智造者V1 3D打印机用户使用说明书 中文 MARLIN
- 格式:pdf
- 大小:2.60 MB
- 文档页数:41
3D打印机使用说明1. 介绍1.1 概述:本文档旨在提供关于如何正确和安全地操作3D打印机的详细指导。
1.2 目标读者:适用于所有需要使用或了解3D打印技术的人员。
2. 安装与设置2.1 硬件要求:列出所需硬件设备,并描述其功能和规格。
2.2 软件安装:步骤化说明如何、安装并配置相关软件以使其与3D打印机兼容。
3. 打开及关闭操作流程- 描述从启动到正常运行直至关闭整个过程中应遵循的具体步骤,包括:- 打开电源;- 启动系统;- 加载模型文件;- 设置参数(例如温度、速度等);- 开始/暂停/取消任务;–关闭系统;4.材料准备–不同类型可用材料, 并对每种材料进行简单介绍。
–提供存储这些原来的建议方法和条件.5.模型设计–建议用户选择合适尺寸和形状来确保成功完成构造.–探讨一些最佳实践和技巧,以优化模型设计.6.打印参数设置–详细说明如何调整3D打印机的各种参数(例如温度、层高等)来获得最佳效果。
–提供一些常见问题解决方案。
7. 故障排除- 列出可能遇到的故障情况,并提供相应的解决方法。
包括但不限于:- 打印质量下降;- 线路连接错误;–设备无法启动或停止;8. 安全注意事项8.1 使用环境:描述使用3D打印机时需要满足的安全条件和要求。
8.2 操作规范:操作过程中需特别注意并遵守的安全措施。
9.文档涉及附件:–在此处指明所涉及文件名称, 格式和位置.10.本文所涉及法律名词注释:A) 法律名词A 的定义;B) 法律名词B 的定义;。
3d打印机进阶使用指南安全事项1.电源按键与用电安全事项3d打印机的前面板和后面板上两个一个电源开关。
前面板的电源开关控制打印机的启停,关闭后设备内仍有部分电路处于供电状态。
后面板的电源开关负责输入电源的通断。
只有关闭后面板的电源开关,才能完全切断打印机内部的供电。
因此,如果长时间不使用打印机,务必要关闭后面板的电源开关。
切记,如果需要搬动打印机,或打开打印机底板盖板进行维修,一定要关闭后面板电源开关,并将电源线从打印机上拔除。
2.打印机的输入电压在国内销售的3d打印机输入电压为220V交流电。
用户如要在美国等使用110V交流电的地区使用本3d打印机,应购买110V输入电压的机型。
如想将已购买的220V输入电压机型带至110V电压地区使用,应与客服联系,由厂家派技术人员上门进行设备调整。
3.打印中途的暂停与紧急中止打印过程中如需暂停打印,按下控制面板上的OK键,在出现的菜单中选择Pause项。
如果打印过程中出现紧急情况需要立即中止打印,可直接按下前面板的电源开关切断电源。
设备使用注意事项1.避免加载与退出料丝时喷头电机空转使用Replicatorg的控制面板或是打印机控制菜单中的Filament Load和Filament Unload 功能,可以手动控制料丝的加载与退出。
但在手动控制时,一定要掌握好料丝加载的顺序与喷头电机运转的时间。
具体来说就是,进行手动进丝时,要先插入料丝,再运转喷头电机,进行退丝时,喷头电机只需反向运转5至10秒钟,就可关闭电机拔出料丝。
喷头电机在没有插入料丝的情况下空转,会迅速磨损挤出机构中的送料齿轮,导致喷头送丝力矩下降,引发喷头在打印时无规律的堵塞现象。
2.喷头的手动加热注意事项如果使用Replicatorg的控制面板对喷头的温度进行手动控制,有两个注意事项。
一是喷头的最高温度不可超过240℃,温度过高会损坏喷头加热组件,并有可能引发喷头挤出结构中的塑料部件发生变形,导致喷头无法吐丝。
3D打印机使用说明书3D打印机使用说明书一.Proe绘图。
1.proe绘图:2.proe保存副本并保存为*.STL格式:(弹出对话框点确认即可)二.Cura使用。
1.利用Cura将保存的STL文件打开。
打开方式:文件------打开模型或gcode------选择以保存的STL 文件(如下图)。
2.鼠标单击图形,图形左下方出现三个图标,如下图:5.第三个图标:图形镜像;6.对菜单栏内的基本、高级进行设置(这一项非常重要)。
插件、起始/停止GCode默认设置即可。
具体参数参照显示设置。
7如果是首次使用打印机,还需如下设置:高级选项------首次运行向导-------Next-----选择其他:更改以下参数,然后完成。
机器名称:机器宽度:150机器深度:150机器高度:180喷嘴大小:0.3热床:0,0,0为打印初始中心:8.完成以上操作,进行保存。
文件------保存配置-----三.上位机使用。
1.打开上位机软件。
2打开保存的*.gcodeFile------Open-----找到保存的*.gcode并打开。
软件右侧会出现数据:3.对代码内容进行修改:File----Edit-----弹出窗口如下:将小窗口内第二个M107改成M106(此命令控制风扇转动,M107风扇关,M106风扇开)4.点击Port,获得对应的COM口,其余参数如图。
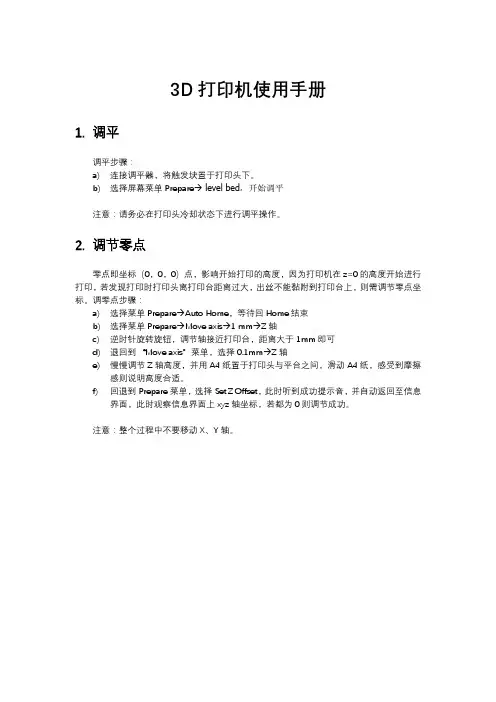
5.连接控制板,进行调平。
Connect------复位X、Y、Z----控制(+X,-X )、(+Y,-Y)、(+Z,-Z)进行热床上平面的调平。
6.开始打印。
首先给热床加热,等温度到50度时,点击Print,此时热床和挤出头同时加热,当温度达到设定值时,打印机开始加热。
(注意:开始打印时时刻观察热床温度及挤出头温度,当热床温度60度,挤出头温度225度时,打印机动作,开始打印。
若当温度都达到要求且持续20s还未开始打印,因用风扇给挤出头降温,使其保持在225度,直到打印为止。
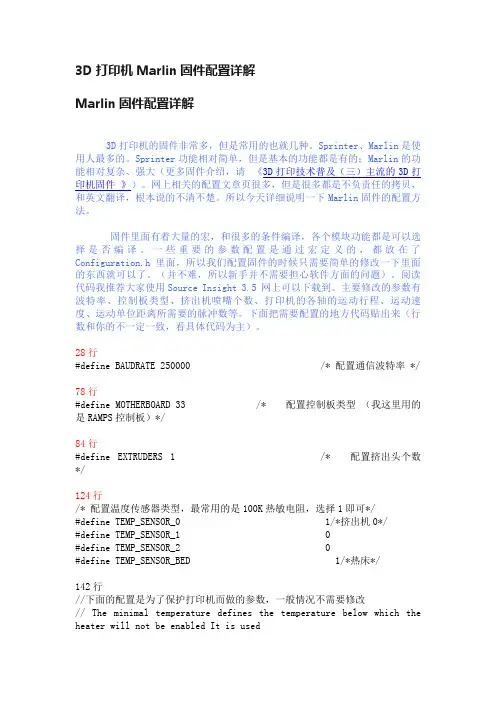
3D打印机Marlin固件配置详解Marlin固件配置详解3D打印机的固件非常多,但是常用的也就几种。
Sprinter、Marlin是使用人最多的。
Sprinter功能相对简单,但是基本的功能都是有的;Marlin的功能相对复杂、强大(更多固件介绍,请《3D打印技术普及(三)主流的3D打印机固件》)。
网上相关的配置文章页很多,但是很多都是不负责任的拷贝,和英文翻译,根本说的不清不楚。
所以今天详细说明一下Marlin固件的配置方法。
固件里面有着大量的宏,和很多的条件编译,各个模块功能都是可以选择是否编译。
一些重要的参数配置是通过宏定义的,都放在了Configuration.h里面,所以我们配置固件的时候只需要简单的修改一下里面的东西就可以了。
(并不难,所以新手并不需要担心软件方面的问题)。
阅读代码我推荐大家使用Source Insight 3.5 网上可以下载到。
主要修改的参数有波特率、控制板类型、挤出机喷嘴个数、打印机的各轴的运动行程、运动速度、运动单位距离所需要的脉冲数等。
下面把需要配置的地方代码贴出来(行数和你的不一定一致,看具体代码为主)。
28行#define BAUDRATE 250000 /* 配置通信波特率 */78行#define MOTHERBOARD 33 /* 配置控制板类型(我这里用的是RAMPS控制板)*/84行#define EXTRUDERS 1 /* 配置挤出头个数*/124行/* 配置温度传感器类型,最常用的是100K热敏电阻,选择1即可*/#define TEMP_SENSOR_0 1/*挤出机0*/#define TEMP_SENSOR_1 0#define TEMP_SENSOR_2 0#define TEMP_SENSOR_BED 1/*热床*/142行//下面的配置是为了保护打印机而做的参数,一般情况不需要修改// The minimal temperature defines the temperature below which the heater will not be enabled It is used// to check that the wiring to the thermistor is not broken.// Otherwise this would lead to the heater being powered on all the time.#define HEATER_0_MINTEMP 5#define HEATER_1_MINTEMP 5#define HEATER_2_MINTEMP 5#define BED_MINTEMP 5//温度低于5度时,打印机将不能启动,表现为报错,并且加热头和热床的加热无法打开//下面的最高温度的配置,防止将打印机烧坏// When temperature exceeds max temp, your heater will be switched off.// This feature exists to protect your hotend from overheating accidentally, but NOT from thermistor short/failure!// You should use MINTEMP for thermistor short/failure protection.#define HEATER_0_MAXTEMP 275#define HEATER_1_MAXTEMP 275#define HEATER_2_MAXTEMP 275#define BED_MAXTEMP 150//此配置是为了防止加热床电阻太小,长时间加热容易烧mos管,增加这个数字,防止mos管太热,但加热时间会增长// If your bed has low resistance e.g. .6 ohm and throws the fuse you can duty cycle it to reduce the// average current. The value should be an integer and the heat bed will be turned on for 1 interval of// HEATER_BED_DUTY_CYCLE_DIVIDER intervals.//#define HEATER_BED_DUTY_CYCLE_DIVIDER 4228行/* 保护挤出头配置 *///this prevents dangerous Extruder moves, i.e. if the temperature is under the limit//can be software-disabled for whatever purposes by#define PREVENT_DANGEROUS_EXTRUDE//if PREVENT_DANGEROUS_EXTRUDE is on, you can still disable (uncomment) very long bits of extrusion separately.#define PREVENT_LENGTHY_EXTRUDE#define EXTRUDE_MINTEMP 170#define EXTRUDE_MAXLENGTH (X_MAX_LENGTH+Y_MAX_LENGTH) //prevent extrusion of very large distances.245行/*限位开关上拉配置,机械开关应保留 */// coarse Endstop Settings#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors268行/* 机械限位开关不用修改*/// The pullups are needed if you directly connect a mechanical endswitch between the signal and ground pins.const bool X_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.const bool Y_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.const bool Z_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.const bool X_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.const bool Y_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.const bool Z_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.298行/*根据相应的机械情况进行修改,修改过后电机会反转 */#define INVERT_X_DIR true // for Mendel set to false, for Orca set to true#define INVERT_Y_DIR false // for Mendel set to true, for Orca set to false #define INVERT_Z_DIR true// for Mendel set to false, for Orca set to true#define INVERT_E0_DIR false// for direct drive extruder v9 set to true, for geared extruder set to false#define INVERT_E1_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false#define INVERT_E2_DIR false// for direct drive extruder v9 set to true, for geared extruder set to false/*回到原点方向配置,max为1 ,min为-1 */// ENDSTOP SETTINGS:// Sets direction of endstops when homing; 1=MAX, -1=MIN#define X_HOME_DIR -1#define Y_HOME_DIR -1#define Z_HOME_DIR -1#define min_software_endstops true // If true, axis won't move to coordinates less than HOME_POS.#define max_software_endstops true// If true, axis won't move to coordinates greater than the defined lengths below.316行/*打印尺寸配置*/// Travel limits after homing#define X_MAX_POS 180#define X_MIN_POS 0#define Y_MAX_POS 180#define Y_MIN_POS 0#define Z_MAX_POS 100#define Z_MIN_POS 0#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)405行/* 每运动1mm所需要的步数(已经被划分了 1/16)// default settings#defineDEFAULT_AXIS_STEPS_PER_UNIT{57.1284,57.1284,2560,625}// default steps per unit for Ultimaker#define DEFAULT_MAX_FEEDRATE {500, 500, 2.5, 25} // (mm/sec)#define DEFAULT_MAX_ACCELERATION{9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.#define DEFAULT_ACCELERATION3000// X, Y, Z and E max acceleration in mm/s^2 for printing moves#define DEFAULT_RETRACT_ACCELERATION3000// X, Y, Z and E max acceleration in mm/s^2 for retracts446行/* 预加热配置,默认即可*/// Preheat Constants#define PLA_PREHEAT_HOTEND_TEMP 180#define PLA_PREHEAT_HPB_TEMP 70#define PLA_PREHEAT_FAN_SPEED 255// Insert Value between 0 and 255 #define ABS_PREHEAT_HOTEND_TEMP 240#define ABS_PREHEAT_HPB_TEMP 100#define ABS_PREHEAT_FAN_SPEED 255// Insert Value between 0 and 255 /*LCD 和SD 卡配置*///LCD and SD support//#define ULTRA_LCD//general lcd support, also 16x2//#define DOGLCD// Support for SPI LCD 128x64 (Controller ST7565R graphic Display Family)//#define SDSUPPORT // Enable SD Card Support in Hardware Console//#define SDSLOW // Use slower SD transfer mode (not normally needed - uncomment if you're getting volume init error)//#define ENCODER_PULSES_PER_STEP 1 // Increase if you have a high resolution encoder//#define ENCODER_STEPS_PER_MENU_ITEM 5 // Set according to ENCODER_PULSES_PER_STEP or your liking//#define ULTIMAKERCONTROLLER //as available from the ultimaker online store.//#define ULTIPANEL//the ultipanel as on thingiverse需要修改的地方拿红色标注出来了。
3d打印机说明书睿之鲲ROC-2型3D打印机使用说明书适用机型:RZK-ROC-250型 RZK-ROC-300型适用前请仔细阅读本安装使用说明书请妥善保管本使用说明书,以备日后查阅。
图片仅供参考,产品以实物为准。
非常感谢您选择购买我公司3D打印机。
在安装使用该设备前,请您仔细阅读本使用说明书,该说明书介绍了本机的功能及特点以及维护等方面的内容,请您与购机发票一并保持,以备它用。
一、安全注意事项为确保使用安全,避免对您或他人造成伤害和财产损失,请您务必遵守以下安全注意事项。
不遵守安全警告而错误使用时可能导致事故发生。
本产品未考虑以下情况:无人照看的幼儿和残疾人对设备的使用及幼儿玩耍设备的情况。
1.1禁止的内容1.1.1请勿让儿童单独操作使用,并确定不会将产品当成玩具,设备要放置在婴儿接触不到的地方。
老年人或残障人士以及无使用经验的人应该在监护和指导下使用本产品。
1.1.2本产品工作时禁止移动或碰触正在运行中的部件,避免意外伤害。
1.1.3禁止将电源线挂于锋利的物体上,且不能连接到可移动的物体。
1.1.4禁止在倾斜的台面或不稳定的台面使用本产品。
1.2强制内容1.2.1插头或其他零件损坏时,必须停止使用本产品,并及时和厂家取得联系,请专业人士更换或维修,以免引起伤害。
1.2.2在拆装或调试产品的部件前,请确保产品出于断电状态。
1.3可能造成人身伤害的事项1.3.1电源线损坏,为了避免危险必须由厂家或类似部门的专业人员更换。
1.3.2请勿使用本产品以外的附件和配件,以免引起火灾或人身伤害。
1.4可能造成财产损失的事项1.4.1使用本产品前请确认电压是否和本产品默认规格一致(220V-50HZ),以免发生安全危险和损坏。
如客户使用110v电压,需调整机器底部开关电源的选择档。
1.4.2本产品开机超过十分钟不能按照指令加热或启动请联系厂家,请勿擅自拆机。
1.4.3若产品在运行过程中出现卡死现象,请立即关掉电源并与厂家售后保持联系。
3D打印机设置用户手册欢迎使用我们的3D打印机!本用户手册将为您提供详尽的使用说明和设置指南,以帮助您快速了解和配置我们的打印机。
第一步:安装在开始使用之前,请确保您已经按照以下步骤正确安装3D打印机:1. 开箱检查:仔细检查包装盒,确保所有配件齐全。
如果有任何配件损坏或缺失,请立即联系我们的客服部门。
2. 组装打印机:根据附带的组装说明,将打印机的各个部件正确调整和安装好。
请务必仔细阅读说明书并按照指导操作。
3. 连接电源:将打印机正确地连接到电源插座,并确保电源开关处于关闭状态。
第二步:设备配置一旦你完成了打印机的安装,你就可以进行以下配置步骤来调整设备以适应你的需求:1. 导航菜单:打开打印机并导航至菜单界面。
通过使用打印机面板上的按键或旋钮,您可以浏览和选择不同的设置选项。
2. 语言设置:选择相应的语言选项,使打印机界面显示您熟悉和方便使用的语言。
3. 打印床平衡:根据提供的操作手册,使用打印机的平衡功能来确保打印床平衡且水平。
这一步骤对于获得高质量的打印结果至关重要。
4. 温度调节:根据您要使用的材料类型,调整打印机的温度设置。
不同的材料需要不同的温度来进行打印。
5. 打印速度和分辨率:根据您的需求和打印对象的复杂程度,调整打印机的打印速度和分辨率设置。
6. 连接设备:连接您的电脑或移动设备到打印机,以便您可以直接从电脑或设备上发送打印文件。
第三步:文件准备和打印在打印之前,请确保您已经成功完成前两个步骤。
以下是您需要准备和执行的步骤:1. 打印文件准备:使用3D设计软件创建或下载您想要打印的3D模型文件。
确保文件格式兼容并可以被打印机所认可。
2. 文件导入:将您的打印文件通过USB、SD卡或其他指定的介质导入到打印机中。
确保文件传输的可靠性和完整性。
3. 文件预览和调整:在打印之前,您可以在打印机的界面上对文件进行预览,并根据需要进行调整和修改。
4. 打印设置:根据您的需求和打印对象的要求,在打印机的设置界面上调整打印参数,如层厚度、填充密度等。
Makerbot打印机基本使用手册使用前需要注意:1.文件名不能为中文,并且文件名字符最好不超过30字符;2.模型必须为密封无缝无破面,模型内部干净无重面;3.模型三角面数最好不超过一百万个;4.模型细节最好不小于1mm。
一、Makerbot2/2X打印机物理按钮的操作指示介绍:M字按钮的操作指示:为确认和调出菜单选项的命令;左箭头按钮的操作指示:为返回和取消任务的命令;右箭头按钮的操作指示:为进入下一层操作的命令;上箭头按钮的操作指示:为向上移动的命令;下箭头按钮的操作指示:为向下移动的命令。
二、Makerbot 2/2X主次页展开操作命令树:1、BuildfromSD从SD卡中选择构建(按M键进入并通过上下箭头选择程序后按M键确认打印)2、Preheat预热2-1startpreheat开始预热ExtruderON挤出机正在进行中☆2X预热RExtruderON挤出机正在进行中LExtruderOFF挤出机正在进行中Platform OFF 水平构建底板取消3、Utilities 实用工具3-1Monitormode监控模式3-2ChangeFilament更换材料Load进丝Unload退丝☆2X退换丝Loadright右边进丝Unloadright右边退丝Loadleft左边进丝Unloadleft右边进丝3-4 LevelBuildplate 水平构建底板矫正(此操作命令,需要准备一张0.1-0.2mm厚度的纸,当启动水平矫正命令时,将纸片放置于构建底板与喷头之间,然后按M键读取显示屏信息一直到喷头开始移动,这个时候,我们可以通过旋钮调整水平构建板底部的三个螺丝来达到喷头与底板的间隙均匀,间隙大概有0.2-0.3mm即可,详见附录图目一)3-5HomeAxes回归初始轴(此命令的要点在于运行后,打印机喷头会向右后方移动,并且水平底板会向上抬高,就是预备打印的状态。
此命令的中,需要水平底板在休息状态时,必须借助Runstartupscript命令调整Z轴来实现)3-6 JobMode 工作模式(此命令主要是在于手动调节X轴、Y轴和Z轴的位置)3-7Runstartupscript运行启动脚本(第一次启动打印机时使用,目的在于调整机器到最佳打印状态)3-8Enablesteppers/DisableSteppers启用/禁用电步机3-9 Blink LEDs 调整LED灯Exitmenu 4、Infoandsettings信息和设置4-1Botstatistics构建统计4-2GeneralSettings综合设置Sound OFF 声音关闭/LEDcolorWHITE/LED灯颜色/AccelerateON加速打开/ HeatHold00m热度保持00分钟HelpTextON帮助文本打开/ToolCountON 工具计算打开HeatedPlateON 加热底板打开(2X功能)Exitmenu 4-3PreheatSettings预热设置RightTool 230 正确共设230°(指的是默认总成温度,比如预热的顶点温度)4-4VersionNumber版本信息4-5 RestoreSettings还原设置Exit menu ☆另:特别需要注意的是,我们在打印过程的中,难免会出现各种各样不可预知的问题。
新手操作手册目录开箱指南和硬件安装 ............................................................... 二初始硬件安装................................................................. 四软件的安装................................................................................ 五连接机器以及如何给喷头及底板加温......................... 六进丝与退丝................................................................................ 八如何载丝 .............................................................................. 九退丝 ...................................................................................... 十一般参数的设置.................................................................... 十一如何开始初次打印...........................................................三十三双头打印...........................................................................三十八开箱指南和硬件安装我们出厂时非常仔细的对Creator或者CreatorII进行打包装箱——我们希望您能在仔细阅读本指南后,再仔细开箱。
3D打印机使用说明版本:2014.5.1 BY:LINKAI1.简介1.1如何使用说明1.2注意事项1.2.1安全1.2.2保护2.概述2.1三维打印机规格和性能2.2 三维打印机构造3.操作说明3.1打印机安装3.2 打印机驱动安装说明3.3分层软件使用说明3.4 打印终端软件使用说明3.5 SD卡控制器使用说明4.打印机故障维修4.1机械运动故障维修4.2打印机打印异常1.简介1.1如何使用说明本说明书包括四个部分,简介,概述,操作说明,维修以及故障排除。
在使用3d打印机前务必仔细阅读该文档。
1.2注意事项1.2.1安全1.打印机配备具有过流保护的电源适配器,请使用原厂电源,否则会有火灾和触电危险2.在打印机工作时不要用手直接接触打印喷嘴,打印加热平台,和打印模型,否则会有烫伤危险。
1.2.2保护1.打印机请注意防水防雨。
2.不要使用硬物敲打外壳使结构变形无法运作。
2.概述三维打印机是快速成型设备的一个分支,他通过对电脑中三维软件的识别,进行三角网格格式(STL)的转换,再结合切层软件确定摆放位置,支撑结构生成分层挤出路径。
然后从下到上一层层构建实体模型。
2.1三维打印机规格和性能技术原理:融熔层叠制造外形尺寸:520mmx520mmx620mm重量:42Kg(不含包装)打印材料:PLA、ABS等热熔性塑料打印机结构:铝合金外框烤漆工艺打印速度:300mm/s(最高) 建议速度100mm/s打印面积:260mmx260mmx400mm打印精度:x y定位精度:0.00635mm z定位精度:0.00125mmxy打印精度:±0.2mm/100mm Z打印精度:±0.2mm喷嘴直径:0.4mm,工作电压:220v (50Hz) 110(50Hz) 可选外框颜色:可选操作系统:Windows XP/Win7/Win8接口:USB&SD模型格式:STL打印层厚:0.025-0.32mm3.操作说明3.1打印机安装1.将挤出机构如下图安装在打印机背后。
3D打印操作手册1.0版一、原始数据处理通过邮箱收取客户需要打印的数据,数据下载存放于Magics电脑的F盘-xiazai-wuxishuju/CQSHUJU,数据文件夹以日期+批次命名。
例:2017050901/2017050901cq 对同一批次的数据进行改名编号,公司名开头字母缩写+编号。
例:第一批数据包含成都琢美1个文件、无锡雅冠2个文件、上海航轩3个文件,该批次的文件改名后数据名为:cdzm001、wxyg002、wxyg003、shhx004、shhx005、shhx006二、加支撑处理1、完成改名的数据放入工作优盘-数据-对应年月文件夹,转移到3Shape电脑进行加支撑处理,数据存放于E盘-3dentaldata-STL(1)-对应年月文件夹。
2、使用3Shape软件对数据进行加支撑处理新建工作平台选择一个默认数据类型(一般选该批次数据占多数的类型)重庆分点数据类型默认使用chongqing0425类型,导入数据后不需要更改数据类型选好类型后点添加新平台中添加数据选中需要加支撑的数据检查每个数据修改正确的类型(重庆分点统一类型可跳过这个步骤)同批数据中最多数量的数据不加标签,其他数据都要加上标签以便区分完成类型修改后进行自动放置(Place)系统自动排位后可点放置进行手动修改数据摆放位置手动拖动旋转数据来进行位置摆放(左键平移,右键旋转),EOS机器数据尽量自左往右排放。
排放好的数据确定后,选中第一个数据,点检查进行支撑检查进入检查界面选支撑选项支撑超过半牙的都删除(边缘有倒凹情况的除外)支撑稀疏的地方可以手动添加支撑(特别注意最低点)前牙底部较为单薄,最低点前后各加一排支撑挨个检查完毕,点确定点制备开始生成支撑文件生成支撑文件完毕,确定3、操作加支撑处理的人员将总览图片(overview),图片在文件夹E盘-3dentaldata-SLI(2)-M100_30_m_年_月_日_时_分-overview,存放至E盘-3dentaldata-排版总览图片中,以便后续查询及统计。
Creator首次体验警告1)高温危险。
里面有加热板,维修前先让它自然冷却。
2)可动部件可能会造成卷入挤压和切割伤害。
操作机器时请不要带手套或缠绕物。
注意1)在工作温度下,设备可能会产生刺激性气味,请在使用Creator时保持环境的通风和开放。
2)在Creator运行过程中,请勿无人看管。
3)接触喷头出来的挤压材料可能会造成灼伤,请等到打印物件冷却后再把它移出打印工作平台。
以下文本中所提到的M键,指的是机器前面板上的正中间那个按钮。
都准备好了吗?首先,请确认您是否已经完成开箱和硬件安装部分的所有安装步骤:您的喷头应该安装在安装座上,丝线导套已经连接好,丝盘已经安装在支架上。
然后,您可以插上电源了。
当您检查所有步骤都做好后,打开Creator背后的电源开关。
现在,Creator将引导您完成初始设置和第一次打印。
你会在LCD液晶屏上看到一下信息:如果您没有看到以上信息,别担心——打开Utilities ->Run Startup Script。
通过上下按键来移动光标,按“M”键进行选择。
这个按键很灵敏,所以请轻按。
M键还有以下其他功能,请记住:带红灯常亮的M键表示设备正在工作,请通过LCD或应用程序查看其状态;带红灯闪烁的M键表示设备在等到用户输入。
在M键周围有四个方向键,通过这些方向键可以进行菜单浏览和选择,左方向键还有返回和取消操作的功能。
首先,启动程序脚本会教给您关于Creator如何工作的基本介绍。
然后,它会教你如何调平打印平台,装载丝材,并开始一个打印测试。
第一次操作,请依据屏幕上的指令设置您的Creator!如果设备出现和本指南描述不符的故障或情况,请查看。
调平您的打印平台注意:调平打印平台对作品的打印质量非常关键!以下是第一屏信息:最后的省略号表示信息未显示完。
如果您已经阅读完要继续,请按闪烁的M键。
然后,你会看到:阅读完这个信息后,Creator会让您拧紧打印平台底部的旋钮。
这四个旋钮都在打印平台底部两个塑料支撑臂之间。
3D打印机用户使用简明手册武汉斯托得科技有限责任公司一、安全注意事项◆安装规范使用电源●请使用本机附带的电源适配器,使用220V电源。
●请勿在手湿时拔电源插头,或接触本机内导线。
●请勿拉拽、过度扭曲本机所配电线,以防造成断路或短路。
◆在打印过程中注意●请勿在没有人员监督的情况下使用本机。
●打印过程中和刚打印完成的时候,避免碰撞打印机内部的结构和打印件,以免烫伤。
●如果打印时发生打印机冒烟,产生异常噪音时,请立即关闭电源开关,停止打印机工作。
◆常做产品维护●定期在断电的情况下,用湿布拭去灰尘和粘接的打印材料。
●定期对打印机的传动件,如丝杆、轴承、丝杠添加润滑油,并清理积累的赃物。
二、产品介绍此产品是由武汉斯托得科技有限责任公司推出的第二代桌面式3D打印机。
它与普通二维打印机工作原理类似,区别在于二维打印机是使用油墨为打印材料,此3D打印机是使用融化状态的PLA或ABS为打印材料,通过电脑控制把打印材料一层层叠加起来就形成了实物,实现了将计算机中的灵感设计打印成现实世界中的实物。
它与传统制造方式不同的原理,及其理论上“无孔不入”的打印可能,留给人们巨大的想象空间。
它在短时间内为您实现任何您能想出的样品模型,及时保鲜您的创意火花。
在工程师们手里,它是制造大量的原型机母体,孕育着最终的投入大批量生产的成品;在家庭中,它简化了个性化的部件的制造方式,释放个体使用者的创新冲动;简易的使用方法更让孩子们爱上使用它,制造出自己的玩具,在娱乐中锻炼了智力和创新思维。
有了3D 打印机的帮助,您只需要能使用和学习一些软件操作即可将您的想法实现,改变了过去发明创造只是少数人的特权。
产品的原理主要基于堆积熔融FDM(Fused Deposition Modeling)工艺,即打印材料(PLA或ABS)经导管送向智能控制的喷头后,加热熔融并最终堆积成型。
成型的材料具高强度和高稳定性,能进行攻丝、钻孔、上色等操作,迅速参与使用。
开源3D打印机软件Marlin使用教程Marlin是一种开源的3D打印机软件,它被广泛应用于各种类型的3D打印机中。
本文将为您提供Marlin的使用教程,帮助您更好地了解和掌握这款强大的软件。
一、Marlin简介Marlin是一个适用于Arduino的开源固件,它提供了一个完整的3D打印机的控制系统。
它支持多种打印机硬件,可以实现高精度、高速度的打印。
Marlin的设计目标是提供易于使用、稳定可靠的3D打印机控制软件,同时还具备灵活性和可扩展性。
二、Marlin的安装1. 下载Marlin软件:您可以在Marlin的官方网站上下载最新版本的软件包。
解压缩后,您可以看到Marlin的源代码和配置文件。
2. 安装Arduino IDE:Marlin是使用Arduino IDE进行编译和上传的,因此您需要先安装Arduino IDE。
您可以在Arduino官方网站上下载最新版本的IDE,并按照安装向导进行安装。
3. 打开Marlin固件:在Arduino IDE中打开Marlin的源代码文件,文件路径为‘Marlin.ino’。
4. 配置您的3D打印机:Marlin支持不同类型的3D打印机,因此您需要根据您的打印机类型进行相应的配置。
打开‘Configuration.h’和‘Configuration_adv.h’文件,根据注释中的说明进行修改。
您可以自定义步进电机的细分、热床温度、打印材料等参数。
5. 编译和上传:选择合适的型号和端口,点击Arduino IDE中的‘编译’按钮进行编译。
编译完成后,点击‘上传’按钮将固件烧录到Arduino板上。
三、Marlin的功能1. 打印控制:Marlin提供了丰富的打印控制选项,可以调整打印速度、温度、材料流量等参数。
您可以通过设置G代码指令和调整面板上的参数来控制打印过程。
2. 网络功能:Marlin支持通过网线或Wi-Fi连接到计算机或网络,实现远程控制和监控。