汽车装配工艺
- 格式:ppt
- 大小:1.19 MB
- 文档页数:25
叙述汽车车体的装配工艺
汽车车体装配工艺是指在汽车制造过程中,将各种零部件组合在一起,形成完整的车身结构的过程。
一般包括以下几个步骤:
1. 制造汽车车身前段和后段:首先根据车型设计图纸和模型制造车身前段和后段。
车身前段一般由引擎盖、前纵梁、前岩板、左右前侧围板、左右前门,车身后段一般由后围板、左右C柱、左右后门、后灯罩等部件组成。
2. 车身装配线上的前段装配:前段装配包括前束架、发动机盒和前桥的安装。
准备好主驾驶座椅和仪表板后,将前束架和发动机盒安装在底盘上。
然后将前桥放入前束架上,使底盘平衡,完成前段装配。
3. 车身装配线上的车身结构中段:将左右侧围板和隔板与前段结合,从而构成车身中段。
4. 车身装配线上的后段装配:将后灯罩、后保险杠和后挡板与后段结合,从而构成车身后段。
5. 汽车车身喷涂:在车身装配完成后,将车身送入涂装车间喷涂。
首先对车身进行清洗、除锈和打磨,然后再进行底漆、涂装和固化。
6. 车身总装:在车身喷涂完成后,将所需的其他部件(如车门、车窗、座椅、
仪表板、通风系统、音响系统等)和电气装置安装在车身上,从而完成汽车的总装。
最后进行各项测试和质检,确保汽车的质量和安全性。
以上就是汽车车体的装配工艺的基本步骤。
随着科技的不断进步,汽车制造技术也在不断创新和优化,未来车辆结构和零部件组合方式可能会有所改变。
汽车装配工艺流程汽车装配工艺流程是指在汽车生产过程中,将各种零部件按照一定的顺序和方法组装成完整的汽车的过程。
汽车装配工艺流程非常复杂,涉及到多个环节和工序,下面将介绍一般的汽车装配工艺流程。
1. 制造车身:汽车的装配从车身开始。
首先,将压制好的钢板进行冲压和成型,成为车身的各个组成部分,如前后保险杠、车门、车顶等。
然后,这些部件会通过焊接和铆接等方法连接在一起,形成完整的车身骨架。
2. 安装发动机:在车身制造完成后,将发动机与车身连接起来。
首先,将发动机吊装到车身上,并通过螺栓固定。
然后,连接发动机与传动系统,如离合器、变速器等。
3. 安装底盘:底盘是汽车的重要组成部分,包括悬挂系统、制动系统、转向系统等。
在安装底盘时,首先将悬挂系统和制动系统等组件安装到车身上。
然后,连接转向系统,并调整底盘的高度和角度,以达到最佳的操控性能。
4. 安装电气系统:汽车的电气系统包括电池、发电机、电动机、线束等。
在安装电气系统时,首先将电池安装到车身上。
然后,连接线束,将各个电器设备连接起来。
最后,进行电气系统的测试,确保各个电器设备正常工作。
5. 安装内饰:汽车的内饰包括座椅、仪表盘、音响、空调等。
在安装内饰时,首先将座椅安装到车身上。
然后,安装仪表盘和中控台等部件。
最后,安装音响和空调等设备。
6. 安装外饰:汽车的外饰包括车灯、车窗、车标等。
在安装外饰时,首先将车灯安装到车身上。
然后,安装车窗和车标等部件。
最后,进行外饰的调整和涂装,使汽车外观更加美观。
7. 整车测试:在汽车装配完成后,进行整车测试。
这包括性能测试、安全测试和环保测试等。
通过测试,检查汽车各个系统和部件的工作情况,以确保汽车能够正常运行。
8. 最后调整和涂装:在整车测试完成后,对汽车进行最后的调整和涂装。
这包括轮胎的对齐、底盘的调整和车身的喷漆等。
完成这些工作后,汽车就可以交付给用户使用了。
以上是一般的汽车装配工艺流程。
不同的汽车厂商和汽车型号会有一些细节上的差异,但总体上遵循这个流程。
汽车装配工艺介绍
第一步:机加工加工
机加工是指利用机床来钻孔、下切、磨削和切削等加工方法,加工汽
车零部件。
在这一步,需要用到一系列工具,如刀片、车刀、铰刀、铣刀、锯子、锉刀、砂轮和手工钻等工具。
机床是根据加工需求,用精密的控制
和定位来对零部件进行机加工加工的工具,它可以准确、快速地完成批量
生产的加工要求。
第二步:机械装配裁剪
机械装配裁剪是利用机械装配机和其他特种机械,将各种零部件进行
紧凑的装配,然后再进行裁剪,以生产汽车零部件的一种方法。
机械装配
裁剪是连接汽车零部件的关键步骤,它可以实现零部件的精确组合,而不
是简单地把零部件来回移动,以实现汽车零部件的精确装配。
第三步:焊接装配
焊接装配是用电焊接、氩弧焊接以及其他焊接技术对汽车零部件进行
焊接装配的一种工艺。
它是汽车装配过程中的一个重要步骤,能有效地保
证汽车零部件的稳固度,从而提高汽车的整体质量。
焊接装配的步骤包括
取部件、热处理、焊接、冷却和清洁等,这是汽车装配过程中不可缺少的
一环。
此外。
汽车制造工艺装配工艺概述汽车制造工艺中的装配工艺是指将各个零部件按照特定的顺序和方法组装到车辆框架上,完成整车的组装过程。
装配工艺的设计和优化对于确保汽车质量、提高生产效率和降低生产成本具有重要意义。
本文将介绍汽车制造工艺中的装配工艺过程和一些常用的优化方法。
装配工艺的流程汽车制造工艺中的装配工艺大致分为以下几个步骤:1.零部件准备:按照生产计划,从仓库中取出所需的零部件,并进行检查和清理,确保零部件的质量和完整性。
2.零部件定位:将每个零部件精确地定位到相应的位置上。
通常会使用夹具、导板等辅助工具来帮助定位。
3.零部件连接:根据设计要求,对零部件进行连接。
连接方式可以包括螺纹连接、焊接、胶接等,具体取决于零部件的材质和使用要求。
4.动力总成装配:将发动机、变速器等动力总成部件安装到车辆框架上,并与其他系统进行连接,如冷却系统、燃油系统等。
5.组装辅助系统:安装并连接各种辅助系统,如制动系统、悬挂系统、电气系统等。
这些系统的正确安装和连接对于车辆的性能和可靠性至关重要。
6.车身装配:将车身各个部件进行组装,并进行涂装和喷漆。
车身装配是整个装配工艺中最具挑战性的一步,需要确保各个部件的准确对位和质量。
7.完成装配:安装车辆内饰和外部装饰件,如座椅、仪表盘、车灯等。
同时进行各项功能和质量测试,确保车辆的完整性和性能符合要求。
装配工艺的优化方法为了提高汽车制造工艺的效率和质量,可以采用以下一些优化方法:1.工装和夹具的优化:工装和夹具在装配过程中起到定位和固定零部件的作用。
通过优化工装和夹具的设计,可以提高装配的准确性和速度,同时降低工人的劳动强度。
2.自动化装配:利用机器人和自动化设备进行装配,可以提高生产效率和一致性。
自动化装配还可以减少人为误差,提高产品质量。
3.流程优化:对装配工艺的每个步骤进行分析和优化,找出瓶颈和不必要的操作,简化流程,提高效率。
4.质量控制:建立严格的质量控制体系,在每个装配步骤中进行检查和测试,确保零部件和整车的质量符合要求。

在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)1、冲压工艺冲压是所有工序的第一步。
先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。
每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。
a、冲压工艺的特点及冲压工序的分类冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。
冲压工序按加工性质的不同,可以分为两大类型:分离工序和成形工序。
b、冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
c、几种汽车覆盖件的冲压工艺冲压件示意图汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。
因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
2、焊装工艺冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。
装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。

汽车制造工艺之装配工艺引言汽车制造工艺是指将汽车零部件按照一定的工序和要求进行加工和组装的过程。
装配工艺是其中非常重要的一项工艺,它涉及到将各个零部件根据设计要求精准拼装在一起,使得汽车能够正常运行。
本文将深入探讨汽车制造工艺中的装配工艺。
装配工艺的步骤汽车装配工艺可以分为以下几个主要步骤:1.零部件准备:在装配之前,需要对每个零部件进行检查和准备工作。
这包括清洗零部件,检查其尺寸和质量,确保零部件没有损坏或生锈。
2.零部件定位:对于需要被精确定位的零部件,装配工人需要使用专门的工具将其放置在正确的位置。
这保证了零部件能够准确地与其他零部件配合,并确保汽车各个系统的正常运行。
3.运用专用工具和设备:汽车制造厂通常会配备各种专用的工具和设备来帮助装配工人进行装配工作。
如扭力扳手、螺母打磨机、螺杆拧紧机等。
这些工具和设备能够提高装配的效率和准确性。
4.零部件固定:装配过程中,许多零部件需要被固定在一起,这可以通过使用螺栓、焊接、胶水等方法来实现。
在固定之前,装配工人需要确保每个零部件位置正确,并且拧紧力度适中,以避免零部件脱落或损坏。
5.功能测试:在装配完成后,需要对整个汽车进行功能测试。
这包括测试发动机、制动系统、悬挂系统等各个部分的正常工作情况。
任何异常都需要及时发现并修复。
装配过程中的关键问题在进行汽车装配工艺时,存在一些关键问题需要重视。
1.零部件的匹配:不同的汽车零部件在大小、形状等方面有所差异,因此在装配时需要保证零部件之间的匹配性。
如果零部件因为尺寸不准确或形状不匹配而无法拼装在一起,将会导致最终装配品质低下。
2.螺栓拧紧力度:螺栓是常用的零部件固定方式之一,但螺栓的拧紧力度也是一个需要注意的问题。
如果螺栓拧紧过度,将会导致零部件变形或损坏;而拧紧不足则可能导致零部件松动。
因此,装配工人需要根据设计要求和工艺规范来控制螺栓的拧紧力度。
3.运用自动化装配设备:随着科技的发展,越来越多的汽车制造厂采用自动化装配设备来提高装配效率和质量。

汽车组装工序流程第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在1.0mm 至1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
先要整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身在焊接车间,各种各样的车身零部件在这里结合到了一起,完成这项工作的是另一项关键工艺——焊接。
每一道焊接完成后,工人师傅都要仔细检查焊接情况。
有的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架安装后驱动桥壳体后桥安装好后,再在其上安装螺旋弹簧。
汽车整车全装四大工艺流程1、冲压工艺冲压是所有工序的第一步。
先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。
每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。
a、冲压工艺的特点及冲压工序的分类冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。
冲压工序按加工性质的不同,可以分为两大类型:分离工序和成形工序。
b、冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
c、几种汽车覆盖件的冲压工艺冲压件示意图汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。
因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
2、焊装工艺冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。
装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
汽车装配工艺基本知识引言汽车装配工艺是指将汽车零部件按照一定的顺序和方法组装成整车的过程。
汽车装配工艺的合理性和高效性直接影响着汽车生产的质量、效率和成本。
本文将介绍汽车装配工艺的基本知识,包括装配过程、组装线布置、装配工具以及质量控制等内容。
装配过程汽车装配过程通常包括以下几个主要步骤:1.准备工作:包括准备所需的零部件、工具和设备等。
2.零部件组装:将各个零部件按照一定的顺序组装成子组件。
3.子组件组装:将各个子组件按照一定的顺序组装成成品。
4.检查与测试:对装配好的汽车进行质量检查和功能测试。
5.调整与调试:对出现问题的部件进行调整和调试,确保汽车达到规定的要求。
6.完成与交付:完成车辆的所有装配工作,进行外观清洁并交付给下一工序或客户。
整个装配过程需要严格按照工艺要求和操作规范进行,确保装配质量和效率。
组装线布置组装线的布置对于汽车装配工艺的高效进行起着至关重要的作用。
合理的组装线布置可以使装配过程更加流畅,提高装配效率。
一般来说,组装线的布置应遵循以下原则:1.流程合理:按照装配过程的顺序,将各个工位合理地排布在组装线上。
确保每个工位之间能够流畅地传递零部件和半成品。
2.空间充分利用:合理利用有限的空间,确保每个工位的面积足够容纳所需的装配设备和工具。
3.人机工程:考虑到操作人员的工作需求和动作规范,合理设置工位的高度、角度和距离等,减少操作员的劳动强度和工作难度。
4.安全性:设备和工具的安全性要求以及人员的安全要求应得到充分考虑,避免发生事故和伤害。
装配工具在汽车装配过程中,各种装配工具起着重要的作用。
常用的装配工具包括扳手、螺丝刀、气动工具等。
这些工具可以帮助操作人员完成各种装配任务,并提高装配效率。
合理选择和使用装配工具可以降低工人的劳动强度,提高装配质量。
此外,装配工具的维护和保养也是非常重要的,保持工具的正常运转和寿命。
质量控制汽车装配过程中的质量控制是确保汽车质量的关键环节。
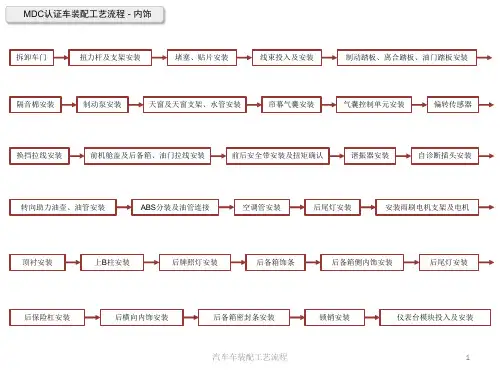
汽车装配工艺1.汽车装配生产线工艺流程2.汽车装配生产线主要设备与工艺装备3.汽车装配技术发展趋势一、汽车装配生产线工艺流程一条或多条高效率的装配线,以求能达於经济产量,降低单位成本,进而增强竞争的能力。
汽车装配生产线工艺流程如下:1)首先是利用冲床将钢板压成车的外壳,这是汽车制造中非常重要的步骤,它涉及汽车的线型设计及模具的冲压设计。
2)通常都预将车体倒转,进行焊接。
3)完成初步焊接后,再将车体扶正,加装车门及车盖。
4)设法除去车壳上各块钢板的毛边与暗号,并将底盘预作防锈处理,以便进行车体的喷漆,这些是车体部分的制造概略过程。
5)接著要装配大梁、防震、传动以及引擎等系统,这些部分可以说是汽车的内脏,非常重要;尤其是引擎,更可说是汽车的心脏。
如果一个国家的汽车工业无法完全独立自主地完成引擎的设计与制造,那就表示这个国家的汽车工业还没有生根。
6)将车体由上而下吊装於其上,构成汽车的雏型。
7)接着是是汽车内部的装潢,包括玻璃、雨刷、车座等,另外再加装散热器(水箱)、油压系统、燃料系统以及车轮等。
8)为了保证车厂的信用与消费者的基本安全,还必须进行一系列的试验,汽车才可以出厂。
这些试验包括了滚桶(roller)模拟试验、防漏试验以及路试等项目,试验的主旨在於测试引擎、传动系统、操纵杆、刹车、灯光及车体测漏等性能。
二、汽车装配生产线主要设备与工艺装备汽车装配生产线,一般是指由输送设备(空中悬挂输送设备和地面输送设备)和专用设备(如举升、翻转、加注设备、助力机械手、检测、螺栓螺母的紧固设备等)构成的有机整体。
1.输送设备。
输送设备有刚性和柔性两类。
刚性输送设备主要有板式输送带、普通悬挂输送机等,这类设备国内完全能够制造生产,并且质量可靠。
柔性输送设备分三种:第一种是整车柔性输送设备、积放式悬挂输送机和自行葫芦输送机,这种设备在80年代末我国一些设备生产厂引进了国外先进技术,因此,这种设备目前国内能够制造并且质量可靠;第二种是发动机、变速器、前后桥等大总成柔性输送设备(中型非同步输送线),这类设备国内能够设计制造,但质量不过关,设备寿命短;第三种是空气滤清器、减振器、微电机等零部件柔性输送设备(轻型非同步输送线)。