备醒目处且不易脱落的位置。
车间任何人不得摘除,不得任意改变设备状态标识及位置,随意变动1次10元。
2)生产过程中操作人员必须按要求正确使用状态标识,不允许有不明状态情况存在,组长,质检员负责监督检查状态标识使用情况。
对于标识不清或标识状态与实际状态不符的,1次罚款10元。
3)所有状态标识牌由生产部物料管理员处统一保管,总装组负责登记领用悬挂,未悬挂1次罚款10元。
4)当设备发货后,负责本机床发货的班组应及时收回,放回物料管理员处,并登记归还,未登记归还1次罚款10元。
5)将设备状态标识牌丢失者1次罚款100元。
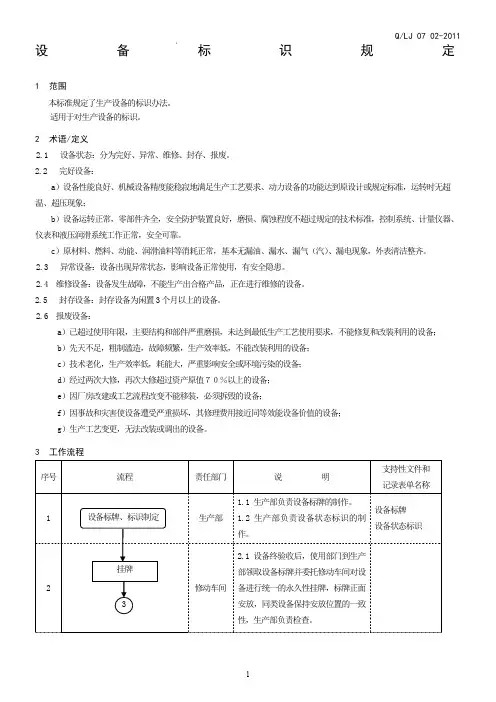
设备标识规定
1 范围
本标准规定了生产设备的标识办法。
适用于对生产设备的标识。
2 术语/定义
2.1 设备状态:分为完好、异常、维修、封存、报废。
2.2 完好设备:
a)设备性能良好、机械设备精度能稳寂地满足生产工艺要求、动力设备的功能达到原设计或规定标准,运转时无超温、超压现象;
b)设备运转正常,零部件齐全,安全防护装置良好,磨损、腐蚀程度不超过规定的技术标准,控制系统、计量仪器、仪表和液压润滑系统工作正常,安全可靠。
c)原材料、燃料、动能、润滑油料等消耗正常,基本无漏油、漏水、漏气(汽)、漏电现象,外表清洁整齐。
2.3 异常设备:设备出现异常状态,影响设备正常使用,有安全隐患。
2.4 维修设备:设备发生故障,不能生产出合格产品,正在进行维修的设备。
2.5 封存设备:封存设备为闲置3个月以上的设备。
2.6 报废设备:
a)已超过使用年限,主要结构和部件严重磨损,未达到最低生产工艺使用要求,不能修复和改装利用的设备;
b)先天不足,粗制滥造,故障频繁,生产效率低,不能改装利用的设备;
c)技术老化,生产效率低,耗能大,严重影响安全或环境污染的设备;
d)经过两次大修,再次大修超过资产原值70%以上的设备;
e)因厂房改建或工艺流程改变不能移装,必须拆毁的设备;
f)因事故和灾害使设备遭受严重损坏,其修理费用接近同等效能设备价值的设备;
g)生产工艺变更,无法改装或调出的设备。
3 工作流程
4 表单和记录
SB099 设备状态判定表SB109 生产设备状态表附录A
设备标牌
附录B 设备状态标识。
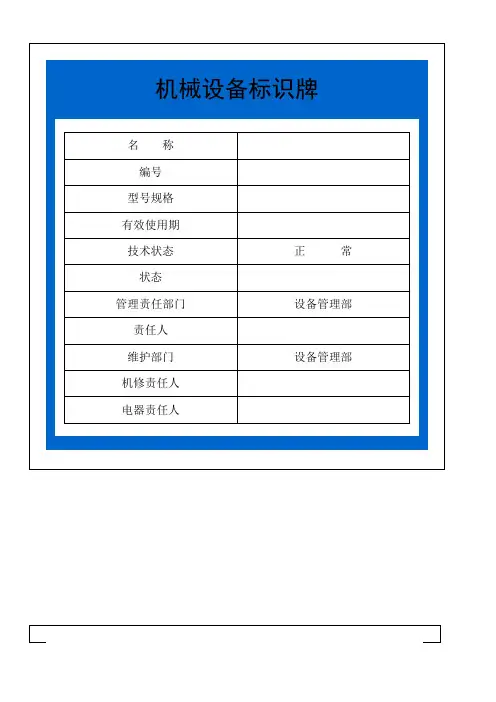
机械设备标识牌范本
1. 设备名称,标识牌上应清晰地显示设备的名称,以便用户和
维护人员准确识别设备。
2. 型号和规格,标识牌上应包含设备的型号和规格信息,这有
助于确定设备的具体型号和技术参数。
3. 制造商信息,标识牌上通常包括设备制造商的名称、地址、
联系方式等信息,以便用户在需要时能够联系到制造商。
4. 出厂日期,标识牌上应标明设备的出厂日期,这对于设备的
维护和保养具有重要的参考价值。
5. 额定功率,对于需要电力供应的机械设备,标识牌上通常包
括设备的额定功率信息,以便用户和维护人员了解设备的功率要求。
除了上述基本内容外,机械设备标识牌的范本还可以根据具体
行业的标准和要求进行定制。
例如,对于特定行业的设备,可能还
需要包括安全警示标识、防护装置说明、操作注意事项等内容。
总
的来说,机械设备标识牌的范本应当清晰、准确地反映设备的基本信息和特殊要求,以提供必要的指导和参考。
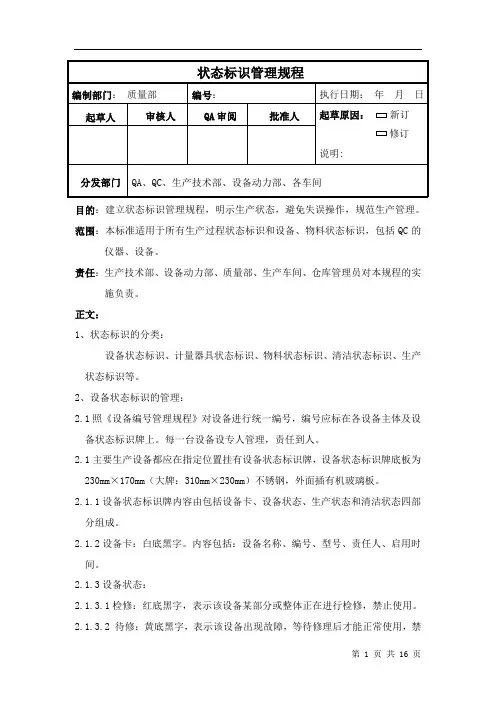
目的:建立状态标识管理规程,明示生产状态,避免失误操作,规范生产管理。
范围:本标准适用于所有生产过程状态标识和设备、物料状态标识,包括QC的仪器、设备。
责任:生产技术部、设备动力部、质量部、生产车间、仓库管理员对本规程的实施负责。
正文:1、状态标识的分类:设备状态标识、计量器具状态标识、物料状态标识、清洁状态标识、生产状态标识等。
2、设备状态标识的管理:2.1照《设备编号管理规程》对设备进行统一编号,编号应标在各设备主体及设备状态标识牌上。
每一台设备设专人管理,责任到人。
2.1主要生产设备都应在指定位置挂有设备状态标识牌,设备状态标识牌底板为230mm×170mm(大牌:310mm×230mm)不锈钢,外面插有机玻璃板。
2.1.1设备状态标识牌内容由包括设备卡、设备状态、生产状态和清洁状态四部分组成。
2.1.2设备卡:白底黑字。
内容包括:设备名称、编号、型号、责任人、启用时间。
2.1.3设备状态:2.1.3.1检修:红底黑字,表示该设备某部分或整体正在进行检修,禁止使用。
2.1.3.2 待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
2.1.3.3 运行完好:绿底黑字,表示该设备性能完好,正处于运行状态。
2.1.3.4 停用完好:绿底黑字色,表示该设备性能完好,但处于停用状态。
2.1.3.5 备用完好:绿底黑字色,表示该设备性能完好,但处于备用状态。
2.1.4生产状态:2.1.4.1产品名称、批号:表示该设备正在生产的中间产品及批号。
2.1.4.2 生产过程状态:根据中间产品生产过程所处的状态不同而设置。
2.1.5清洁状态:根据不同的清洁状态插入相应的状态标识,具体内容见面5.1。
2.1.6 除主要生产设备以外的设备都应在指定位置挂有设备状态标识,状态标识分为红色“待修”、绿色“完好”、绿色“运行”三张。
2.1.6.1待修:黄底黑字,表示该设备出现故障,等待修理后才能正常使用,禁止使用。
为明示现场设备状态,加强设备动态管理,规范生产管理,提升公司基础管理工作水平,特制订本规定。
一、设备状态分类
依据设备的现场生产实时情况,将现场生产设备分为“装配”、“电气”、“检验”、“试验”、“停工”等五类,并挂牌管理。
二、各类设备状况解释、标识牌式样:
1)装配:所属部门装配车间,设备当前状态处于安装装配阶段,旋转至“装配”标示牌。
2)电气:所属部门电装车间,设备当前状态处于电气安装调试阶段,旋转至“电气”标示牌。
3)检验:所属部门质量管理部,设备当前状态处于检测、跑车阶段,旋转至“检验”标识牌。
4) 试验:所属部门应用所,设备当前状态处于实验调试阶段,旋转至“试验”标识牌。
5)停工:设备当前状态不能满足产品生产要求,生产任务改变或其他原因暂时不用的设备,如:待料,旋转至“停工”标识牌
三、设备状态管理要求及悬挂:
1)设备状态标识应在转序完成后,由上下序交接人员共同进行状态更换。
以防发生使用错误,所有的标记牌应贴挂在设备醒目处且不易脱落的位置。
车间任何人不得摘除,不得任意改变设备状态标识及位置,随意变动1次10元。
2)生产过程中操作人员必须按要求正确使用状态标识,不允许有不明状态情况存在,组长,质检
员负责监督检查状态标识使用情况。
对于标识不清或标识状态与实际状态不符的,1次罚款10元。
3)所有状态标识牌由生产部物料管理员处统一保管,总装组负责登记领用悬挂,未悬挂1次罚款10元。
4)当设备发货后,负责本机床发货的班组应及时收回,放回物料管理员处,并登记归还,未登记归还1次罚款10元。
5)将设备状态标识牌丢失者1次罚款100元。