IE生产效率管理和人员计算
- 格式:ppt
- 大小:495.00 KB
- 文档页数:24

ie标准工时人力计算摘要:一、引言1.1 人力资源管理的重要性1.2 IE 标准工时人力计算的作用和意义二、IE 标准工时人力计算的定义和原理2.1 IE 标准工时的定义2.2 人力计算的原理三、IE 标准工时人力计算的方法和步骤3.1 工作分解结构(WBS)分析3.2 制定标准作业时间3.3 计算人力需求3.4 调整和优化四、IE 标准工时人力计算在企业中的应用4.1 人力资源规划4.2 人力成本控制4.3 提高生产效率五、IE 标准工时人力计算的优点和局限性5.1 优点5.2 局限性六、结论6.1 对企业的意义6.2 发展趋势正文:一、引言1.1 人力资源管理的重要性随着市场经济的发展,企业之间的竞争越来越激烈,人力资源作为企业最重要的核心资源之一,其管理水平直接影响到企业的生产效率和竞争力。
有效的人力资源管理,可以提高员工的工作积极性,降低人力成本,提高生产效率,从而增强企业的市场竞争力。
1.2 IE 标准工时人力计算的作用和意义IE 标准工时人力计算,是指通过对企业生产过程中各项任务进行分析,制定出标准作业时间,进而计算出企业所需的人力。
这种方法可以帮助企业合理规划和配置人力资源,提高生产效率,降低人力成本,对提高企业的竞争力具有重要的作用。
二、IE 标准工时人力计算的定义和原理2.1 IE 标准工时的定义IE 标准工时,即工业工程标准工时,是指在一定生产条件下,完成某一项工作所需的标准时间。
2.2 人力计算的原理人力计算的原理是通过对生产过程中各项任务的工作量进行量化,然后根据标准工时,计算出所需的人力。
其公式为人力需求=工作量/标准工时。
三、IE 标准工时人力计算的方法和步骤3.1 工作分解结构(WBS)分析WBS 分析是将一项工作分解成若干个可操作的任务,并对这些任务进行分类和编码,以便于后续的工时计算。
3.2 制定标准作业时间制定标准作业时间,需要对每个任务进行实地观察和测量,以确定完成该任务所需的时间。

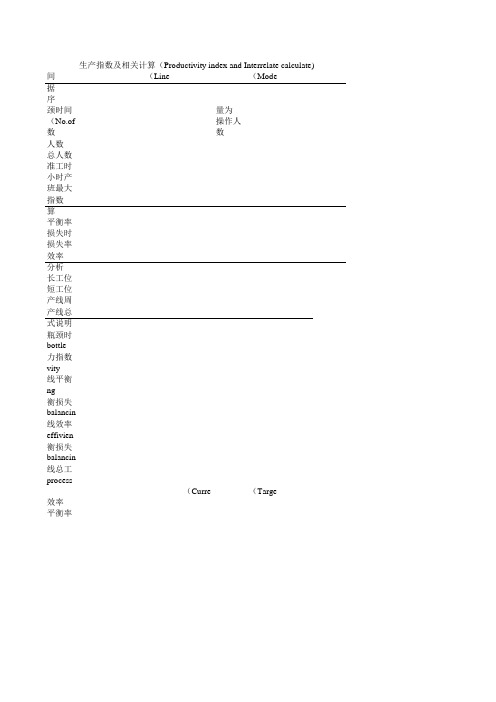
生产指数及相关计算(Productivity index and Interrelate calculate)生产车间(Pro.Plant):拉别(Line Lo.):总装D型号(Model No.):R201TII生产数据(Production Data):瓶颈工序(Bottle-neck process):装接线端子当前瓶颈时间(present bottle-neek time)=9.99s实际测量为 (Actual measure time)=8.92s工序数(No.of process)=27生产线操作人数不清(No.of operaror)=33persons组长人数(No.of line leader)=1person助拉人数(Assistant line leader)=1person物料员人数(No.of material handler)=1person生产线总人数(Total worker of one production line)=36person当前标准工时总和(Present total standard time)=238.66s当前每小时产量(Present output per hour)=360pcs当前每班最大产量(Present max.output per shift)=2880pcs生产力指数(Productivity Index)=10(pcs/person/hr.)相关计算(Interrelate calcuate):生产线平衡率(Balancing rate)=不平衡损失时间(No balancing loss time)=不平衡损失率(No balancing loss rate)=生产线效率(Line efficiency)=生产线分析(Analysis production line)当前最长工位时间(Present max.staion′s cycle time)=当前最短工位时间(Present min.staion′s cycle time)=当前生产线周期(Present cycle time of pro.line)=当前生产线总工时(Present total process time)=计算工式说明(Explain of calculate formula)1.当前瓶颈时间=3600÷当前每小时产量:present bottle-neck time=3600÷Present output per hour2.生产力指数=当前每小时产量÷生产线总人数Productivity Index=Present output per hour÷Total worker of one production line3.生产线平衡率=(当前标准工时总和÷(瓶颈时间×生产线操作人数))×100%Balancing rate=(Present total standard time÷(bottle-neck time×No.of operaror))×100%4.不平衡损失时间=(瓶颈时间×生产线总人数)-当前标准工时总和No balancing loss time=(bottle-neck time×Total worker of one production line)-Present total standard time5.生产线效率=((每小时产量×标准工时总和)÷(生产线总人数×3600×生产线平衡率))×100% Lime effiviency=((output per hour×Present total standard time÷(Total worker of one production line×3600×Balanc6.不平衡损失率=1-生产线效率No balancing loss rate=1-Line efficiency7.生产线总工时=瓶颈时间×生产线操作人数Total process time=bottle-neck time×No.of operaror现况(Current)目标(Target)生产线效率(Productivity Index):生产线平衡率( Line balancing rate):率))×100%Balancing rate))×100%。

IE分析⽅法和常⽤计算公式⼀.流⽔线优化部分:1.输送带的pitch 时间 = 整⽇的上班时间/⽇产量*(1+不良率)2.输送带的速度 = 记号间隔距离 /输送带的pitch 时间3.⽇产量 = 整⽇的上班时间/实际际cycle 时间(瓶颈站的作业时间)4.效率 = 投⼊cycle 时间/实际cycle 时间 = 第⼀站的作业时间/最后⼀站5.的作业时间(当然也可⽤瓶颈站的作业时间来算, 不过观察最后⼀站总是较简单、实际)6.在流⽔线上的在制品数量就= ( 最后⼀站的作业时间 - 第⼀站的作业时间 ) * (整⽇的上班时间/最后⼀站的作业时间)7. 稼动率 = 在作业的时间 / 整⽇的上班时间(所谓稼动就是流⽔线上有效的⼯作)⼆.流⽔线设计部分: 1.先求节拍时间 C= 2.⼯站理论值 N=3.评价流⽔线效率=4.选择作业分配原则:A 按后续作业量的多少来安排作业(第⼀规则遇到问题时采⽤第⼆规则)B 按作业时间最长安排作业(若作业最长时间相同,任选其⼀安排作业) 三.⽣产线平衡部分:1.⽣产线平衡率=各⼯序时间总和/(⼈数×CT )×100%=∑ti /(⼈数×CT )×100%2.⽣产线平衡损失率=1-⽣产线平衡率 3、⽣产线平衡改善的⽅法⼯时长的⼯序的改善⽅法:A .细分作业内容,将⼀部分作业转移⾄其他⼯序B .改善作业本⾝C .谋求⼯序机械化D .通过改良,增⼤机器的运作能⼒E .增加作业⼈数F .调配经验丰富,作业技能⾼的熟练作业⼈员G .“瓶颈”⼯序能⼒不⾜的部分,利⽤加班完成,或⽤其他⽅法完成⼯时短的⼯序的改善⽅法:A .细分作业内容,将作业转移⾄其他⼯序,取消该⼯序B .从其他⼯序转移来部分作业内容,增加作业量C .将同是作业⼯时短的⼯序合并起来D .在不影响后⼯序的前提下,采⽤继续集中作业⽅式 4、⽣产线平衡分析步骤决定分析对象和要达到的⽬标取得相关⼈员的理解和帮助分解各⼯序的作业单元测定每个作业单元的时间实际修正测定⼯时求出每个线点时间作成线点运⾏表每天的⽣产时间每天的计划产量完成作业所需的时间总量 T 节拍 C 完成作业所需的时间总量 T实际⼯站数⽬N ×节拍C对⽣产中的⽣产线进⾏分析时,依下述步骤进⾏:1)对⽣产线的各⼯程顺序(作业单位)予认定,并填⼊⽣产流动平衡表中2)测算各⼯序实质作业时间以DM (Decimal Minute )为单位记⼊平衡表内(1⼈实质时间栏)注:1DM=分=秒3)清点各⼯序作业⼈数,并记⼊⼈员栏内4)1⼈实质作业时间÷⼈数 = 分配时间,记⼊时间栏5)依此分配时间划出柱状图或曲线图6)在分配的实质时间最⾼的这⼀⼯序顶点横向划⼀条点线7)计算不平衡损失上⾯斜线部分的总和即为不平衡损失的总和 T (Lose )=Σ|Tm -Ti|不平衡损失=(最⾼的DM×合计⼈数)-(各⼯序时间的合计)如下图8)⽣产线平衡率⽣产线平衡率=—————————————— 9)⽣产线不平衡损失率=1-⽣产线平衡率10)如使⽤输送带之动⼒传送,则应计算输送带的流动速度(M/时间单位)称为节拍时间,符号TC 。
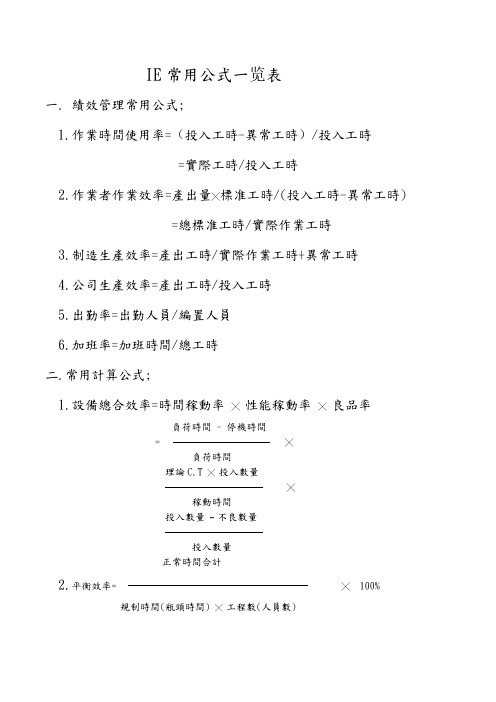
IE常用公式一览表
一. 績效管理常用公式;
1.作業時間使用率=(投入工時-異常工時)/投入工時
=實際工時/投入工時
2.作業者作業效率=產出量╳標准工時/(投入工時-異常工時)
=總標准工時/實際作業工時
3.制造生產效率=產出工時/實際作業工時+異常工時
4.公司生產效率=產出工時/投入工時
5.出勤率=出勤人員/編置人員
6.加班率=加班時間/總工時
二.常用計算公式;
1.設備總合效率=時間稼動率╳性能稼動率╳良品率
負荷時間- 停機時間
= ╳
負荷時間
理論C.T ╳投入數量
╳
稼動時間
投入數量–不良數量
投入數量
正常時間合計
2.平衡效率= ╳100%
規制時間(瓶頭時間) ╳工程數(人員數)
1.时间利用率
总投入时间
2.作业效率
总实际工时
标准产出实际人数
实际作业时间内之效率指针
3.生产效率
生产效率= 作业效率x 时间利用率
标准产出实际人力
总投入时间
总投入时间内之效率指针(含除外工时在内)
1.生产线平衡率
T1+T2+T3+…+T n
n.T m a x
T m a x﹕瓶颈工时
2.平衡率提升途径
1.合并
2.重排
3.取消
4.简化。
精益生产方式之现场IE简介现场IE(Industrial Engineering)是精益生产方式中的重要环节,它通过对现场生产过程进行优化和改进,实现生产效率的提升和生产成本的降低。
本文将介绍现场IE的概念、核心原则和常用工具,以及其在精益生产方式中的作用和重要性。
概念现场IE是指运用工程原理和技术分析现场生产过程,通过优化和改进,实现效率提升和成本降低的一种管理方法。
它主要关注如何提高生产效率和质量,通过科学的方法来优化生产流程,降低浪费,提高资源利用率,从而达到提高生产效率和降低成本的目标。
核心原则1.流程优化:现场IE通过分析生产流程中的瓶颈和浪费,找出并降低流程中的非价值增加环节,以提高生产效率和降低成本。
2.现场改善活动:现场IE倡导员工参与现场改善活动,通过团队合作和持续改进,不断推动生产过程的优化和提升。
3.数据驱动决策:现场IE注重通过数据分析和绩效指标来评估生产过程的效率和质量,基于数据驱动的决策来指导持续改进的方向和重点。
4.标准化工作:现场IE强调制定和实施标准化工作方法和程序,以确保生产过程的稳定性和可重复性,提高生产效率和质量。
常用工具1.工作站布局:通过优化工作站的布局来减少员工的移动时间和距离,提高工作效率。
2.流程图和价值流图:通过制作流程图和价值流图来分析生产流程中的瓶颈和浪费,寻找优化的方向。
3.作业分析和方法改进:通过对工作过程进行分析和改进,提高工作效率和质量。
4.5S管理:通过整理、整顿、清扫、清洁和纪律等步骤,创造一个干净整洁、高效有序的工作环境,提高工作效率和安全性。
5.Kaizen活动:通过持续改进活动来寻找问题和机会,进行现场改善,提高生产效率和质量。
现场IE在精益生产中的作用和重要性现场IE在精益生产方式中起到至关重要的作用。
它通过优化生产流程,降低浪费,提高资源利用率,实现生产效率的提升和成本的降低。
以下是现场IE在精益生产中的几个重要作用:1.提高生产效率:通过消除瓶颈和浪费,优化生产流程和工作方法,提高生产效率和产出。
美国质量管理权威朱兰博士说:“美国值得向全世界夸耀的东西就是IE,美国之所以打胜第一次世界大战,又有打胜第二次世界大战的力量,就是美国有IE”。
于是国内一些企业也慢慢开始引入IE,一些大学也陆续开办IE专业,但不可否认的是IE目前在企业中还处于摸索的初期阶段,在实际的工作中企业管理者和IE从业者经常会被困扰:IE在企业中如何扮演好自己的角色?具体从哪些方面开展工作?怎样在最短的时间内创造价值?一个企业,销售是灵魂,生产是王,IE是医生.没有销售的企业,是一副没有任何意义的“空壳";不把生产放到王者的地位,会阴阳失调;有了销售而且把生产放到王者的地位,但一身疾病,也是“壮志未酬身先死,空留遗憾在人间”。
我总结出一个IE在企业的职责,就如同一个医生的角色:先是望、闻、切、问找出病因(建立生产力评价系统),其次是根据病理对症下药(生产力改善、成本改善),接着就是做好预防疾病的保健工作(标准化与持续改善):第一、建立客观严谨的生产力评价系统客观严谨的生产力评价系统是企业最重要的基础数据,这些基础数据就好比一座大厦的根基,如果根基扎实,则万丈高楼平地起;如果根基不稳,则大厦将倾,毁于一旦。
一般评估一个生产力系统有如下主要指标:1。
生产效率.即总标准工时与总投入人时的比值,计算公式为:生产效率=∑产量*标准工时/总投入人时。
其中标准工时是生产效率中非常关键的参数,它不仅关系到生产效率的计算,同时也关系到PMC部门排单(一个准确的生产计划应根据标准工时而来),甚而至于关系到员工的工资(如计件制和奖工制都是以标准工时作为基础).那怎样才算是合理的标准工时呢?恐怕这是很多企业主和员工最关心和最质疑的。
准确的标准工时常用的制定方法有两种:秒表测时法和预定时间标准法(PTS)。
对于周期时间长的工种一般采用秒表测时法,对于周期时间短的工种一般采用MOD法,如1秒以内的作业。
我总结出一个合理的标准工时系统应具备2个方面的因素:<1〉IE的专业技能:能否熟练应用“人机配合分析”、“动作分析"、“MOD法”等IE技巧。
IE标准工时管理办法1.总则1.1.制定目的为规范本公司标准工时之制定与管理,方便生产效率之计算,特制定本办法。
1.2.适用范围本公司产品作业标准工时之测定、制定、修改等,均适用本办法。
1.3.权责单位1)生技部负责本办法制定、修改、废止之起草工作。
2)总经理负责本办法制定、修改、废止之核准。
2.标准工时管理规定2.1.定义2.1.1.标准工时某一加工工序,在标准的作业条件下,中等熟练之作业人员以正常之努力,完成一件工作的时间,称为标准工时,单位为分、人/件(或秒、人/件、小时、人/件)。
2.1.2.标准产量某一加工工序,在标准的作业条件下,中等熟练之人员以正常之努力,在一个工作日内(一般为8小时),可以加工完成的产品数量,称为标准产量,单位为件。
2.1.3.标准工时与标准产量的关系标准产量=标准工时*标准人数*每日工作时间2.1.4.宽裕时间、宽裕率1)为了执行所定之作业,必要的、不可避免的耽误时间,称为宽裕时间。
2)在本公司管理现状下,完成作业所必要的不可避免的耽误时间,称为管理宽裕,如工装夹具之安装、整理整顿等。
3)为恢复疲劳所必要之耽误时间称为疲劳宽裕。
4)因人类生理需要必要之耽误时间称为生理宽裕,如喝水、上洗手间等。
5)计算公式管理宽裕率=管理宽裕时间/实际时间*100%生理宽裕率=生理宽裕时间/实际时间*100%疲劳宽裕率=疲劳宽裕时间/实际时间*100%宽裕时间=管理宽裕时间+生理宽裕时间+疲劳宽裕时间宽裕率=宽裕时间/实际时间*100%=管理宽裕率+生理宽裕率+疲劳宽裕率6)评核系数测试实际作业时间时,参照之作业人员,其劳动熟练程度与中等熟练工人之比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
2.2.标准工时的测算方法2.2.1.作业时间测算1)新产品小批试制是生技部工艺人员持秒表在作业现场对每一工序作业时间进行实际测算。
2)应选择生产较为顺畅时进行测算,并连续测试20个以上的周期时间。