电火花穿孔成型加工
- 格式:doc
- 大小:50.00 KB
- 文档页数:3
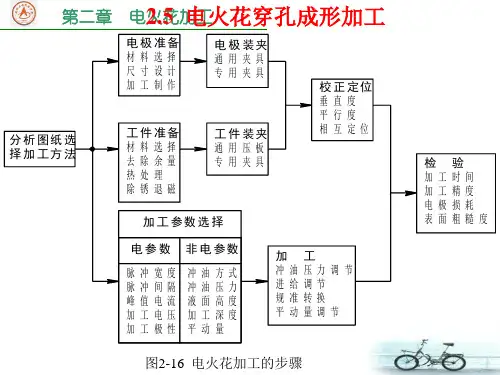
电火花加工主要是由三个部分组成的,一个是电火花加工准备工作、一个是电火花加工、一个是电火花加工检验工作。
其中,电火花加工可以加工通孔和盲孔,前者被称为电火花穿孔加工,后者被称为电火花成形加工。
他们不仅名称不同,加工工艺方法上也有所区别,下面我们就来具体介绍一下。
一、电火花穿孔加工方法凹模的尺寸精度主要依靠的是工具电极来保证的,因此,对工具电极的精度和表面粗糙度都会有一定的要求。
因此,只要工具电极的尺寸精确,用它加工出的凹模尺寸也是比较精确的。
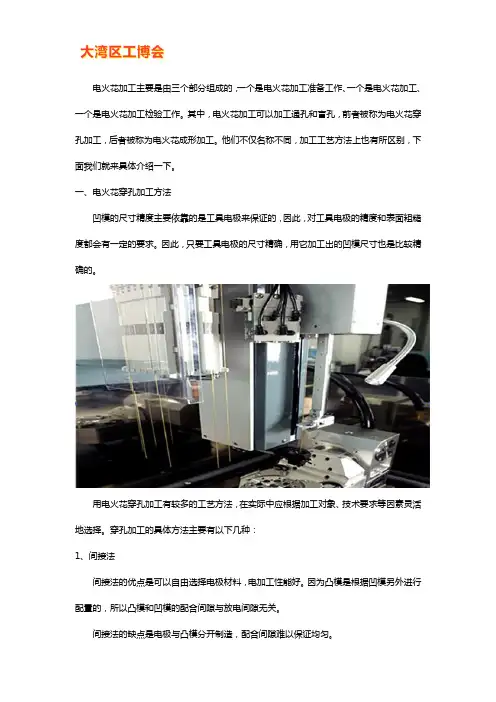
用电火花穿孔加工有较多的工艺方法,在实际中应根据加工对象、技术要求等因素灵活地选择。
穿孔加工的具体方法主要有以下几种:1、间接法间接法的优点是可以自由选择电极材料,电加工性能好。
因为凸模是根据凹模另外进行配置的,所以凸模和凹模的配合间隙与放电间隙无关。
间接法的缺点是电极与凸模分开制造,配合间隙难以保证均匀。
2、直接法直接法的优点是可以获得均匀的配合间隙、模具质量高。
无须另外制作电极。
无须修配工作,生产率较高。
直接法的缺点是不能自由选择,工具电极和工件都是磁性材料,易产生磁性,电蚀下来的金属屑可能被吸附在电极放电间隙的磁场中而形成不稳定的二次放电,使加工过程不稳定,故电火花加工性能较差。
电极和冲头连在一起,尺寸较长,磨削时比较困难。
3、混合法混合法的特点是可以自由选择电极材料,电加工性能好。
无须另外制作电极。
无须修配工作,生产率较高。
二、电火花成形加工方法1、单工具电极直接成型法单工具电极直接成型法是指采用同一个工具电极完成模具型腔的粗、中及精加工。
2、多电极更换法多电极更换法是指根据一个型腔在粗、中、精加工中放电间隙各不相同的特点,采用几个不同尺寸的工具电极完成一个型腔的粗、中、精加工。
3、分解电极加工法分解电极加工法时根据型腔的几何形状,把电极分解为主型腔电极和副型腔电极,分别制造。
先用主型腔电极加工出主型腔,后用副型腔电极加工尖角、窄封等部位的副型腔。
电火花穿孔成形加工评价电火花穿孔成形加工是一种常见的金属加工方法,它利用电火花的高温和高能量,通过电火花放电的方式将金属材料局部熔化并排出,从而实现零件的加工。
在实际应用中,电火花穿孔成形加工具有许多优点和一些局限性,下面将对其进行评价。
电火花穿孔成形加工具有较高的加工精度。
由于电火花放电的能量高,可以实现对金属材料的非常精细的加工。
因此,电火花穿孔成形加工常被用于加工精密零件,如模具等。
同时,电火花穿孔成形加工还可以在硬质材料上进行加工,如钢材等,这也是其它加工方法无法比拟的优势之一。
电火花穿孔成形加工具有较好的加工效率。
由于电火花放电的瞬间能量非常高,因此可以在很短的时间内完成加工过程。
这对于一些需要高效率加工的场合非常有用,可以有效提高生产效率。
此外,电火花穿孔成形加工还可以实现多孔加工,即一次穿孔可以实现多个孔的加工,进一步提高了加工效率。
然而,电火花穿孔成形加工也存在一些局限性。
首先,由于电火花放电过程中会产生大量的废渣,因此需要进行清理,增加了工艺复杂度和生产成本。
其次,电火花穿孔成形加工对材料的要求较高,一些低导电性的材料难以进行穿孔加工。
此外,由于电火花放电产生的高温容易引起材料变形和烧伤等问题,因此需要严格控制加工参数。
针对以上评价,可以得出结论:电火花穿孔成形加工具有高精度和高效率的优点,适用于加工精密零件和硬质材料。
然而,它也存在工艺复杂、对材料要求高以及加工参数控制难度较大等局限性。
因此,在实际应用中,需要综合考虑加工要求和工艺条件,选择合适的加工方法。
电火花穿孔成形加工是一种具有一定优点和局限性的金属加工方法。
在实际应用中,需要根据具体情况进行评估和选择,以实现最佳的加工效果。
希望通过本文的评价,读者能对电火花穿孔成形加工有更深入的了解。
特种加工电火花穿孔成形加工(苏州科技学院机电系)班级:机械0811姓名:* *学号:**********电火花穿孔成形加工1、背景进入20世纪50年代后,随着市场发展和科学实验的需要,很多工业部门,尤其是国防工业部门,要求尖端科学技术产品向高精度、高速度、高温、高压、大功率、小型化等方向发展,它们所需要的材料愈来愈难加工,零件愈来愈复杂,加工精度、表面粗糙度和某些特殊要求也愈来愈高。
由于传统的切削加工很难满足这些要求,因此,人们开始探索其它能量的加工方法,如电、化学、光、声等。
特种加工也就是在这种情况下产生了。
2、特种加工的涵义特种加工是区别于传统的切削加工的新型加工方法。
它主要不是依靠机械能、切削力进行加工,而是用软的东西(甚至不用刀具)加工硬的工件,可以加工各种难加工材料、复杂表面和某些特殊要求的零件。
像电火花加工、电化学加工、激光加工、超声加工、快速成形加工等都属于特种加工方法。
早在20世纪50年代中期,我国就已经研制出电火花穿孔、电火花表面强化等机床。
到今天,我国的电火花应用技术已经相当成熟,而且也扩展到了更多的材料加工领域,像电火花穿孔成形加工、电火花切割加工等。
3、电火花加工的原理及特点电火花加工基于电火花腐蚀原理,是在工具电极与工件电极相互靠近时,极间形成脉冲性火花放电,在电火花通道中产生瞬时高温,使金属局部熔化,甚至气化,从而将金属蚀除下来。
图1 电火花加工原理图电火花加工过程大致可分为四个阶段:(1) 极间介质的电离、击穿,形成放电通道(如图2(a)所示);(2) 电极材料的熔化、气化热膨胀(如图2 (b)、(c)所示);(3) 电极材料的抛出(如图2 (d)所示);(4) 极间介质的消电离(如图2 (e)所示)。
图2 电火花加工过程3.1 电火花加工条件进行电火花加工必须具备三个条件:(1) 必须采用脉冲电源;(2) 必须采用自动进给调节装置,以保持工具电极与工件电极间微小的放电间隙;(3) 火花放电必须在具有一定绝缘强度(10~107Ω•m)的液体介质中进行。
电火花的加工方法电火花加工是一种常见的金属加工技术,它通过放电产生的高温和高能量来去除材料表面的金属层,从而形成所需的结构和形状。
电火花加工主要适用于硬度高、脆性大且难以加工的材料,比如硬质合金、陶瓷、高速钢等。
下面将详细介绍电火花加工的原理和操作方法。
一、电火花加工的原理电火花加工的原理是利用脉冲电流在工作液和工作电极间产生的电火花,通过放电的高温瞬间熔化金属,并通过工作液中的冷却和冲击作用将熔化金属排除,实现材料的加工。
电火花加工的主要过程包括穿孔、切割和磨削三个过程:1. 穿孔过程:在工作电极和工作液之间应用电压,形成电火花,使材料表面发生高温和高压的电脉冲,从而产生孔洞。
2. 切割过程:通过控制电脉冲的频率和工作台的移动速度,使电火花在材料表面连续发生,从而将材料切割成所需的形状。
3. 磨削过程:利用电火花的高温和高能量,使加工表面发生融化、氧化和脱层等现象,从而实现磨削效果。
二、电火花加工的操作方法电火花加工的操作方法主要包括设备准备、参数设置、加工操作等步骤:1. 设备准备:首先需要准备好电火花加工机床和相关的工作液。
机床主要包括电源、工作台、工作电极等组成部分,而工作液则是用于冷却和冲击切割区域的介质,例如蜡、油等。
同时,还需要根据加工材料的性质选择适当的工作电极和工作液。
2. 参数设置:根据材料的性质和加工要求,设置适当的加工参数,包括脉宽、频率、电压、放电电流、冲击时间等。
这些参数的选择直接影响到加工效果和质量,需要根据实际情况进行调试和优化。
3. 加工操作:首先将需要加工的材料固定在工作台上,调整工作电极和工作台的相对位置,使电火花能够正常放电。
然后根据设定的参数进行加工操作,控制放电时间和放电能量,使电火花在材料表面均匀地进行放电和冲击。
同时,需要及时调整工作液的温度和流量,以保证加工过程中的冷却和冲击效果。
4. 检查和清洁:加工完成后,需要对加工件进行检查和清洁。
检查加工质量是否符合要求,是否有瑕疵和缺陷等。
2 电火花成型加工技术2.1 电火花加工原理和特点一、原理电火花加工时,脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。
工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0.01~0.05mm)。
当脉冲电压加到两极之间,便将当时条件下极间最近点的液体介质击穿,形成放电通道。
由于通道的截面积很小,放电时间极短,致使能量高度集中(10~107W/mm),放电区域产生的瞬时高温足以使材料熔化甚至蒸发,以致形成一个小凹坑。
第一次脉冲放电结束之后,经过很短的间隔时间,第二个脉冲又在另一极间最近点击穿放电。
如此周而复始高频率地循环下去,工具电极不断地向工件进给,它的形状最终就复制在工件上,形成所需要的加工表面。
与此同时,总能量的一小部分也释放到工具电极上,从而造成工具损耗。
从上看出,进行电火花加工必须具备三个条件:必须采用脉冲电源;必须采用自动进给调节装置,以保持工具电极与工件电极间微小的放电间隙;火花放电必须在具有一定绝缘强度(10~107Ω ·m)的液体介质中进行。
二、电火花常用基本符号1、放电间隙:放电间隙指加工时工具和工件之间产生火花放电的一层距离间隙。
在加工过程中,则称为加工间隙S,它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加工时则较小。
加工间隙又可分为端面间隙SF 和侧面间隙SL2、脉冲宽度ti(μs):脉冲宽度简称脉宽,它是加到工具和工件上放电间隙两端的电压脉冲的持续时间(见图)为了防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。
粗加工可用较大的脉宽ti>100μs,精加工时只能用较少的脉宽ti<50μs。
3、脉冲间隔to(μs):脉冲间隔简称脉间或间隔,也称脉冲停歇时间。
它是两个电压脉冲之间的间隔时间。
间隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生电弧放电,烧伤工具和工件;脉间选得过长,将降低加工生产率。
第五章电火花穿孔加工技术本章目的:(1)理解电火花穿孔加工的工作原理。
(2)机床的结构与各部分作用。
(3)熟悉电火花穿孔加工的工艺方法。
在机械制造业中,内表面的加工与外表面的加工比较困难的,尤其是微孔、孔系、深孔、小孔的加工以及在超硬材料材料上的孔加工,一直是加工工艺上难以解决的问题。
因为使用普通的金属切削加工是难以完成它们的加工的。
根据电火花加工的特点,由于在加工的过程没有宏观作用力的产生,电极不受其刚性限制等特点,利用电火花进行微孔、孔系、深孔、小孔的加工以及在超硬材料材料上的孔加工,是首选的加工手段,下面就该加工技术的原理和方法进行介绍。
第一节电火花穿孔加工的原理电火花穿孔加工是遵循电火花成型加工的原理进行的。
由于小孔、深孔的加工工艺难度主要表现在加工过程中电蚀物排除困难,为了解决这一困难,电火花穿孔加工必须采用特殊的工艺手段,如图5.1所示。
(1)为了解决电蚀物排除问题,必须加强工作液的循环,使用了中空管状电极,通入高压高速流动的工作液。
(2)电极在加工过程中作匀速旋转,以电极端面损耗均匀,通过消除电火花加工时电极振颤带来的影响。
(3)电极在伺服系统的作用下,以高于成形加工技术的速度,进行轴向进给运动。
由于高压高速工作液能迅速将电蚀物排出加工区域,从而为加大电火花加工的蚀除速度创造了有利条件。
因此电火花穿孔加工的速度大大高于电火花成型加工,一般情况下的蚀除速度为20~60 mm/min,比机械钻孔加工快许多。
该方法特别适合于直径在ϕ0.3~ϕ3 mm的小孔加工;而且其深径可达300∶1。
第二节电火花穿孔加工机床一、电火花穿孔加工机床的结构1.电火花穿孔加工机床的结构电火花高速穿孔加工机床主要由主轴、旋转头、坐标工作台、机床电控系统和高压工作液循环等系统组成。
如图5.1所示。
图5.1 电火花高速穿孔加工机床2.电火花高速穿孔机床的工作原理电火花高速穿孔加工机床,是利用空心管状电极在工作过程中的旋转和在伺服电控系统的作用下,提高加工速度,均匀电极磨损的高速穿孔加工机床,如图5.2所示。
1.简述数控电火花成型加工的基本原理。
答:火花放电时,火花通道瞬时时产生大量的热,以致使电极表面的金属局部熔化甚至汽化而被蚀除下来,已使零件的尺寸、形状和表面质量达到预定要求的加工方法。
2.简述电火花成型加工机床的分类方法。
答:电火花成型机床的分类方法:电火花放电加工按工具电极和工件的互相运动关系不同可以分为电火花穿孔成型加工、电火花线切割、电火花磨削、电火花展成加工、电火花表面强化和电火花刻字。
3.电火花成型机床有那几部分组成?电火花线切割加工机床有那几部分组成?答:电火花成形机床的组成部分有:床身、立柱、工作台及轴头等主机部分;液压泵、过滤器、各种控制阀、管道等工作液循环过滤系统;脉冲电源、伺服进给系统和其他电气系统等电源箱部分。
电火花线切割加工机床由机床机械部分、脉冲电源、控制系统、工作液循环系统和机床附件等部件组成。
4.什么是电火花加工过程中的极性效应?加工时如何正确选择加工极性?答:电火花加工过程中的极性效应是:正负电极表面分别受到负电子和正离子的轰击和瞬时热源的作用,在两极表面分配到的能量不一样,因而熔化,汽化抛出的电蚀量液就不一样,电子的质量和惯性较小,容易获得很高的速度和加速度,在击穿放电的初始阶段只有小部分正离子由于质量和惯性较大,容易获得很高的速度和加速度,在击穿放电的初始阶段就有大量的电子奔向正极,把能量传递给正极表面,使正极材料迅速熔化和汽化,而正离子由于质量和惯性大,启动和加速度较慢,在击穿放电的初始阶段只有少部分正离子来得及到达负极表面并传递能量。
选择加工极性,在用短脉冲加工时,正极材料的蚀出速度大于负极材料的蚀出速度,这时工件应该接正极;在用长脉冲加工时,质量和惯性大的正离子将有足够的时间加速,到达并轰击负极表面,由于正离子的质量大,对负极表面的轰击破坏作用强,采用长脉冲时负极的蚀出速度要比正极大,这时工件接负极。
5.电火花成型加工的主要工艺参数有那些?答:电火花成型加工的主要参数有:极性的选择、电规准电参数、工作液、工件、电极材料、放电间隙等因素。
电火花穿孔加工的工作原理
电火花穿孔加工是一种利用电火花放电进行金属加工的方法。
其工作原理如下:
1. 加工电极选择:电火花放电是通过两个电极之间形成的一个导电通道进行的。
通常情况下,钼丝电极做为阳极,与被加工材料作为阴极。
2. 电荷积聚:在电极之间施加电压,阴极上的电荷开始积聚。
3. 放电开始:当电荷积聚到一定程度时,电荷会从阴极开始以极快的速度向阳极放电,形成一道电火花。
4. 快速熔化和蒸发:电火花的高温和高能量使得被加工材料的表面迅速熔化和蒸发。
5. 冲击冷却效应:在电火花放电过程中,电流瞬间流过放电通道,产生强烈的冲击冷却效应,使被加工材料快速冷却和固化。
6. 重复放电:在短时间内反复进行放电,使得被加工材料表面形成一个连续的通道。
7. 沉降切削:被加工材料的表面形成了一个连续的通道后,通过机械装置逐渐移动电极,使通道逐渐向下沉降。
同时,通过冲洗液冷却放电电极并清除蒸发的
材料颗粒。
通过上述过程,电火花穿孔加工可以实现对金属材料的高精度加工,适用于硬度高、可塑性差、难以通过传统机械加工方法加工的材料。
电火花穿孔成型加工
主要用途及适用范围
高速电火花穿孔机采用电极管(黄铜管、紫铜管)作为工具电极利用电火花放电蚀除原理,在电极(空心铜管)与工作之间施加高频脉冲电源形成小脉宽,大峰值电流的放电加工,辅以高压水冷却排渣,使工件的蚀除速度大加快,特别适用于在不锈钢,淬火钢、铜、铝,硬质合金等各种导电材料上加工直径Φ0.2~Φ3.0之间的深小孔,深径比最高可达300:1,可直接在工件的斜面,曲面进入加工, 本机床主要用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。
也可用于蚀除折断在工件中的钻头,丝锥等,而不损坏原孔成螺纹。
特点:
1.能加工孔径Φ0.2~Φ3.0? mm,最大深径比能达300:1以上;
2.加工速度每分钟可达30~60mm;
3.能加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料;
4.能直接从斜面、曲面穿入;
5.具有电极自动修复功能,提高加工孔的精度;
6.带集中润滑系统,以及专业手控装置
7.具有掉电记忆功能
8.数控轴具有反向间隙补偿功能
9.具有数控轴人工清零功能(设定相对零位)
10.X、Y、Z轴采用滚珠丝杠,直线导轨;
11.X、Y、Z轴都采用伺服电机驱动,控制精度0.001mm;
12.具有加工孔位编程功能以及加工参数编程功能
13.可选配C轴(旋转轴)实现四轴数控,为一些特定产品的小孔加工
提供了解决方案;
电火花磨削和镗削加工。
磨削各种工件,如小孔、深孔、内圆、外圆、平面等磨削和成型磨削。
图3-11 Dk6825数控旋转电火花机床加工范围
图3-12 电火花镗磨
14.5.加工各种成型刀、样板、工具、量具、螺纹等成型零件。
15.6.刻字、打印铭牌和标记。
16.7.表面强化。
如金属表面高速淬火、渗氮、渗碳、涂覆特殊材料及合金
化等。
17.8.辅助用途。
如去除折断在工件中的丝锥、钻头,修复磨损件,跑合齿
轮啮合件等。