材料成型毕业论文范文2篇
- 格式:docx
- 大小:14.03 KB
- 文档页数:8
有关材料成型方面的论文材料成型是现代制造业的重要支柱,对经济社会的发展和综合国力的提升有着十分重要的意义。
下文是店铺为大家整理的有关材料成型方面的论文的范文,欢迎大家阅读参考!有关材料成型方面的论文篇1试论材料成型技术的现状及发展趋势摘要:随着社会的不断发展,各个领域对材料的需求也越来越大。
材料成型技术决定了材料的产品质量与生产规模,本文通过对现阶段铸造、锻造、焊接等几种常用材料成型技术现状进行分析,展望材料成型技术的发展趋势。
关键词:材料成型技术;现状;发展趋势现代工业产品质量的好坏已经不仅仅取决于材料自身的属性,更取决于能否利用合适的材料成型技术来充分发挥材料的特点。
材料成型技术影响着材料产品的质量、性能、用途等各个方面,也影响着现代工业发展。
一、我国材料成型技术的现状(一)铸造技术现状铸造技术主要用于金属材料,它是通过将金属熔炼成液体注入到铸型中,经过凝固、清理后得到预先设计的尺寸、形状和性能的铸件的材料成型工艺。
铸造按照不同方式分类有众多的种类,比如按铸型分类有砂型铸造和金属型铸造;按金属液的浇注工艺可以分为重力铸造和压力铸造等。
总之,铸造现代材料制造工业是最基本、最常用的工艺。
现代铸造主要是快速成型技术,是指通过CAD模型直接驱动,计算机控制加热喷头根据截面轮廓信息做平面运动和高度方向运动,丝材由供丝机送至喷头加热融化后涂覆在工作台上,精确地由点到面,由面到体积的堆积成零件。
目前市场上常见的成型方法已经有十余种,比如立体平版印刷法,逐层轮廓成型法,光掩模法融化堆积法和选择性激光烧结法等[1]。
我国材料铸造成型工艺技术水平远远落后于世界发达国家水平,具体体现在:铸件的质量差,工艺水平较低,加工余量过多;大型铸件的厚大断面存在宏观偏析、晶粒粗大等问题;铸件裂纹问题较多;浇注系统设计存在卷气、夹杂等缺陷,使铸件的出品率和合格率较低;能源和原材料利用水平较低;环境污染严重等众多方面。
(二)电焊技术现状电焊也是材料成型中经常用到的技术之一,它主要应用于材料的连接、造型、封闭等方面。
关于材料成型的论文精选4篇关于材料成型的论文篇一浅谈新型金属材料成型加工技术【摘要】随着现代科学技术的发展以及新型金属材料的应用,新型金属材料成型加工技术也得到了相应的发展。
在本文中,笔者将基于金属材料成型加工的实际工作经验,在对新型金属材料固有特性与加工特性深入分析的基础上,对当前的七种成型加工技术进行综合探究,以期促进新型金属材料成型加工技术的发展。
【关键词】新型金属材料;成型加工;加工技术;技术创新当前,新型的金属复合材料已经得到了广泛的应用,复合型材料虽然成本与技术要求都较高,但其所具有的材料特性相较于普通的金属材料具有更高的性能优势,成为工程建设的重要材料。
除此之外,更多的零部件制作采用新型金属材料,也催生了很多先进的成型加工技术。
那么在新时代背景下,究竟如何才能进一步存进新型金属材料成型加工技术的发展与完善,是当前的材料工程师应该重点关注的问题。
1 关于新型金属材料的综述1.1 新型金属材料的固有特性新型金属材料的种类繁多,都涵盖在合金的范畴之内,金属材料的固有特性包括以下几点:新型金属材料具有更好的延展性;新型金属的化学性较为活泼;新型金属具有特有的光泽与色彩等。
当前应用广泛的新型金属材料包括形状记忆合金、高温合金、贮氢合金以及非晶态合金等。
1.2 新型金属材料的加工特性1.2.1 焊接性焊接性是金属成型加工的基础特性之一,所指是金属材料通过焊接来完成二次成型并满足设计要求。
新型金属材料的焊接性良好,在焊接时可以保证没有气孔、没有裂缝等。
新型金属材料具有好的焊接性通常收缩小、导热性能好。
1.2.2 锻压性锻压性对于金属的成型加工的关键因素,金属具有的锻压性能够使金属在锻压的过程中承受塑性变形,并有效缓解冲压。
除此之外,金属的锻压性还会受到加工条件的影响。
1.2.3 铸造性金属所具有的铸造性包括收缩性、流动性、偏析以及裂纹敏感性等具有相关性,由于新型金属材料均为合金,因此其中含有的高熔点元素会金属的流动性降低,给材料成型加工增加了一定的难度。
![材料成型锻压毕业设计论文[1]](https://uimg.taocdn.com/034c4c8783d049649b665865.webp)
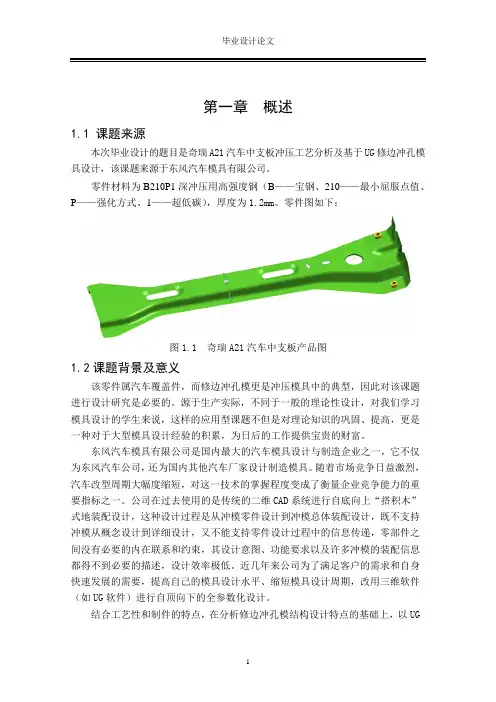
第一章概述1.1 课题来源本次毕业设计的题目是奇瑞A21汽车中支板冲压工艺分析及基于UG修边冲孔模具设计,该课题来源于东风汽车模具有限公司。
零件材料为B210P1深冲压用高强度钢(B——宝钢、210——最小屈服点值、P——强化方式、1——超低碳),厚度为1.2mm。
零件图如下:图1.1 奇瑞A21汽车中支板产品图1.2课题背景及意义该零件属汽车覆盖件,而修边冲孔模更是冲压模具中的典型,因此对该课题进行设计研究是必要的。
源于生产实际,不同于一般的理论性设计,对我们学习模具设计的学生来说,这样的应用型课题不但是对理论知识的巩固、提高,更是一种对于大型模具设计经验的积累,为日后的工作提供宝贵的财富。
东风汽车模具有限公司是国内最大的汽车模具设计与制造企业之一,它不仅为东风汽车公司,还为国内其他汽车厂家设计制造模具。
随着市场竞争日益激烈,汽车改型周期大幅度缩短,对这一技术的掌握程度变成了衡量企业竞争能力的重要指标之一。
公司在过去使用的是传统的二维CAD系统进行自底向上“搭积木”式地装配设计,这种设计过程是从冲模零件设计到冲模总体装配设计,既不支持冲模从概念设计到详细设计,又不能支持零件设计过程中的信息传递,零部件之间没有必要的内在联系和约束,其设计意图、功能要求以及许多冲模的装配信息都得不到必要的描述,设计效率极低。
近几年来公司为了满足客户的需求和自身快速发展的需要,提高自己的模具设计水平、缩短模具设计周期,改用三维软件(如UG软件)进行自顶向下的全参数化设计。
结合工艺性和制件的特点,在分析修边冲孔模结构设计特点的基础上,以UG作为开发平台进行三维修边冲孔模CAD。
随着我国汽车工业的迅速发展,新车型更新换代的速度不断加快,传统的覆盖件模具设计制造方法已不能适应产品开发的要求。
汽车覆盖件模具作为汽车车身生产的重要工艺装备,直接制约着汽车产品的质量和新车型的开发。
覆盖件模具因其设计制造难度大、周期长而常常成为制约汽车生产的主要因素。
材料成型论文范文2篇材料成型论文范文一:工科高校材料成型控制工程论文一、设计性实验选题的“五个原则”此外,设计性实验选题时,在把握综合性、创造性、应用性、自主性和灵活性这五个原则外,还要合理掌控学生专业知识结构、专业知识掌握程度及学生自主实验的可操作性等方面。
二、设计性实验选题的“四个方向”材料成型与控制工程专业设计性实验选题在把握“五个原则”的前提下,通常可通过“四个方向”来进行选题设立,即验证性实验转化为设计性实验、科研项目转化为设计性实验、生产项目转化为设计性实验和学生兴趣转化为设计性实验。
(一)验证性实验转化为设计性实验验证性实验是为促使学生掌握并加深对专业基本理论、知识的理解,而按照实验教材的要求,由学生进行实验操作,并从实验结果验证所学的理论知识。
由于实验结果在理论授课时已经涉及,因此学生实验的兴趣不浓,热情不高。
但不要因为这些就抹杀验证性实验验证理论知识,加深学生对基本理论知识理解的独特作用。
完全可以通过合理安排,将一些验证性实验转换为设计性实验。
这样就可以激发学生的实验兴趣,提高学生的实验学习主动性、自主性。
例如,对长杆型坯料进行局部镦粗是模锻生产中经常采用的变形工序之一。
因此,在《锻压工艺及模具设计》专业实验课中设立了“局部镦粗规则的验证”这项验证性实验。
该实验通过对不同长度试件,使用局部镦粗模进行镦粗,验证局部镦粗规则的正确性,观察和分析由于局部镦粗长度与直径比值的影响而出现的正常和不正常现象。
由于是验证性实验,学生兴趣不高,往往抱着看热闹的心态参加实验,不能达到良好的教学效果,但该实验涉及内容是比较典型且在生产中常用到的。
怎样保留并将其转换为学生感兴趣的设计性实验呢?这就需要转换思路,可将该实验内容转换为首先要求学生根据给定尺寸的不同试件,进行局部镦粗积聚工步计算,并绘制镦粗模模具图。
当然,由于实验经费及加工时间的限制,学生设计的镦粗模并不需要制作出来,因为给定尺寸的试件,其局部镦粗模主要模具尺寸及工步是唯一的,可以采用原有的局部镦粗模进行实验和鉴定学生设计结果的准确性,这些需要教师在实验过程中灵活掌握。
法拉利等高级跑车发动机的选材及成型技术发动机类铸件的生产属大批量、专业化流水生产性质,一般年生产纲领,少则上万件,多则几千万件。
产品结构复杂,铸造难度大,相应生产工序多、工艺装备的要求也高,如发动机缸体、缸盖等铸件,既有复杂的内腔和外形结构,又要求薄壁及高度精确的毛坯尺寸。
而影响发动机性能的关键因素又取决于结构的设计,材料的选择和制造技术。
其中材料的选取又是重中之重。
材料的型号繁多、品种各异,每一种材料都有其不同的具体化学成分和各种性能,而且材料的结构、性能还随制备方式与处理工艺而变。
到目前为止,在材质的选择上,车用发动机缸体缸盖的材质主要有灰铸铁,铝合金,蠕墨铸铁等。
随着发动机朝着大功率、环保方向的发展,灰铸铁的牌号越来越高,现在运用普遍的是HT250,而HT300也已应用于缸体、缸盖的生产,个别产品性能要求达到HT350。
1 发动机的基本构造发动机是一种由许多机构和系统组成的复杂机器。
无论是汽油机,还是柴油机;无论是四行程发动机,还是二行程发动机;无论是单缸发动机,还是多缸发动机见下图1.1所示。
要完成能量转换,实现工作循环,保证长时间连续正常工作,都必须具备以下一些机构和系统:曲柄连秆机构、配气机构、燃料供给系统、润滑系统、冷却系统、点火系统、起动系统[1]。
2 发动机关键零部件材料概述2.1 铝合金活塞铝合金的一个优点是密度小,约为铸铁的1/3,在同样强度的情况下,它比钢铁材料轻许多可大大减少活塞的质量及往复运动的惯性力,对缸壁的侧压力和冲击力也较小。
从而减小活塞组与缸壁以及活塞销的摩擦力,并降低它们的磨损力量。
铝合金的另外一个优点是导热性好,工作时,活塞表面温度比铸铁的低,而且活塞顶部的积炭也较少。
迄今曾经使用过的活塞材料大致四类:A1.Cu-Ni—Mg系、A1一cu.si系、共晶型A1一si—Cu.Mg系及过共晶型一si—Cu.Mg前两类由于存在线膨胀系数大、比重大、体积不稳定的缺点早已被淘汰[3]。
等静压成型摘要:介绍了等静压成型工艺的工艺原理、工艺特点、发展概况和前景,研究了研究了等静压成形过程中各种质量缺陷产生的原因和危害性,并提出了相应的预防措施,以提高产品的生产效率和产品质量。
关键词:等静压原理特点工艺缺陷预防措施1.简要介绍(1)等静压成型等静压成型是将待压试样置于高压容器中,利用液体介质不可压缩的性质和均匀传递压力的性质从各个方向对试样进行均匀加压,当液体介质通过压力泵注入压力容器时,根据流体力学原理,其压强大小不变且均匀地传递到各个方向。
此时高压容器中的粉料在各个方向上受到的压力是均匀的和大小一致的。
通过上述方法使瘠性粉料成型致密坯体的方法称为等静压法。
起(2)静压成型的过程等静压成型的过程包括1.初期成型压力较小时,粉体颗粒迁移和重堆积阶段。
2.中期压力提高,粉体局部流动和碎化阶段。
3.后期压力最大时,粉体体积压缩,排出气孔,达到致密化阶段。
(3)等静压成型的工艺特点静压成型的特点与等静压成型方法原理近似的是轴向压制成型。
轴向压制成型为单向或双向压力压制,粉料与模具的摩擦力较大,压力沿压制方向会产生压力损失,使坯体各部分的密度不均匀。
而等静压成型时液体介质传递的压力在各个方向上等是相等的。
弹性模具在受到液体介质压力时产生的变形传递到模具中的粉料,粉料与模具壁的摩擦力小,坯体受力均匀,密度分布均一,产品性能有很大提高。
与一般的钢模压制法相比还有下列优点。
1)具有凹形、空心等复杂形状的制件。
2)末提与弹性模具的相对移动很小,所以摩擦消耗也很小,单位压制压力比钢模压制成型时低。
3)属和非金属粉末,压坏密度分布均匀,对难容金属粉末及其化合物尤为有效。
4)密,强度较高,便于加工和运输。
(4)等静压成型的分类将预压好的坯料包封在弹性的塑料或橡胶模具内,密封后放入高压缸内,通过液体传递使坯体受压成型。
2)干式等静压:将弹性模具半固定,不浸泡在液体介质中,而是通过上下活塞密封。
压力泵将液体介质注入到高压缸和加压橡皮之间,通过液体和加压橡皮将压力传递使坯体受压成型。
成型技术学术论文(2)推荐文章教师专业技术年终工作总结热度:技术人员工作总结热度:技术人员工作总结五篇热度:刑事技术工作总结报告范文热度:刑事技术个人工作总结热度:成型技术学术论文篇二快速成型技术的应用摘要:为迎合市场需要将产品快速推向市场并占据先机,快速成型技术将是解决这一问题的关键。
快速成型技术(以下简称RP)是一种集计算机辅助设计、精密机械、数控激光技术和材料科学为一体的新兴技术,采用离散堆积原理,将所设计物体的CAD模型转化为实体样件。
由于此技术采用三维形体转化为二维平面分层制造的原理,对物体构成复杂性不敏感,因此物体越复杂越能体现它的优越性。
关键词:快速成型模具 RP一、快速成型的应用以 RP 为技术支撑的快速模具制造 RT(Rapid Tooling)也正是为了缩短新产品开发周期,早日向市场推出适销对路的、按客户意图定制的多品种、小批量产品而发展起来的新型制造技术。
由于产品开发与制造技术的进步,以及不断追求新颖、奇特、多变的市场消费导向,使得产品(尤其是消费品)的寿命周期越来越短已成为不争的事实。
例如,汽车、家电、计算机等产品,采用快速模具制造技术制模,制作周期为传统模具制造的 1/3~1/10,生产成本仅为 1/3~1/5。
所以,工业发达国家已将RP/RT 作为缩短产品开发时间及模具制作周期的重要研究课题和制造业核心技术之一,我国也已开始了快速制造业的研究与开发应用工作。
二、基于 RPM 的快速模具制造方法模具是制造业必不可少的手段,其中用得最多的有铸模、注塑模、冲压模和锻模等。
传统制作模具的方法是:对木材或金属毛坯进行车、铣、刨、钻、磨、电蚀等加工,得到所需模具的形状和尺寸。
这种方法既费时又费钱,特别是汽车、摩托车和家电所需的一些大型模具,往往造价数十万元以上,制作周期长达数月甚至一年。
而基于 RPM 技术的 RT 直接或间接制作模具,使模具的制造时间大大缩短而成本却大大降低。
1、用快速成形机直接制作模具由于一些快速成形机制作的工件有较好的机械强度和稳定性,因此快速成形件可直接用作模具。
材料成型及控制工程学科导论论文2材成学科导论学习报告在进入大学之前,我从网上得知,材料成型及控制工程专业研究通过热加工改变材料的微观结构、宏观性能和表面形状,研究热加工过程中的相关工艺因素对材料的影响,解决成型工艺开发、成型设备、工艺优化的理论和方法;研究模具设计理论及方法,研究模具制造中的材料、热处理、加工方法等问题。
本学科是国民经济发展的支柱产业。
经过老师系统、详细的讲授,我对材料成型及控制工程有了更深入的认识:该专业是机械设计制造及自动化专业与高分子材料与工程专业的有机结合。
该专业培养掌握材料成型技术及其自动化控制领域的宽口径“应用型”高级工程技术人才,学生在校期间要求掌握力学、材料学和机械学等方面的基础理论知识;掌握机械设计、现代材料成型原理和工艺及其设备、机电控制学等专业知识;具有计算机在成型领域中应用的能力和技术经济分析与管理的能力。
由此可见,我们在大学期间的任务可谓是非常繁重,在大学期间,我不想过每天都埋头在课本里的生活,我想有时间来做一些自己喜欢的事,但同时也想有个优异的成绩,所以我特地了解了本专业的主要培养目标,和我们所必须掌握的知识。
本专业主要培养学生具有比较宽广和扎实的基础理论和工程技术基础。
具备材料成型基础知识与应用能力,掌握材料成型质量(包括性能与几何形状尺寸)控制理论与方法,成为能在工业生产第一线从事该领域内的设计制造、试验研究、运行管理和经营销售等方面的高级工程技术人才。
本专业学生主要学习材料成型的基础理论与技术,掌握相关设备的设计方法,受到现代机械工程师的基本训练,具有从事塑料模具设计、生产组织管理的基本能力。
为了将来能更好的发展,我们要在大学期间做到以下几点:扎实牢固的基础课学习:机械研究生对基础课有着很高的要求(如高等数学、工程代数、马列主义等),都会在考研的过程中有所考察,而且对考研的影响也比较大。
进行非常专业的机械专业知识储备:研究学习生就是专业化方向的学习过程,要求对自己专业有很深的了解与见解。
学号:*********4Xingtai Polytechnic College毕业论文G RADUATE D ESIGN论文题目:板材深冲性能的影响因素学生姓名:王**专业班级:材料成型与控制技术院系:资源与环境工程系指导教师:果**刘**2013年6月13日目录摘要 (1)ABSTRACT (2)引言 (3)1 冲压成型和深冲板 (4)1.1冲压成型 (4)1.1.1 冲压成型的概念 (4)1.1.2 冲压成型的优点 (4)1.1.3 冲压成型的应用范围 (4)1.2板材深冲性能的主要评价指标 (5)1.2.1 塑性应变比即r值 (5)1.2.2 屈服强度 (5)1.2.3 抗拉强度 (5)1.2.4 总延伸率 (6)2 深冲钢板的发展 (6)2 深冲钢板的发展 (7)2.1深冲板的发展历史 (7)2.1.1 第一代深冲钢板(沸腾钢) (7)2.1.2 第二代深冲钢板(低碳铝镇静钢) (7)2.2深冲板的发展 (8)2.2.1 深冲板的发展历史 (8)2.2.2 国内IF钢的现状 (9)2.2.3 国外IF钢的现状 (9)2.2.4 未来深冲钢板的发展方向 (10)3 影响钢材深冲性能的主要因素 (11)3.1材料本身的影响 (11)3.1.1 化学成分对深冲性能的影响 (11)3.1.2 微合金化 (11)3.2材料的加工工艺对深冲性能的影响 (11)3.2.1 铁素体晶粒形状和大小 (11)3.2.2 退火工艺 (12)3.2.3 热轧生产工艺的作用 (12)3.2.4 冷轧生产工艺的作用 (12)3.2.5 四是薄板厚度的尺寸公差 (12)3.2.6 表面质量 (13)结论 (14)致谢 (15)参考文献 (16)摘要冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成型方法。
冲压的坯料主要是热轧和冷轧的钢板和钢带。
材料成型及控制论文范文2篇材料成型及控制论文范文一:材料成型及控制工程专业建设探究1现阶段我国材料成型及控制工程专业教育中存在的问题自从1998年教育局规定新增材料成型及控制工程专业以来,我国各大高校中开设此项专业课程的高校多达30%,经过这十几年的教育推广,材料成型及控制工程专业为社会培养出了许多技术过硬的优秀的专业人才。
但是尽管如此,这项学科教育中仍然存在着诸多的问题需要引起高校的高度注意。
具体的问题包括以下几个方面:1.1对学生的培养方案不一致材料成型及控制工程专业是将铸造、锻造、焊接等众多专业融合在一起的一个新型的专业,它所涵盖的知识领域极广,因此学生们的学习压力也就随之增多。
如果只是将所包含的知识点进行合并,那么在学生们的四年学习中使很难完成这么多的学习量的,因此学校必须对知识点进行取舍,但是由于取舍后每个学校所保留的知识点都不相同,因此很难对学生有一个统一的培养方案,也很难对学生的专业技能有一个合理的考量。
1.2材料成型及控制工程专业基础老旧落后,需要及时进行更新材料成型及控制工程专业是在铸造、锻造、焊接等众多老专业的基础之上形成的,这些老专业的学术质量高低直接影响着材料成型及控制工程专业的学科质量。
然而由于时代科学技术的飞速发展,导致铸造、锻造、焊接等技术的更新换代十分频繁,然而高校中这些老专业的教学内容却仍然是对过去落后的专业技术的讲解,而且课程设置狭窄、教学方法单一,对学生专业技能的培养已经跟不上时代发展的潮流。
因此基于此种老专业而建立起的材料成型及控制工程专业,如果不及时的跟进相关各项技术的发展进步,为学科教育注入新鲜的科技内容,将大大降低对专业人才的培养力度,而且即使教育培养出了成绩优秀的学生,他们也难以适应新技术环境中的市场要求。
2如何在高校中开展有效的材料成型及控制工程专业建设工作2.1开展材料成型及控制工程专业教育应该遵循的原则2.1.1实用性原则高校开设材料成型及控制工程专业的目的在于为社会输送满足社会需求的专业性技术人才,因此在具体的专业建设中,首先需要遵循的就是实用性原则,注重学科的实用性和实践性,杜绝为学生开设过多的理论讲解课程,要将理论与实践相结合,多为学生开设一些有针对性的实践课程,让学生在实践中理解理论的内涵并对其的掌握应用能力得到锻炼。
关于材料成型的论文关于材料成型的论文现如今,无论是电力机械的制造还是船只制造都需要用到材料成型加工技术,该技术水平与质量的高低也成为了影响机械制造水平与质量高低的主要因素。
下文是店铺为大家整理的关于材料成型的论文的范文,欢迎大家阅读参考!关于材料成型的论文篇1浅析pc材料特性及成型工艺【摘要】PC虽有很多优点,但其的一些特点限制了其在工程塑料方面的应用。
文章利用相容剂,采用两步试验合成工艺,经过试验确定了ABS含量以及增容剂对合金材料的影响,合成了高性能的PC/ABS合金材料。
【关键词】聚碳酸酯;成型条件;工程塑料聚碳酸酯(PC)以良好的尺寸稳定性、耐热耐化学性,以及较好的机电性能,被广泛的应用于汽车、飞机、电子、电气、家用电器、信息、机械等领域。
但由于脂肪族和脂肪族-芳香族聚碳酸酯的机械性能较低,流动性差,使得其加工困难,难于制成大型制品,且制品残余应力大,易发生应力开裂。
除此之外,PC的耐溶剂性和耐磨损性较差,且价格偏高,从而限制了其在工程塑料方面的应用。
因此,对PC进行改性已成为业内急需解决的问题。
PC的共混合金化法是目前常用的PC改性方法之一,它能够有效的改善PC的性能,使得PC能够在工程塑料方面领域更为广泛的应用。
一、PC 聚碳酸酯化学和物理特性聚碳酸酯 (PC) 树脂是一种性能优良的热塑性工程塑料,具有突出的抗冲击能力,耐蠕变和尺寸稳定性好,耐热、吸水率低、无毒、介电性能优良,是五大工程塑料中唯一具有良好透明性的产品,也是近年来增长速度最快的通用工程塑料。
目前广泛应用于汽车、电子电气、建筑、办公设备、包装、运动器材、医疗保健等领域,随着改性研究的不断深入,正迅速拓展到航空航天、计算机、光盘等高科技领域。
PC是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特性以及抗污染性。
PC的缺口伊估德冲击强度(otched Izod impact stregth)非常高,并且收缩率很低,一般为0.1%~0.2%。
材料成型与控制工程毕业论文镁合金铸轧区温度场仿真及组织研究单位名称:材料与冶金学院专业名称:材料成型与控制工程镁合金铸轧区温度场仿真及组织研究镁合金是最轻的金属结构材料,其比强度和比刚度高,阻尼性及机加工性好,具有防震、屏蔽电磁波等优异性能,近年来得到极大重视,在国防、航空航天以及3C、汽车等民用工业部门得到了广泛地应用。
镁合金的双辊薄带连续铸轧技术是当今有色行业主要研究的课题之一,具有短流程、低能耗及节省投资等优点。
应用模拟软件,进行镁合金双辊薄带连续铸轧过程的数值模拟,寻求最佳工艺参数,为镁合金的连续铸轧提供理论基础。
本文通过大型模拟软件ANSYS研究了不同的浇注温度、不同的铸轧速度以及不同的辊带间对流换热系数对铸轧区内镁熔体温度场和流场的影响;通过轧卡实验得到一定条件下的铸轧区凝固样品,并观察其凝固组织;论文得到了如下结果:(1)随着浇注温度的升高,铸轧区内的整体流动趋势差别不大,各处温度均有所升高,液穴长度增大,液固两相区增大,轧辊咬入端附近两相区凝固壳变薄,凝固终点位置靠近轧制出口端,出口板带温度也升高。
(2)随着铸轧速度的提高,铸轧区内的液穴长度增大,液固两相区增大,铸带表面温度升高,凝固壳变薄,凝固终点位置向轧制出口端靠近。
铸轧区中部的两个漩涡略向轧制出口端偏移。
(3)随着辊带间对流换热系数的增大,铸轧区内的液穴的长度减小,液固两相区变小,凝固壳略变厚,凝固终点位置向咬入端偏移。
铸轧区中部的两个漩涡也向咬入端偏移。
(4)铸轧区的凝固组织,靠近轧辊边部的晶粒比中间部位的细小且等轴化程度更高;边部的晶粒则是越靠近轧制出口端越细小。
关键词:数值模拟,镁合金,铸轧,温度场,流场Numerical Simulation on Temperature Field and the Study on Microstructure ofCast-rolling Zone of Magnesium AlloyMagnesium alloys are the lightest constructional metal materials. Due to their excellent properties such as high specific strength and stiffness, good damping and machinability, shock resistance, electromagnetic shielding, magnesium alloys are deemed as one of the most potential materials, and have received more and more attention. Magnesium alloys are rapidly applied to national defence, aeroplane, 3C, automobile and so on. The technique of twin-roll strip continuous cast-rolling of magnesium alloys is one of the main research tasks in nonferrous industry now, it possesses the advantages such as short procedure, low energy consumption, less investment. Simulative software can simulate the process of twin-roll strip continuous cast-rolling of magnesium alloys to get the proper processing parameters, and provide theoretical basis for continuous cast-rolling of magnesium alloys.In this paper, the effect of point of pouring, cast-rolling speed and heat convection coefficient was studied on the temperature and flow field of magnesium melt in the cast-rolling zone by ANSYS; also solid sample was obtained by experiment to study the solid microstructure in the cast-rolling zone, and the conclusions were obtained as follow:(1)With the increment of point of pouring, the flow tendency in the cast-rolling zone is hardly changed, the temperature everywhere in the cast-rolling zone increases more or less, the length of the liquid cave increases, the semi-solid region enlarges, the semi-solid shell around the nip point thins, freezing point is near to outlet and the temperature of strip in outlet also increases.(2)With the increment of cast-rolling speed, the length of the liquid cave increases, the semi-solid region enlarges, the surface temperature of strip increases, the semi-solid shell thins, freezing point is near to outlet and the two eddies in the middle of the cast-rolling zone shift to outlet appreciably.(3)with the increment of heat convection coefficient, the length of the liquid cave reduces, the semi-solid region diminishes and the semi-solid shell thickens appreciably. The freezing point and the two eddies in the middle of the cast-rolling zone are near to the nip point.(4)For the solid microstructure of the cast-rolling zone, the grains around the rolls are finer and more equiaxial than those in the middle of the cast-rolling zone. For those grains around the rolls, the nearer they are to outlet , the finer they are.Key words: numerical simulation,magnesium alloy,cast-rolling,temperature field,flow field目录任务书..................................................................................................................................i中文摘要. (ii)ABSTRACT (iii)第1章绪论 (1)1.1 金属镁及其合金 (1)1.1.1 镁的基本性质及特点································································································11.1.2镁合金的合金成分、牌号标记及其分类 (3)1.1.3镁合金的应用及国内外发展现状 (5)1.2 板带铸轧技术的提出与发展现状[20] (7)1.2.1 国外简况 (7)1.2.2 国内简况 (8)1.3 铸轧技术的数值模拟现状 (8)1.4 本文研究的意义和主要内容···················································································91.4.1本文研究的意义 (10)1.4.2本文研究的主要内容 (11)第2章铸轧过程数值模拟的基本理论 (12)2.1流场计算的基本理论 (12)2.1.1流场的基本控制方程 (12)2.1.2流场湍流模型 (14)2.1.3通用微分方程的离散化 (18)2.2温度场计算的基本理论 (20)2.2.1热量传递的基本方式 (20)2.2.2传热中的能量守恒 (22)2.2.3传热中的微分方程 (23)2.2.4传热中的边界条件 (23)第3章镁合金铸轧区温度场的数值计算 (25)3.1模型的假设条件 (25)3.2物理模型及网格划分 (25)3.3计算的工艺参数 (26)3.4计算的物理性能参数 (27)3.5初始条件和边界条件 (28)3.6求解策略 (28)第4章数值模拟的计算结果与分析 (30)4.1浇注温度对温度场和流场的影响 (30)4.2铸轧速度对温度场和流场的影响 (34)4.3辊带间对流换热系数对温度场和流场的影响 (39)4.4上下辊径的不同对流场的影响 (42)第5章铸轧区凝固组织研究 (43)第6章结论 (45)参考文献 (46)结束语 (47)第1章绪论1.1 金属镁及其合金1.1.1 镁的基本性质及特点镁在地壳中是继铝、铁、钙和钾元素之后分布最广泛的元素,占地壳重量2.5%。
2021高分子材料成型加工技术研究范文 高分子材料成型论文(最新10篇)之第三篇 摘要:在我国科学技术全面发展背景下,高分子材料作为一项新型技术也得到了更为广泛的应用,高分子技术能对材料质量进行优化,提升应用效果。
高分子材料只能借助其他技术手段实现技术转变,在满足市场需求的基础上,发挥功能性优势,这对于自身价值展现极为关键。
高分子材料加工具备能耗小、控制材料浪费的优势,因此在社会材料发展中将发挥尤为重要的优势。
以高分子材料应用价值作为基础研究方向,进一步对其技术优势和特点展开研究,希望对工作人员技术发展和行业进步提供更合理的建议。
关键词:高分子材料,材料成型,加工技术 随着群众生活质量和水平的稳定提升,我国工业化发展脚步不断推进,因此社会发展中对工艺技术提出了更为严格的标准和要求。
在经济稳定发展背景下,一些企业已经着手开始了对高分子材料的研究,这也意味着高分子材料不仅能广泛应用,同时还能实现对工作效率的稳定提升,成为了当前企业研究和创新的重点技术。
但是对于这项技术的掌握仍然存在较多不完善情况,针对这种情况,本文对新型高分子材料技术成型加工技术进行研究,希望能更全面地满足市场发展需求,提升行业生产效率。
1高分子材料的定义与分类 高分子材料指的是具备聚合物成分和聚合物材质,是相对分子质量较高化合物构建的全新材料,在研究中发现,这种材料在我国各项领域都实现了应用,有着极为广阔的发展空间。
这种材料本身结构就有着显着易改性,无论是延展性还是可塑性都比较强,所以可以对材料进行更合理地加工和调整。
经实际研究和应用分析可知,天然类材料主要包含有:纤维素、蛋白质、天然橡胶合木质素等。
传统的合成类材料主要成分为树脂、合成纤维、塑料等[1]。
除了包含上述材料,还包含了很多带电、生物的全新延伸性材料。
特别是在近年来我国航天领域、军事领域发展水平的全面提升,对高分子材料的应用也大大提升,实现了高性能方向的转变。
2高分子材料发展现状 由于高分子材料的加工过程相对简单,有着较强可塑性,因此近年来我国面向高分子材料的探索和应用也得到深层发展,获取了较为显着的成绩优势。
20 15 /20 16 学年第二学期毕业实习报告学院:材料科学与工程专业:材料成型及控制工程焊接方向班级:姓名:学号:实习时间:2016 年3月6日— 2016 年3月25日指导教师:20 /20 学年第学期实习报告学院:专业:班级:姓名:学号:实习时间:年. 月. 日—年. 月. 日指导教师:×××教授×××副教授×××讲师×××助内蒙古工业大学毕业实习报告一、实习的目的意义毕业实习是学生在毕业之前,是在学完全部课程之后到实习现场参与一定实际工作,通过综合运用全部专业知识及有关基础知识解决专业技术问题,获取独立工作能力,在思想上、业务上得到全面锻炼并进一步掌握专业技术的实践教学形式。
通过综合运用所学专业知识获得独立工作的能力,并培养综合职业能力,让我们在实践中获得有关资料,为进行毕业设计或撰写毕业论文做好准备。
毕业实习让我们学生对本专业常见的生产设备和仪器有进一步的认识,掌握机械制造业的基本生产知识,对专业所涉及的生产技术、方式方法及设备和环境有进一步的认识;掌握本专业相关的基本工艺流程和加工方法;熟悉常见的和部分先进的生产技术和现代化的生产方式。
其意义在于使我们深入认识材料成型及控制工程专业的就业方向和工作内容,并对实际生产过程深入理解。
这次毕业实习让我们有了一个与机械的制造和组装过程有了面对面认知的机会,让我们对自己的专业方向及其相关内容有了直观的认识与理解,使我对自己以后的工作内容有进一步的认识与感受,对自己未来的职业规划有基本的方向。
通过毕业实习的学习,我对本专业的常见生产设备和仪器有初步的掌握,为马上开始的毕业设计积累了第一线的生产资料,打下了基础。
同时,毕业实习也让我对工厂现代化有了认识,转变了自己落后的思想,认识到了自己不足,激发了我们前进的动力。
1。
内蒙古科技大学本科生毕业论文题目:宽厚板连铸过程中温度场的数值模拟学生姓名:郑涛学号:200872146222专业:材料成型及控制工程班级:成型08-1班指导教师:李建超教授宽厚板连铸过程中温度场的数值模拟摘要本文是针对某钢厂宽厚板在连铸凝固过程进行数值模拟研究。
运用物理模型和数学模型研究的方法,借助ANSYS商用软件,模拟了板坯在凝固过程中水平截面的温度分布、铸坯温度随时间的变化和铸坯坯壳的生长。
比较了拉速对铸坯温度分布、铸坯温度在结晶器中的变化和铸坯坯壳生长的影响。
研究结果表明:模型反映了板坯在结晶器中随时间的变化铸坯温度分布、变化和坯壳的生长过程;拉速对铸坯温度分布、铸坯温度随时间的变化以及坯壳的生长有很大的影响,拉速增加,结晶器内坯壳厚度减薄,坯壳温度升高,保护渣耗量减少,容易产生粘结漏钢。
关键词:宽厚板坯;连铸;结晶器;温度场;数值模拟Numerical Simulation of Thermal Field of Slab During ContinuousCastingAbstractThis paper takes a research of slab in a steel plant during continuous casting by numerical simulation. The lever cross-section temperature distribution of slab in the solidification, the change of billet’s temperature along with the time and the growth of the billet shell are simulated by the method of the physical model, mathematics model and the ANSYS commercial software.The effect of the casting speed on the temperature distribution and growth of the billet shell are compared.The results show that the model reflects the temperature distribution, change of temperature and the growth of the billet shell for the solidification process of slab in the mold:The continuous casting speed has high influence on the slab temperature distribution, the change of billet’s temperature along with the time and the shell growth, as the increase of the casting speed,the thickness of billet shell which in the mold will decrease,the temperature of slab will go up,the consume of protection dregs will decrease,based on the above,it's easy to omit liquid steel.Key words: wide slab; continuous casting; mold; thermal field; numerical simulation目录摘要 (Ⅰ)Abstract (Ⅱ)第一章文献综述 (1)1.1连铸技术的历史及其发展过程 (1)1.2数学物理模拟在连铸中的应用 (2)1.3宽厚板坯连铸的凝固过程 (3)1.3.1宽厚板坯连铸凝固传热过程 (3)1.3.2宽厚板坯连铸凝固变形过程 (4)1.4数值模拟技术和ANSYS软件简介 (4)1.4.1数值模拟技术 (4)1.4.2 ANSYS有限元软件 (5)1.4.3 ANSYS热分析 (6)1.5选题背景及研究方法和内容 (7)1.5.1选题背景及研究方法 (7)1.5.2研究目的及内容 (9)第二章宽厚板坯连铸凝固传热过程数学物理模型的建立 (11)2.1物理模型的描述 ................................................................. 错误!未定义书签。
2021高分子材料成型论文(最新10篇)范文 随着我国科学技术的不断发展,高分子材料作为一项新型技术得到了广泛的应用,高分子材料成型的工艺技术也在不断进步,为制造业、工业等相关行业的生产活动提供了有力的技术支持。
本文整理了10篇“高分子材料成型论文”,供该专业的学者阅读参考。
高分子材料成型论文(最新10篇)之第一篇:高分子材料成型加工技术的进展 摘要:现阶段随着我国经济与科技不断快速的发展,促使对材料的需求量每年都在增加, 而且因为材料属于技术进步的基础, 所以业界的相关人员都十分认可高分子材料的出现。
同时高分子材料具有十分良好的性能, 促使对其进行广泛的应用, 例如医学、建筑、生物、计算机等。
所以本文主要研究高分子的几种成型技术, 促使我国在成型的技术研究中对技术前沿进行掌握, 从而确保大力的推动我国高分子材料成型加工技术的发展。
关键词:高分子材料,成型加工,技术,发展 1引言 因为我国社会不断快速的发展,促使我国大部分特殊的领域对高分子材料的性能要求越来越高, 例如国防尖端工业、航空工业等领域。
而且高分子材料属于通过对各种制品进行制造, 不断对其具有的价值进行实现, 所以结合高分子材料的应用角度, 高分子材料成型加工技术的发展具有极其重要的作用与意义。
同时我国需要对技术的前沿进行把握, 不断对自主知识产权进行培育, 从而确保实现我国高分子材料成型技术的可持续性发展。
2高分子材料成型加工技术的发展趋势 因为随着我国科技不断快速的发展,促使人们对制造技术的要求与质量越来越高, 而且聚合物反应加工技术有传统的双螺杆轴剂出成型的技术所演化, 以及美国的Aerstart公司已经对更加稳定、高效的连续性与混炼挤出机进行研究, 能够对确保对其他同类型挤出机成型过程中存在的问题进行有效的解决。
但是我国这项技术正处于起步的阶段, 高分子才的成型加工技术主要针对塑料的缩聚反应的机械设备。
同时随着我国不断增加的需求与生产力度, 需要对合金材料的生产效率进行有效的增强, 但是我国传统的加工设备与技术无论是在混炼的过程中, 还是在传热技术的环节中都存在大量的问题, 以及设备也具有较大的投资费用、较高的能耗、较大的噪音等缺陷[1]。
材料成型毕业论文范文2 篇材料成型毕业论文范文一:金属材料加工中材料成型与控制工程摘要:本文以金属材料为例,对材料成型与控制工程中的加工技术进行细化分析,首先,理论概述了金属材料的选材原则,然后具体分析了铸造成型、挤压与锻模塑性成型、粉末冶金以及机械加工四种加工方法,旨在为相关工作人员提供有借鉴性的参考资料,进一步提高我国制造业的加工水平与整体质量。
关键词:材料成型;控制工程;金属材料;加工工艺0 引言对于我国制造业而言,材料成型与控制工程是其实现长期健康发展的根本保障,不仅如此,材料成型与控制工程也是我国机械制造业的关键环境,因此,相关企业必须对其给予高度重视。
无论是电力机械制造,还是船只等交通工具制造,均离不开材料成型与控制工程,材料成型与控制技术的水平与质量将会直接决定机械制造水平与质量。
因此,对材料成型与控制工程中的金属材料加工技术进行细化分析,具有非常重要的现实意义。
1金属材料选材原则在金属复合材料成型加工过程中,将适量的增强物添加于金属复合材料中,可以在很大程度上高材料的强度,优化材料的耐磨性,但与此同时,也会在一定程度上扩大材料二次加工的难度系数,正因此,不同种类的金属复合材料,拥有不同的加工工艺以及加工方法。
例如,连续纤维增强金属基复合材料构件等金属复合材料便可以通过复合成型; 而部分金属复合材料却需要经过多重技术手段,才能成型,这些成型技术的实践,需要相关工作人员长期不断加以科研以及探究,才能正式投入使用,促使金属复合材料成型加工技术水平与质量实现不断发展与完善。
由于成型加工过程中,如果技术手段存在细小纰漏,或是个别细节存在问题,均会给金属基复合材料结构造成一定的影响,导致其与实际需求出现差异,最终为实际工程预埋巨大的风险隐患,诱发难以估量的后果。
所以,相关工作人员在对金属复合材料进行选材过程中,必须准确把握金属材料的本质以及复合材料可塑性,只有这样,才能保证其可以顺利成型,并保证使用安全。
2金属材料加工方法2.1机械加工成型当前,金属材料成型与控制工程中,应用最为广泛的金属切割刀具便是金刚石刀具,以金刚石刀具对铝基复合材料进行精加工,与其他金属基复合材料,例如,钻、铣以及车等,均是现代社会中广而易见的。
铝基复合材料的金刚石刀具加工形式可以细化为三种:其一,车削形式; 其二,铣削形式; 其三,钻削形式。
其中,钻削即通过镶片麻花钻头对铝基复合材料进行加工,常见的有b4c 以及sic 颗粒钻削,然后添加适量的外切削液,可以有效强化铝基复合材料。
铣削即通过1.5%-2.0%(w+c) 粘结剂,8.0%-8.5%pcd 的端面铣刀对铝基复合材料进行加工,常见的有sic 颗粒铣削增强铝基复合材料,然后添加适量的切削液进行冷却。
车削以硬合金刀具为主要的切割工具,例如,a1/sic 车削符合材料,并添加适量的乳化液对其进行冷却处理。
2.2挤压与锻模塑性成型金属材料实际成型加工过程中,相关工作人员可以通过模具表面涂层以及添加润滑剂等技术手段,对实践操作过程中的压力进行有效改善,降低加工操作过程中的摩擦阻力,据相关数据统计,这样可以促使加工过程中的挤压力缩减25%-35%左右,甚至更多。
降低加工挤压力,可以有效弱化增强颗粒给模具造成的损伤程度,削弱金属材料塑性,有利于降低金属材料的变形阻力,提高其成型的成功率。
除此之外,相关工作人员还可以增加挤压温度,以此促使金属基材料更具可塑性。
在金属基材料中添加适量的增强颗粒,可以促使金属基材料的可塑性得到弱化,进而变形抗力得以大幅度提升,此时提高挤压温度,可以加快增强颗粒与金属基材料的溶合速率,优化二者的溶合效果。
普遍来说,增强颗粒含量会直接影响挤压速度,由此可见,只有金属基复合材料中的增强物含量较低,才能提高挤压速度,如果金属基复合材料中的增强物含量较高,相关人员必须严格控制挤压速度。
不过,挤压速度超高的话,也会导致金属材料成型后,便面出现横向裂纹。
综上,相关人员在应用挤压与锻模塑性成型加工技术时,不仅要在金属复合材料表面进行涂层或是润滑剂处理,还要对挤压温度进行严格控制,并结合实际,对挤压速度进行有效调控,只有这样,才能保证成品质量符合要求。
2.3铸造成型复合材料生产过程中,应用最广泛的加工技术便是铸造成型技术,实际铸造过程中,金属基复合材料中添加增强颗粒后,熔体的粘度以及流动性均会显著提升,加之增强颗粒与熔体在高温下的化学反应作用,便会改变基础材料本质,此时相关工作人员必须在熔化金属基复合材料的过程中,对其熔化温度以及保温时间进行严格管控。
高温时,添加的增强颗粒,尤其是碳化硅颗粒,极易产生界面反应,例如,3sica1-a14c3+3si 等。
进而导致熔体粘度过大,难以浇筑,影响材料本质。
此时相关工作热暖可以采取精炼方法,然后添加适量变质剂造渣。
但这种操作方法并不适用于颗粒增强铝基复合材料。
2.4粉末冶金成型粉末冶金成型技术是最早期的制造晶须以及颗粒符合材料零部件、金数基复合材料的手段,具有非常丰厚的实践检验,不仅如此,该技术手段还适用于尺寸较小、形状简单但是具有较高精密性要求的零部件。
粉末冶金成型技术具有组织细密、增强相分布均匀、增强相可调节以及界面反应较少等特点,dwa公司现阶段,应经将粉末冶金成型技术延展到多种产品的制造工程中,例如,sicp 增强铝合金基体、管材、自行车零件、自行车支撑设备架以及自行车架等。
由于粉末冶金成型技术加工的产品具有非常显著的耐磨性、比模量以及比强度,因此,也受到了航天器材、飞机以及汽车的广泛推崇。
3结语金属材料在材料成型与控制工程中,属于加工难点,而且极具重要性,发展前景非常广阔,随着科学技术的快速发展,其将受到更多行业领域的青睐以及注重,我国必须给予高度重视,通过不断科研,促使自身的技术水平实现突破与创新,这对提高我国的国际竞争力至关重要。
参考文献:[1] 张文华. 材料成型与控制工程模具制造技术分析初探[j]. 黑龙江科技信息,2015(15).[2] 张健. 基于动力学控制的钛加工材料成型优化技术[j]. 世界有色金属,2015(10).材料成型毕业论文范文二:材料成型与控制工程模具技术分析1材料经过加工直接成型技术材料的一次性成型技术在实际的操作中是非常繁琐的,但是经常使用的主流技术主要有以下几种,一个是冲击压力作用下材料的相互挤压,模具当中防止金属材质的材料,胚料在使用的过程中主要是在高压的作用下实现反复的积压,这样就使得材料的物理性质和外观形态出现了很大的变化,这样就可以制作出和模具的尺寸完全一致的形状,这种方法在使用的过程中有非常强的可塑性,同时在这一过程中也可以非常有效的防止模具出现严重的变形或者是损坏的情况。
拉拔技术也是一种非常重要的技术。
模具内金属坯料的边缘位置上会有一地那几个的拉力,这样就使得材料的形状和外观都出现了明显的变化,其在应力的作用下被迫的使其形状和模具的形状保持高度的一致。
使用这种方法会在拉伸的过程中受到多个方面的作用力。
此外,轧制也是机械成型加工技术中非常关键的一种方法,这种方法就是让材料收到轧辊的作用,在轧辊的转动下使得材料在这一过程中出现非常明显的形状变化。
2加工材料技术成型的前景当前,我国的市场经济有了非常显著的发展,同时同行业之间的竞争也越来越激烈,在这样的情况下,传统的理论和实践成果也受到了非常大的冲击,各大生产厂商在经营和发展的过程中对材料加工越来越重视,正是因为这种趋势才使得这项技术的发展水平得到了显著的提升,在世界范围内,材料加工行业在发展的过程中都朝着更加精确的方向发展,很多对国民经济增长有重要作用的产业要想更好的发展也必须要一来这项技术,甚至是其在发展的过程中广泛的应用在了生活中的方方面面,在当前这样一个经济全球化的时代,每个企业都在想办法跟上行业发展的步伐,同时在企业发展的过程中也将企业的研发工作当做是非常重要的一个能力,之所以这样说是因为很多企业都在努力的发展和完善材料加工技术,此外还有很多企业将自身的关注点放在了具有自由成型功能的技术上。
加工技术是否能够符合当今时代的发展需求是非常好的一个检验标准,如果所有的研发成果不能真正的应用于实践,就如空中楼阁一样,发挥不了其自身的作用。
所以当今的科学研究中更加重视的是缩小生产制作环境和真实环境之间的差别,只有在现实需求的基础上去进行技术的改进和创新,才能更好的将其应用在企业的发展中,从而也更好的推动企业的建设和发展。
3非金属材料的初步制作和控制工程模具再次加工工艺首先,非金属材料的制作和控制是一个比较复杂的工作,同时它也有非常强的系统性,对这种技术进行分类的话就会发现其类别是非常多的,一类是注射成型的技术,在实际的操作中就是使用专门的注射器,之后对其进行加热,使其达到一定的温度,这样就可以使得结构内部的材料在物理形态上发生了非常明显的转变,最终使其呈现出液态的状态,之后要选取一种具有高温高压性质的材料当做一种重要的辅料,在助力融化之后的坯料要注入到模具的型腔之内,静置一段时间之后,观察其状态,等到材料彻底冷却之后,从模具当中取出器件,就可以得到预想的元件。
这种方法看起来很麻烦的方法在使用的过程中能够体现出非常大的优势,它产量高,同时在这一过程中也体现出了非常高的效率。
在低能耗的自动化操作中能够体现出非常大的优势,它也会可以生产和制作结构复杂性比较强的器件,基于上述特点,这种方法非常适合使用在大型工厂当中进行流水线生产。
其次,还有一种方法是通过物理方式的挤出成型。
旋塞和螺杆在此起到了至关重要的作用,旋塞的挤压效用以及螺杆的切割效用,它们一起作用在形态固定的坯料上,并对其经行融化和再次融合的过程,施加相应压力穿过模具,等待其冷却凝固以后,就能够获取所需元件。
这种方式可以简称为挤出成型,而它与众不同的是可以连续不断地提供生产动力,生产的效率也高于普通技术,更为难得的一点在于在“量”的满足上还可以保证“质” ,可以说是一种保质保量的方法,其使用的覆盖面也不单一,对设备器材没有太多严苛的限制。
如果企业从事相关产业,这种技艺是一种投资相对较少,而成效立竿见影的选择,“性价比”不俗。
再次,还有一种不同于以上两种技术的方式,是把需要的材料放置在密封关闭的模型器具环境里,在压强的增加过程中,再辅以固体化的技术,遂材料完整成型。
这种方法可以一个工作流程下完成制作若干数量的元器件,生产出来的成品形态较为固定,有效地克服了收缩性这个元件顽疾,还攻克了以往元器件变形的通病,性能较为优良,即使有如此不可取代的优势,缺陷也十分明显,生产制作的相对周期较之同类型技术而言同期拉长了许多,生产的效率自然而言地有所降低。
4结束语在时代发展日新月异的今天,科学技术正不断发展,科学生产力在人类社会竞争激烈的背景下,成为一个不得不让人重视的因素。