洗涤生产工艺流程图
- 格式:vsd
- 大小:56.00 KB
- 文档页数:1

化工生产工艺流程图、单位制在化学工程问题中,常常碰到一些很复杂的生产过程。
例如氨碱法制纯碱,从饱和食盐水氨化、碳酸化开始,经过过滤、煅烧、洗涤,滤液经蒸氨解吸、循环使用等一系列过程。
当描述这样一个复杂过程时,必须用简便的方法来组织给定的技术资料,列出已知和未知的条件,最好的方法是将该过程描绘一成个流程图。
化学工业中使用的流程图,一般有表示产品流向的工艺流程图和工厂建设中实际使用的施工流程图。
后者根据施工的要求,尚可细分为配管图、仪表自控图、电工配线图、公用工程流程图等。
工艺流程(又称生产流程或工业流程)图,是指从原料开始到最终产品所经过的生产步骤,把各步骤所用的设备,按其几何形状以一定的比例画出,设备之间按其相对位置及其相互关系衔接起来,象这样一种表示整个生产过程全貌的图就称为生产工艺流程图,简称生产流程。
生产工艺流程反映出工厂或车间的实际情况,即把设计的各个主要设备以及同时计算出的物料平衡、热量平衡一起写在流程图上。
但在教科书中的生产流程则多为原则的示意流程。
生产工艺示意流程,它只是定性的描绘出由原料变化为成品所经过的化工过程及设备的主要路线,其设备只按大致的几何形状画出,甚至用方框图表示也可,设备之间的相对位置也不要求准确。
用方框图进行各种衡算,既简单、显目,也很方便。
如本章前几节就多次用过。
工艺流程图中所表示的主要设备包括反应器、塔器、热交换器、加热炉、过滤机、离心分离机、干燥器、压缩机、泵等单元操作使用的全部与罐类。
这些设备的几何形状,在化学工业界已被公认为标准的主要设备符号,将在以后的课程中逐步介绍。
工艺流程图的实例,可参见课本p280图9-25。
关于单位制,本课程一律采用国际单位制,即SI制。
在本书中出现其它单位制的时候,将给出其与SI制的换算关系。
在例题或习题中如果碰到,则应将其换算成SI制。
否则,因单位制不统一而造成计算的结果与准确值相差甚远。

洗涤工艺操作规程河津市太兴煤焦化工有限公司化工厂作业文件- 1 -河津市太兴煤焦化工有限公司化工厂作业文件参加编写人员:审核:审定:- 2 -河津市太兴煤焦化工有限公司化工厂作业文件目录1.产品概述2.产品质量3.化学反应过程及工艺流程4.洗涤工岗位操作规程5.蒸吹工岗位操作规程- 3 -河津市太兴煤焦化工有限公司化工厂作业文件洗涤工艺规程1、产品概述1.1产品名称、化学结构、理化性质1.1.1产品名称:粗酚1.1.2理化性质:由苯酚、甲酚、二甲酚及部分高级酚组成,微黄色油状液体ρ=1.042—1.056 202、产品质量粗酚ρ=1.042—1.056 中性油,1% PH=5-6 201)未洗三混油:含酚?10% 含苯,45%—50%2)浓硫酸:HSO含量?94% 243)NaOH溶液:42%的氢氧化钠配制成10—24%的氢氧化钠溶液。
3、化学反应过程及工艺流程图3.1碱洗脱酚当馏份以质量分数10%-14%的氢氧化钠溶液洗涤时,酚类化合物和碱发生如下反应:CHOH+NaOH?CHONa+HO 65652CHCHOH+NaOH?CHCHONa+HO 6436432- 4 -河津市太兴煤焦化工有限公司化工厂作业文件理论上,每1kg粗酚需100% NaOH0.4kg,实际上生产中性酚钠时只需0.36kg。
碱洗过程得到的中性酚钠,游离碱小于1.5%,含酚20%—25%3.2中性酚钠的分解在碱洗中产生的中性酚钠需经过蒸吹除油,然后用酸性物中和分解,用质量分数为94%的硫酸分解中性酚钠的反应为:2CH ONa+HSO?2CHOH+NaSO652465242CH CHONa+HSO?2CH CHOH+NaSO6432465324每1kg粗酚需100% HSO0. 6kg 243.3生产工艺流程图(见附图)- 5 -河津市太兴煤焦化工有限公司化工厂作业文件洗涤工岗位操作规程1、岗位职责1.1负责本岗位开、停工和正常操作及特殊操作。
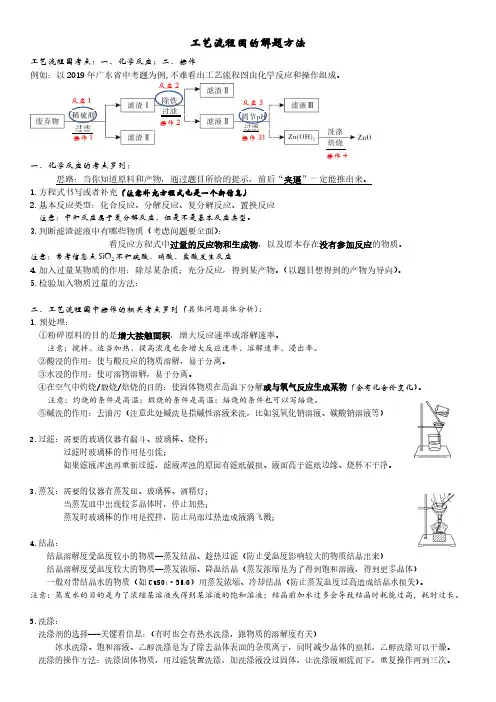
工艺流程图的解题方法工艺流程图考点:一、化学反应;二、操作例如:以2019年广东省中考题为例,不难看出工艺流程图由化学反应和操作组成。
一.化学反应的考点罗列:思路:当你知道原料和产物,通过题目所给的提示,前后“夹逼”一定能推出来。
1.方程式书写或者补充(注意补充方程式也是一个新信息)2.基本反应类型:化合反应、分解反应、复分解反应、置换反应注意:中和反应属于复分解反应,但是不是基本反应类型。
3.判断滤渣滤液中有哪些物质(考虑问题要全面):看反应方程式中过量的反应物和生成物,以及原本存在没有参加反应的物质。
注意:常考信息点SiO 2不和硫酸、硝酸、盐酸发生反应4.加入过量某物质的作用:除尽某杂质;充分反应,得到某产物。
(以题目想得到的产物为导向)。
5.检验加入物质过量的方法:二、工艺流程图中操作的相关考点罗列(具体问题具体分析):1.预处理:①粉碎原料的目的是增大接触面积,增大反应速率或溶解速率。
注意:搅拌、适当加热、提高浓度也会增大反应速率、溶解速率、浸出率。
②酸浸的作用:使与酸反应的物质溶解,易于分离。
③水浸的作用:使可溶物溶解,易于分离。
④在空气中灼烧/煅烧/焙烧的目的:使固体物质在高温下分解或与氧气反应生成某物(会有化合价变化)。
注意:灼烧的条件是高温;煅烧的条件是高温;焙烧的条件也可以写焙烧。
⑤碱洗的作用:去油污(注意此处碱洗是指碱性溶液来洗,比如氢氧化钠溶液、碳酸钠溶液等)2.过滤:需要的玻璃仪器有漏斗、玻璃棒、烧杯;过滤时玻璃棒的作用是引流;如果滤液浑浊再重新过滤,滤液浑浊的原因有滤纸破损、液面高于滤纸边缘、烧杯不干净。
3.蒸发:需要的仪器有蒸发皿、玻璃棒、酒精灯;当蒸发皿中出现较多晶体时,停止加热;蒸发时玻璃棒的作用是搅拌,防止局部过热造成液滴飞溅;4.结晶:结晶溶解度受温度较小的物质—蒸发结晶、趁热过滤(防止受温度影响较大的物质结晶出来)结晶溶解度受温度较大的物质—蒸发浓缩、降温结晶(蒸发浓缩是为了得到饱和溶液,得到更多晶体)一般对带结晶水的物质(如CuSO 4·5H 2O )用蒸发浓缩、冷却结晶(防止蒸发温度过高造成结晶水损失)。
- 1 -参加编写人员:贺攀科王建平郭志杰审核:薛勤照张建平审定:李元狮- 2 -目录1.产品概述2.产品质量3.化学反应过程及工艺流程4.洗涤工岗位操作规程5.蒸吹工岗位操作规程- 3 -洗涤工艺规程1、产品概述1.1产品名称、化学结构、理化性质1.1.1产品名称:粗酚1.1.2理化性质:由苯酚、甲酚、二甲酚及部分高级酚组成,微黄色油状液体ρ20=1.042—1.0562、产品质量粗酚ρ20=1.042—1.056 中性油<1% PH=5-61)未洗三混油:含酚≤10% 含苯<45%—50%2)浓硫酸:H2SO4含量≥94%3)NaOH溶液:42%的氢氧化钠配制成10—24%的氢氧化钠溶液。
3、化学反应过程及工艺流程图3.1碱洗脱酚当馏份以质量分数10%-14%的氢氧化钠溶液洗涤时,酚类化合物和碱发生如下反应:C6H5OH+NaOH→C6H5ONa+H2OC6H4CH3OH+NaOH→C6H4CH3ONa+H2O- 4 -理论上,每1kg粗酚需100% NaOH0.4kg,实际上生产中性酚钠时只需0.36kg。
碱洗过程得到的中性酚钠,游离碱小于 1.5%,含酚20%—25%3.2中性酚钠的分解在碱洗中产生的中性酚钠需经过蒸吹除油,然后用酸性物中和分解,用质量分数为94%的硫酸分解中性酚钠的反应为:2C6H5 ONa+H2SO4→2C6H5OH+Na2SO42C6H4 CH3ONa+H2SO4→2C6H5 CH3OH+Na2SO4每1kg粗酚需100% H2SO40. 6kg3.3生产工艺流程图(见附图)- 5 -洗涤工岗位操作规程1、岗位职责1.1负责本岗位开、停工和正常操作及特殊操作。
1.2负责产品的产量和质量调节,保证产品的产量和质量达到要求。
1.3负责本岗位所属设备的维护和保养。
1.4负责本岗位的工具管理。
1.5负责本岗位的防火、生产安全和操作区环境卫生。
1.6负责本岗位记录的填写。
1.7负责本岗位线流样取送工作。

生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。

漂白工段工艺操作规程一、生产目的洗选后的碱法草浆经氯化、碱处理、次氯酸钙漂白和过氧化氢漂白,生产出符合造纸车间抄造的漂白纸浆。
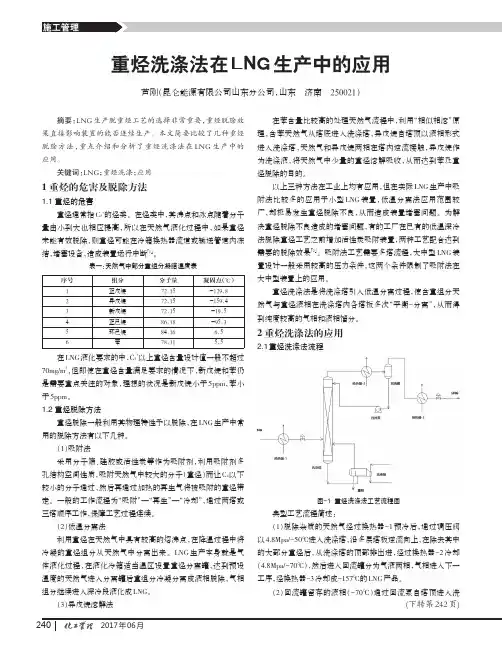
二、产品特征1.白度:77—80%(ISO)2.尘埃度:>2.0mm2的不许有0.1—2.0mm2的尘埃≤600mm2/500g绝干浆3.洗净度:≤0.4g/L4.残氯:≤0.02g/L三、原料特征1.细浆质量(1)细浆硬度:10—12(KMnO值)4(2)残碱:≤0.1g/L(NaOH计)(3)尘埃度:≤800个/2g绝干浆(4)细浆浓度:3±0.2%2.液氯(1)纯度:≥99.5%(2)水分:≤0.06%3.液体烧碱(1) NaOH含量:≥30%(2)无浑浊现象、无悬浮物4.漂液(1)有效氯浓度:30—35g/L(2) PH值:11.2—11.5(3)游离碱:1—4g/L5.水(1)水质浊度:≤20º(2)水压力:≥0.4Mpa四、工艺流程图(见下页)从洗选工段送来的未漂浆经浆氯混合器与氯气混合后进入升流式氯化塔。
氯化后浆经漂白工段工艺流程图贮浆塔调浓池泵清水静态混合器氯水混合器稳压罐氯化塔蒸汽氯气汽化器碱液罐碱液泵1#真空洗浆机氯气瓶1#双辊混合机双氧水碱化塔漂液罐漂液泵 2#真空洗浆机白水池水力洗草机2#双辊混合机漂白塔3#洗浆机白水池中间浆槽4#洗浆机白水池螺旋输送机漂后贮浆塔压滤机造纸白水池螺旋输送机湿浆外卖1#真空洗浆机洗涤后,浆料在螺旋输送破碎过程中加入烧碱(NaOH)溶液和过氧化氢(H2O2)溶液,然后进入1#双辊混合机,在此纸浆加热到45—60℃时落入到降流式碱化塔内。
碱处理后,纸浆再经2#真空洗浆机洗涤,洗后浆料在螺旋输送破碎过程中与次氯酸钠漂液混合,经2#双辊混合机降至漂白塔。
漂白浆料再经3#~4#鼓式真空洗浆机洗涤,送入贮浆塔贮存,纸浆的最终白度约77—80%(ISO)供造纸车间生产。
五、设备特征漂白工段设备特征1、调浓浆池:1个×2容积:20 m3砼制内贴瓷砖规格:4900×2500×2500mm2、提浆泵:两台×2型号:ES150-400 流量:320 m3/h 扬程:36m转速:1450 r/min 材质:304电机型号:Y250m-4 功率:55 kw 3、静态混合器:1套×2型号:MK150/300-16-1500 公标压力:1.0Mpa L=1500mm规格:DN300mm 材质:碳钢管内衬四氟附:氯水分散器型号:SH型规格:DN400mm4、氯化塔:2座容积:230m3型号:ZPT5AFO 规格:4000*20045mm碳钢衬胶螺旋搅拌器:2台规格:φ1200mm 材质:碳钢包胶电机:型号:Y280M-8 功率:45KW5、氯化塔放空泵:2台型号:ES100-400流量:200m3/h 扬程:30m 转速:1450r/min电机型号:Y200L-4 功率:30 KW6、1#鼓式真空洗浆机:两台型号:ZXIV70Z/Y 过滤面积:70m2 转鼓直径:φ4000×5600mm转鼓材质:316L 转鼓转速:0.6-2r/min进浆浓度:1.5%-2.5% 出浆浓度:8%-12%生产能力:150-200t/d(风干漂白麦草浆)1#真空洗浆机:电机型号:Y200L2-6 功率:18.5KW1#机内螺旋输送机:电机型号:Y200L-6 功率:18.5KW1#机外螺旋输送机:电机型号:Y200L-6 功率:18.5KW摆线针轮减速机:型号:XWD8-29-15- 6P 中心高:350mm1#空气刮刀风机型号:4-72-12No.4.5A 风压2.55KPa 风量5712m3/h1#排风机电机型号:Y132m-2 功率:4kw 型号:GXF流量:6731 全压:158Pa 主轴转速:2900r/min1#风机电机型号:Y132-4 功率:7.5KW7、1#水封槽:2个规格 3800*4600*4400mm 砼制8、1#双辊混合机:2台型号:SZ2D76 生产能力:150t/d 工作压力:1.0mpa进浆浓度:10-18% 工作温度:30-100℃搅拌转速:185r/min电机功率:45kw减速器:型号:JZQ650 传动比:8:23 传动功率:96.5KW电动机型号:Y225M-4 功率:45KW 9、1#螺旋输送机:规格:Φ600mm减速机型号:ZJY180-16-L电机型号:Y2-160M-4 功率:11KW10、碱化塔:2座型号:ZPT24AO 容积:240m3规格:Φ3800/5600*13200mm 砼制内衬瓷砖螺旋推进器:型号:ZPF5 规格:Φ1200mm SS304电机型号:Y280S-6 功率:37KW11、提浆泵:4台型号:ES150-315 功率:45KW 扬程:26m 流量:330 m3/h电动机:型号:Y225S-4 功率:37 KW12、2#鼓式真空洗浆机:两台型号:ZXIV70Z/Y 过滤面积:70m2 转鼓直径:φ4000×5600mm 转鼓材质:316L 转鼓转速:0.6-2r/min进浆浓度:1.5%-2.5% 出浆浓度:8%-12%生产能力:150-200t/d(风干漂白麦草浆)2#真空洗浆机:电机型号:Y200L2-6 功率:18.5KW2#机内螺旋输送机:电机型号:Y200L-6 功率:18.5KW2#机外螺旋输送机:电机型号:Y200L-6 功率:18.5KW摆线针轮减速机:型号:XWD8-29-15- 6P 中心高:350mm2#空气刮刀风机型号:4-72-12No.4.5A 风压2.55KPa 风量5712m3/h2#排风机型号:GXF 流量:6731 全压:158Pa 主轴转速:2900r/min 2#风机电机型号:Y132-4 功率:7.5KW13、2#水封槽:2个规格:4700*4600*4400mm碱化白水泵型号:ES150-315 流量:330m3/h扬程:26m 转速:1450r/min电机型号:Y225S-4 功率:37KW14、2#提浆泵泵:一台型号:CZ150-400 流量:260m3/h扬程:28m 转速:1470r/min电机型号:Y225S-4 功率:37KW15、2#双辊混合机:一台型号:SZ2D76 生产能力:150t/d 工作压力:1.0Mpa进浆浓度:10-18% 工作温度:30-100℃搅拌转速:185r/min 减速器型号:JZQ650 传动比:8:23 传动功率:96.5KW电动机型号:Y225M-4 功率:45KW16、2#螺旋输送机:规格:Φ600mm齿轮减速电动机:型号:ZJY180-16-L电机型号:Y2-160M-4 功率:11KW17、漂白塔:一座型号:ZPT24AO 容积:240m3规格:Ø3800/5600*13200mm螺旋推进器:规格:Ø1200碳钢包胶电动机:型号:Y280M2-8 功率:45KW18、提浆泵:一台型号: ES150-315 流量: 330 m3/h 扬程: 26m电动机:型号:Y225S-4 功率:37 KW19、3#、4#串联鼓式真空洗浆机:2台型号:ZXIV70Z/Y 过滤面积:70m2转鼓直径:Φ4000*5600mm转鼓材质:316L 转鼓转速:0.6-2 r/min进浆浓度: 1.5%-2.5% 出浆浓度: 8%-12%生产能力:150-200t/d(风干漂白麦草浆)3#、4#真空洗浆机电机型号:Y200L2-6 功率:18.5KW3#压料电机型号:Y180L-4 规格Φ700×5400 功率:18.5KW摆线针轮减速机型号:BW33-23-15 中心高:350mm3#、4#空气刮刀风机电机型号:Y132M-2 功率:7.5KW3#、4#排风机型号:GXF 流量:10000m3/h 全压:500Pa 主轴转速:1450r/min 20、3#、4#水封槽:规格型号4700*4600*4400mm3#、4#白水泵型号: ES-150-315 扬程:26m 转速:1450 r/min材质:316L 功率:37 KW 流量:340m3/h电动机:型号: Y225S-4 功率:37KW21、造纸白水池:规格型号4700*4600*4400mm造纸白水泵型号: CZ-200-400 扬程:25m 转速:1470 r/min材质:316L 功率:55 KW 流量:450m3/h电动机:型号: Y250M-4 功率:55KW22、贮浆塔:规格:Φ3800/5600*11000mm 容积:200m3螺旋推进器: 规格:Φ1200 mm电动机型号:Y280M-8 功率:45KW23、提浆泵:型号: ES-150-315 扬程:26m 转速:1450 r/min材质:316L 功率:37 KW 流量:330m3/h电动机:型号: Y225S-4 功率:37KW24、碱液计量槽(二台)容积:45m3规格:ф3500*5000mm25、碱液泵两台型号: CZ40-250 流量:18 m3/h 扬程: 26m电动机: 型号: Y112M-4 功率: 3KW26、漂液槽(两个) 规格:ф4000*4000mm 玻璃钢制27、漂液泵:型号: CZ40-250 流量: 18 m3/h 扬程:20m 转速:1450r/min电动机: 型号: Y112M-4 功率: 4 kw 28、热水槽:容积:45m3 规格:Φ3600×4500mm附:槽内有无声蒸汽加热器29、热水泵:型号: ISR150-125-315A 流量: 600m3/h 扬程: 26m 效率:79%转速:1450r/min 轴功率:19kw 必需汽蚀余量:2.5m电动机: 型号: Y200L-4 功率: 22KW30、电动葫芦双梁式起重机规格: 起重机主钩32t 副钩5t, 跨度16.5m 起重高度24m跨距LK=16.5m主钩起升电机型号 :YZR280S-10J/45KW主钩起升电机功率 : 45 KW付钩起升电机规格 : 起升速度7.5-19.7m/min付钩起升电机型号: YZR180L-6J/15 功率: 15 KW大车运行电机(变频控制)大车运行电机规格: 运行速度42.4-87.6m/min-6/8.5大车运行电机型号: YZR160M2大车运行电机功率: 7.5 KW小车运行电机(变频控制)-6/6.3运行电机功率 5.5 KW小车运行电机型号 YZR180M131、带式压滤机型号:SD-Ⅵ型网宽:3000㎜中心距:3600㎜进浆浓度:2-4% 出浆干度:30-40% 工作车速:30-35m/min清水压力:≥0.5MPa 工作气压:0.4 MPa 抽气速率:10m3/min真空度不少于0.04 MPa 产量:150吨/日驱动功率:29.5kw南列(压榨电机11kw,主传动电机18.5kw),北列37kw生产品种:麦草漂白浆控制型式:变频调速六、工艺技术条件1、氯化用氯量:5-6%氯化段纸浆浓度:3%氯化温度:常温氯化时间:40~50分钟氯化后PH值:< 3氯化后纸浆颜色:淡黄色2、碱处理用碱量:2.5-3%过氧化氢用量:1%碱处理纸浆浓度:8-10%碱处理温度:40-60℃碱处理时间:90-120分钟碱液浓度:25±5g/L碱处理初始PH值:10-11出口残碱PH值:≥83、次氯酸钠漂白用氯量:3~4%漂白温度:38-40℃漂白纸浆浓度:8-10%漂白时间:150-180分钟漂液浓度:30-35g/L漂白初始PH值:10-11漂白终了PH值:8-8.54、P段漂白过氧化氢用量:2%漂白用碱量:1%硅酸钠用量:3%硫酸镁用量:0.05%漂白温度:50-60℃漂白时间:150-180分钟2#漂白段纸浆浓度:8-10%混合漂液浓度:6-10g/L漂白初始PH值:9-11(应加入SO中和至PH=4.6-6.5)2漂白浆白度:77-80%七、操作要求1.开机前必须检查原料的质量状况、浓度是否适合工艺要求。
第二部分单元及工艺流程说明2 单元及工艺流程说明2.1 单元及工艺流程图技术提供方提供的工艺流程图(PFD图)见附图。
2.2工艺流程说明1)低温甲醇洗装置低温甲醇洗净化装置工艺流程如附图“工艺物料流程图(PFD)”所示。
变换后原料气<1>已先在变换系统中用水洗涤使其中的NH3含量降至1ppm以下。
进低温甲醇洗系统的原料气先与合成气<8>、CO2产品气<39>初步换热后经氨冷器EC-2201进一步降温,在原料气分离器V-2201初步分离出水分。
初步分离水的原料气再喷射防结冰甲醇<17>并与压缩后的循环闪蒸气<15>混合,然后经多流股绕管式换热器原料气/净化气/CO2产品气换热器EA-2202与合成气<100>和<38>换热后冷却,在原料气分离器V-2213分离几乎全部的水分和甲醇后进入H2S吸收塔C-2201,用吸收了CO2的并经氨冷器EC-2202降温的低温甲醇<19>洗涤。
原料气在H2S吸收塔C-2201塔脱除全部的H2S和部分CO2等组分,得到的不含硫气体进入CO2吸收塔C-2202,C-2202塔共分为三段,塔顶用贫甲醇洗涤,段间设有中间冷却器EA-2204和氨冷器EC-2203,用以降低半贫甲醇的温度,保证甲醇液在较低温度进行吸收。
脱除CO2的净化气<7>由CO2吸收塔C-2202塔顶引出,送往液氮洗装置。
中间闪蒸塔C-2203塔为中压闪蒸塔,由上部和下部两个闪蒸罐组成。
从H2S吸收塔C-2201出来的、吸收了H2S和CO2的含硫甲醇富液经闪蒸甲醇冷却器EA-2215与循环富甲醇换热冷却并减压后在中间闪蒸塔C-2203下部闪蒸出溶解的氢气及少量CO2等气体。
同样,从CO2吸收塔C-2202塔出来的不含硫的甲醇液分一部分<18>至H2S吸收塔后,另一部分<21>在净化气/富甲醇换热器EA-2221中与液氮洗返回的部分冷合成气<105>换热,再经氨冷器EC-2204冷却并减压后在CO2吸收塔C-2202上部闪蒸出溶解的氢气及少量CO2等气体。
生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。
目录第一部分工艺规程1工艺流程图:2漂白段工艺技术条件:2.1化学品及应用2.2生产条件3漂白工艺概述3.1D/C段(用CL2和CLO2进行氯化) 3.2E/O段(氧气作用下的碱抽提)3.2.1二氧化氯加热3.3D段(分为D1、D2段)3.3.1SO2酸化3.3.2D1段3.3.3D2段3.3.4浆料到漂后浆塔3.4废气处理3.5收集(排空)槽4.设备一览表第二部分操作规程1.功能说明1.1产量控制1.2D/C段1.3E/O段1.4 D1段1.5 D2段1.6CLO2预热器1.7放空槽1.8废气处理2启动2.1概述2.2检查2.3空载运行涤气塔滤液系统D2、D1、E/O、D/C脱脂处理开始进料2.4启动组启动2.5单台设备联锁启动的条件3.正常运行3.1概述3.2工艺变量及其它运行指标:产量、D/C段、E/O段、D1、D2段3.3故障处理MC泵反应器排料器搅拌器洗浆机白度低强度低4.停机4.1计划停机4.2短期停机4.3长期停机(排空槽罐)第三部分安全规程1.总则2.危险因素3.员工防护装备用具4.化学品4.1NaOH溶液4.1.1NaOH溶液性质4.1.2人员安全与处理措施4.2SO2溶液4.2.1SO2溶液性质4.2.2人员安全与处理措施4.2.3生产的安全技术要求4.3氯气4.3.1氯气的性质4.3.2人员急救措施4.3.3氯泄漏处理的安全技术要求4.4CLO24.4.1CLO2溶液性质4.4.2人员急救措施4.4.3生产的安全技术要求5.臭气6.电机的遥控启动7.设备的排空8.取样附件漂白联锁第一部分工艺规程1漂白工艺流程图:浆纸板车间2.漂白段工艺技术条件:产量650admt/d漂白浆稀释因子 2.0m3/admt漂白损失≦4%D/C段CLO2取代量50-100%浆料最终白度≧88%ISO清洁冷水温度25℃最大清洁温水温度45℃清洁热水温度75℃白水温度(从纸板来) 55℃中压蒸汽(饱和)压力 1.2Mpa低压蒸汽(饱和)压力0.4Mpa工艺用气压力0.6 Mpa仪表用气压力0.55 Mpa2.1化学品及应用:氯气:----浓度>90%----进线压力最小0.6MP----温度常温二氧化氯水溶液----浓度最低19g act.CL/L----进线压力最低0.6MPa----温度10℃硫酸:----浓度最低100g/l----进线压力最低0.6Mpa----温度常温氢氧化钠:----浓度最低100g/l----进线压力最低0.6Mpa----温度常温氧气:----浓度﹥93%----进线压力 1.25Mpa----温度常温二氧化硫水溶液----浓度最低10g/l----进线压力最低0.6Mpa----温度常温漂白段CLO2取代量50—100%2.2生产条件:针叶木(SW)阔叶木(HW)D/C段:---滞留时间(分钟)45 45---反应浓度% 10 10---反应温度0 C 50-60 50-60---反应器进料PH值2-3 2-3---需要活性氯总量act.cl/admt 26 26---氯气用量(㎏/admt)0-13 0-12---二氧化氯用量㎏act.cl/admt 13-26 12-24EO段:---滞留时间分钟25+9525+95---反应浓度% 11 11---反应温度℃80-85 80-85---预反应器顶部压力bar 3.5 3.5---反应器进料PH值11-12 11-12 ---氧气用量Kg/admt 3-5 3-5---NaOH用量Kg/admt 12~16 11~14D1段:---滞留时间分钟20+160 20+160 ---反应浓度% 11 11---反应温度℃70~75 70~75---反应器进料PH 值3~4 3~---CLO2用量Kgact.cl/admt ca.10 ca·9---NaOH用量Kg/admt 2~4 2~4D2段:---滞留时间分钟20+160 20+160 ---反应浓度% 11 11---反应温度℃70~75 70~75---反应器进料PH 约4 约4---CLO2用量Kgact.cl/admt 约5 约5---NaOH用量Kg/admt 2~4 2~4---SO2用量Kg/admt 2~4 2~4---漂白损失% 3.0 3.0---最终白度%ISO ≧88 ≧88废水:酸性污水--------产量M3/admt 12 12---温度℃60—67 60—67 ---PH 3—5 3—5离开涤气塔的气体含量㎎/NM3 ≤20 ≤20漂白后粘性估计dm3/㎏800-900 800-900 3.漂白工艺概述漂白的目的是去掉浆料中残留木素和杂质,如非纤维成份以及可抽取物等以满足浆料白度,白度稳定性、强度、光洁度等质量指标,达到所需要的白度和质量要求。