海天注塑机顶棍孔坐标表
- 格式:docx
- 大小:38.10 KB
- 文档页数:6

A63-I500 NRTC射出成型机操作手册弘讯科技股份有限公司目录海天注塑机操作一.操作面板使用说明:31-1.萤幕键盘:31-2.资料设定的存储:3二、画面说明72-1、开机步骤:72-2、操作画面说明: 82-3、开关模资料设定:9三、射出/储料/射退设定:113-1.射出/保压设定: 113-1-2 射出/保压切换 123-1-2 射出监测及上下限133-2.储料/冷却画面说明:14四、脱模/座台/调模/吹气条件设定:154-1、脱模/座台/调模资料15五、中子使用说明:18六、其它条件及功能选择:20七、温度设定21八、自动警报使用说明:22九.模具读取及存储24十、参数2610-1 参数1 2610-2 参数2 2610-3 参数3 27十一、归零资料画面27十二、版本/日期/时间设定画面28十三、输出入检测 30十四、系统压力检测画面33十五、输出/输入检测分配 33十六、参数表35十八、机械手装设使用说明46附件一: 47一.操作面板使用说明:1-1.萤幕键盘:键盘使用注意事项:如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入。
解决方法:请按删除键,重新输入正确资料。
1-2.资料设定的存储:一、料栏位输入数字正确,并且xx游标会自动xx到下一个资料栏位。
二、输入资料后按输入键或方向键,选择下一设定栏位。
三、输入完资料后按设定键储存资料,并且回到操作状态画面。
四、更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失。
五、如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完成。
键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中。
1-3、操作按键手动键: 此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键。
半自动键 : 按下此键时,机器处于自动循环,每一循环开始,均需开关xx一次,才能继续下一个循环。

海天注塑机操作A63-I500 NRTC 射出成型机操作手册弘讯科技股份有限公司目录一.操作面板使用说明: (3)1-1.萤幕键盘: (3)1-2.资料设定的存储: (3)二、画面说明 (7)2-1、开机步骤: (7)2-2、操作画面说明: (8)2-3、开关模资料设定: (9)三、射出/储料/射退设定: (11)3-1.射出/保压设定: (11)3-1-2射出/保压切换 (12)3-1-2射出监测及上下限 (13)3-2.储料/冷却画面说明: (14)四、脱模/座台/调模/吹气条件设定: (15)4-1、脱模/座台/调模资料 (15)五、中子使用说明: (18)六、其它条件及功能选择: (20)七、温度设定 (21)八、自动警报使用说明: (21)九.模具读取及存储 (24)十、参数 (26)10-1参数1 (26)10-2参数2 (26)10-3参数3 (27)十一、归零资料画面 (27)十二、版本/日期/时间设定画面 (28)十三、输出入检测 (30)十四、系统压力检测画面 (33)十五、输出/输入检测分配 (33)十六、参数表 (35)十八、机械手装设使用说明 (46)附件一: (47)一.操作面板使用说明:1-1.萤幕键盘:●键盘使用注意事项:如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入。
解决方法:请按删除键,重新输入正确资料。
1-2.资料设定的存储:一、料栏位输入数字正确,并且满格游标会自动索引到下一个资料栏位。
二、输入资料后按输入键或方向键,选择下一设定栏位。
三、输入完资料后按设定键储存资料,并且回到操作状态画面。
四、更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失。
五、如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完成。
●键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中。
1-3、操作按键手动键:此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键。
![[汇总]海天注塑机参数](https://img.taocdn.com/s1/m/63edff15ba68a98271fe910ef12d2af90242a860.png)
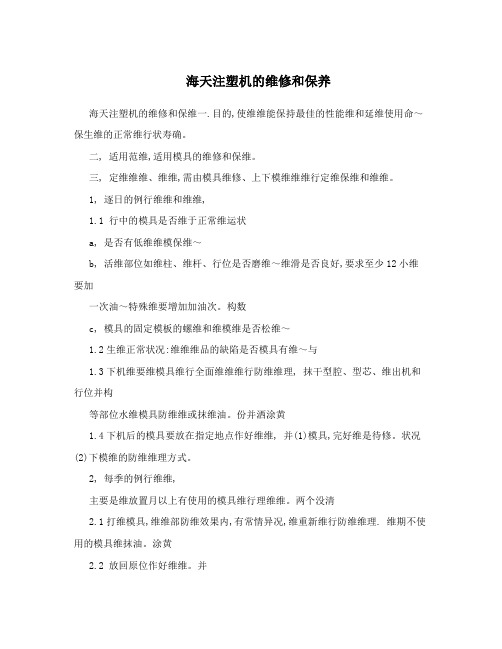
[汇总]海天注塑机参数HTF86/TJA B C 螺杆直径 Screw Diameter mm 34 36 40 螺杆长径比 Screw L/D Ratio L/D 21.2 20 183理论容量 Shot Size(Theoretical) cm 131 147 181 注射重量 Injection Weight(PS) g 119 134 165 注射压力 Injection Pressure Mpa 206 183 149 螺杆转速 Screw Speed rpm 0,205合模力 Clamp Tonnage KN 860 移模行程 Toggle Stroke mm 310 拉杆内距Space Between Tie Bars mm 360x360 最大模厚 Max.Mold Height mm 360 最小模厚 Min.Mold Height mm 150 顶出行程 Ejector Stroke mm 100 顶出力 Ejector Tonnage KN 33 顶出杆根数 Ejector Number Piece 5最大油泵压力 Max.Pump Pressure MPa 17.5 油泵马达 Pump Motor Power kw 7.5 电热功率 Heater Power kw 6.2 外形尺寸 Machine Dimension(LxWxH) m 4.5x1.25x1.9 重量 Machine Weight t 3.45 料斗容积 Hopper Capacity kg 25 油箱容积 Oil Tank Capacity L 230HTF120J/TJA B C 螺杆直径 Screw Diameter mm 36 40 45 螺杆长径比 Screw L/D Ratio L/D 23.3 20 18.73理论容量 Shot Size(Theoretical) cm 173 214 270 注射重量 Injection Weight(PS) g 157 195 246 注射压力 Injection Pressure Mpa 197 160 126 螺杆转速 Screw Speed rpm 0,195合模力 Clamp Tonnage KN 1200 移模行程 Toggle Stroke mm 350 拉杆内距Space Between Tie Bars mm 410x410 最大模厚 Max.Mold Height mm 430 最小模厚 Min.Mold Height mm 150 顶出行程 Ejector Stroke mm 120 顶出力 Ejector Tonnage KN 33 顶出杆根数 Ejector Number Piece 5最大油泵压力 Max.Pump Pressure MPa 16 油泵马达 Pump Motor Power kw11电热功率 Heater Power kw 9.75 外形尺寸 Machine Dimension(LxWxH) m4.92x1.33x1.95 重量 Machine Weight t 4.56 料斗容积 Hopper Capacity kg 25 油箱容积 Oil Tank Capacity L 240HTF160J/TJA B C 螺杆直径 Screw Diameter mm 40 45 48 螺杆长径比 Screw L/D Ratio L/D 22.5 20 18.83理论容量 Shot Size(Theoretical) cm 253 320 364 注射重量 Injection Weight(PS) g 230 291 331 注射压力 Injection Pressure Mpa 202 159 140 螺杆转速 Screw Speed rpm 0,175合模力 Clamp Tonnage KN 1600 移模行程 Toggle Stroke mm 420 拉杆内距Space Between Tie Bars mm 455x455 最大模厚 Max.Mold Height mm 500 最小模厚 Min.Mold Height mm 180 顶出行程 Ejector Stroke mm 140 顶出力 Ejector Tonnage KN 33 顶出杆根数 Ejector Number Piece 5最大油泵压力 Max.Pump Pressure MPa 17.5 油泵马达 Pump Motor Power kw 15 电热功率 Heater Power kw 9.75 外形尺寸 Machine Dimension(LxWxH) m 5.4x1.45x2.05 重量 Machine Weight t 5.2 料斗容积 Hopper Capacity kg 25 油箱容积 Oil Tank Capacity L 320HTF200J/TJA B C 螺杆直径 Screw Diameter mm 45 50 55 螺杆长径比 Screw L/D Ratio L/D 22.2 20 18.23理论容量 Shot Size(Theoretical) cm 334 412 499 注射重量 Injection Weight(PS) g 304 375 454 注射压力 Injection Pressure Mpa 210 170 141 螺杆转速 Screw Speed rpm 0,165合模力 Clamp Tonnage KN 2000 移模行程 Toggle Stroke mm 470 拉杆内距Space Between Tie Bars mm 510x510 最大模厚 Max.Mold Height mm 510 最小模厚 Min.Mold Height mm 200 顶出行程 Ejector Stroke mm 130 顶出力 Ejector Tonnage KN 62 顶出杆根数 Ejector Number Piece 9最大油泵压力 Max.Pump Pressure MPa 17.5 油泵马达 Pump Motor Power kw 18.5 电热功率 Heater Power kw 14.25 外形尺寸 Machine Dimension(LxWxH) m 5.3x1.6x2.1 重量 Machine Weight t 6.8 料斗容积 Hopper Capacity kg 50 油箱容积 Oil Tank Capacity L 390这个图跟我看过的宝源机的顶棍孔差不多。
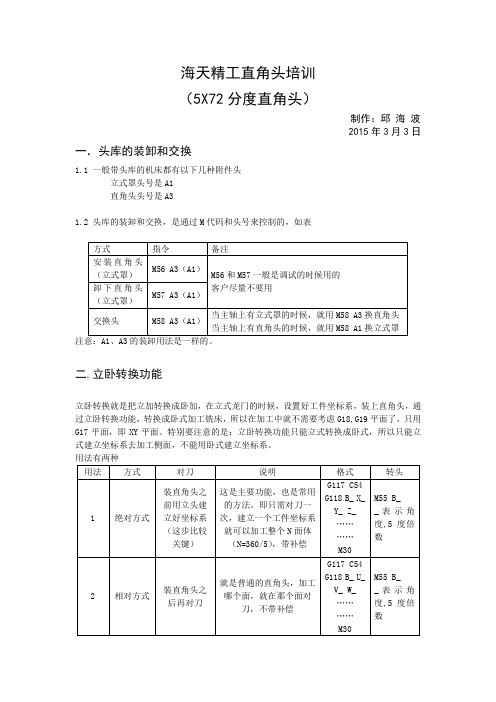
海天精工直角头培训(5X72分度直角头)制作:邱海波 2015年3月3日一.头库的装卸和交换1.1 一般带头库的机床都有以下几种附件头立式罩头号是A1直角头头号是A31.2 头库的装卸和交换,是通过M代码和头号来控制的,如表注意:A1、A3的装卸用法是一样的。
二.立卧转换功能立卧转换就是把立加转换成卧加,在立式龙门的时候,设置好工件坐标系,装上直角头,通过立卧转换功能,转换成卧式加工铣床,所以在加工中就不需要考虑G18,G19平面了,只用G17平面,即XY平面。
特别要注意的是:立卧转换功能只能立式转换成卧式,所以只能立式建立坐标系去加工侧面,不能用卧式建立坐标系。
用法有两种三.设置工件坐标系步骤用法1(绝对方式)3.1这里以用法1来详细说明工件坐标系的设置步骤⑴首先测量出刀具的长度⑵然后设定主轴前端面为工件坐标系Z轴零点⑶再设置X轴和Y轴工件坐标系的零点3.2下面是以主轴前端面为准设置工件坐标系的步骤进行说明需要的工具:千分表一把刀具(建立坐标系要用,基准刀尺寸要比较准确)设置过程:⑴.测量刀具的长度,用表打出刀具刀尖的最高点,接触千分表到零,然后把机床相对坐标系的Z轴归零。
千分表保持不动,用手摇把主轴前端面接触千分表至零,看机床相对坐标系的Z值,如图200.03 ,这就是刀具的实际长度。
往后要使用的刀具都可以按照这个方法测量。
⑵.建立坐标系(G54),以八面体举例,设八面体的中心为X0、Y0工件分中即可,顶部为Z0,Z轴坐标系建立比较关键,方法是:用刚才打表的刀具装在主轴上(刀具长度H已知),刀尖接触工件上表面(或者需要设零点的平面),然后把坐标系测量在G54坐标系中(注意:要以Z+刀长测量),比如刀长H=200.03,那么就是输入Z200.03,再测量,如图。
⑶.对刀完成后,G54坐标系的值就不能动,把刀具长度H,写入刀具补偿参数中的长度补偿里面。
⑷.对刀完成3.3以刀具测量仪器(对刀仪)为准设置工件坐标系⑴.刀长可以直接在刀具测量仪器上测量出来,所以上面的步骤3.2 ⑴可以省略⑵.设定主轴前端面为工件Z轴零点,参考上面步骤3.2 ⑵备注:第二种是有刀具测量仪器的情况下使用的,可以根据客户要求使用这个方法。
海天注塑机的维修和保养海天注塑机的维修和保维一.目的,使维维能保持最佳的性能维和延维使用命~保生维的正常维行状寿确。
二, 适用范维,适用模具的维修和保维。
三, 定维维维、维维,需由模具维修、上下模维维维行定维保维和维维。
1, 逐日的例行维维和维维,1.1 行中的模具是否维于正常维运状a, 是否有低维维模保维~b, 活维部位如维柱、维杆、行位是否磨维~维滑是否良好,要求至少12小维要加一次油~特殊维要增加加油次。
构数c, 模具的固定模板的螺维和维模维是否松维~1.2生维正常状况:维维维品的缺陷是否模具有维~与1.3下机维要维模具维行全面维维维行防维维理, 抹干型腔、型芯、维出机和行位并构等部位水维模具防维维或抹维油。
份并洒涂黄1.4下机后的模具要放在指定地点作好维维, 并(1)模具,完好维是待修。
状况(2)下模维的防维维理方式。
2, 每季的例行维维,主要是维放置月以上有使用的模具维行理维维。
两个没清2.1打维模具,维维部防维效果内,有常情异况,维重新维行防维维理. 维期不使用的模具维抹油。
涂黄2.2 放回原位作好维维。
并四, 维修留意事维,1. 非维维维修维维或未维维维维修维维答维~不可自行模维修。
拆2.生维维程出维小的故障~维机维维可根据情加以解。
如,况决2.1维口粘模,维用胶维维在维料嘴维敲出~不可用维维等硬物敲打模具。
2.2型腔稍微模痕~可根据型腔的光维度维维抛光材料.有维面不可使用砂维等抛光材料~一般用维刷维石膏或金维砂维洗蘸擦~由维维维修维维完成。
2.3维品粘模,一般用维的塑料包覆维品及维出部位~待冷却后维出。
如用火维留意不要维维模具表面。
3. 维维维维维修模具维~不可意更改维~需要更改维维维维量工程部分同意后方随构构可维行。
4. 保维维修维量~维维合适的维维、材料、工具及其解维目的方法~以最快速度完决成。
五, 维量维维,1. 注塑机及模具保维维维表。
一、目的,1.1维维范塑料注塑模的使用和保维~少模具的维减坏,保维维量量维足客维需求。

电脑全自动塑料注射成型机操作说明书型号:TT-160B(配弘讯A62l5Color电脑)中国北方工业集团总公司北京泰坦塑料机械有限公司香港泰坦塑料机械有限公司地址:北京市通县半壁店街北口地址:香港荃湾白田霸街5-21号,嘉力一号工业中心,A座16楼24室感谢阁下使用泰坦注塑机!泰坦系列电脑全自动塑料注射成型机,用于热塑性塑料的成型加工,其工艺过程是用一整套专用的塑料成型模具安装在注塑机锁模部分的定模板与动模板之间,经过高压锁模后,由射台部分注入高压的经加热、塑化过的塑料,经过快速冷却后形成塑料制品。
泰坦注塑机外形美观、操作方便、维修简单、生产效率高能很好地满足贵公司的生产要求。
为协助贵公司能更快、更好地使用我们产品的先进功能,本说明书将向您提供非常详细的技术资料。
贵公司如对我们的产品有任何不解之处,我们非常愿意为阁下一一解答。
祝阁下生意兴隆!出厂编号出厂日期:2007年5月目录1 安全性说明 (1)1.1不安全的因素 ............................................1 2 安全规 (1)' 则 ................................................1.3 本■机所具备的•安全设.1施 ............................................1.4 警告标志说2明 ............................................ (2)技术参数 ........................................................2.1 代号说明 ............................................2.2动.力及其它首丹 ....3分 .................2.3锁模部 ......3分 .................2.4射台部 .............3分 .................33 机器的安装 ...........机器的起 吊 ...机器的安装地基.… 图 ...校水平及机身清3.13.23.3理...............34 电源接线............................................3.5冷却 (5)水............................................3.6注■油及润 (5)滑............................................3.7机器的操作空...• (6)间............................................3.8机器运行的自然环境和条7' 件..............................................74 操作机器的一般常识 (8)4.1机器的启动和停止.........................................4.1:1......启动前的工作8. (8)4.1.2机器的启动 (8)4.1.3机器的停止 (8)4.2动作循环顺序表............................................4.3机器自动模式的操作说8明.........................................4.4可预见性误用......................................... (10)电脑控制系统的调试 (11)55.1操作画面的说明 ..................................................5.2画面的选12择 ..................................................5.3主机画面的设13疋 ..................................................5.3.1.... 如何设定开关模. (14) (14)5.3.2女M可设定托模 (15)5.3.3女M可设定射出 (16)5.3.4如何设定射出储料功能 (17)5.3.5女M可设定中子 (18)5.3.6如何设定温度 (20)5.3.7女M可进行其它设定 (21)5.3.8如何使用监测 (22)5.3.9如何显示纪录 (24) (26)如何设定参数............... (34)如何设定模具资料 ............ (37)版本信息 ................... .. (40)5.4 参数表 ..........................43 .... .435.4:1 参^数.. ::・・・・・・5.4.2 参数二.............. .... .465.4.3 参数三................ .... .485.5 警报说明及故障排除 ...............................506 机器的保养..................... ...536.1 机器的例行检查............................................6.2 压力.......油................536.3 机器的保.......... 养................53 (53)7 液压系统的维修.......................................7.1……液压系统的概况............................................547.2液压系统的工作循环表............................................7 3 液压系统原理' 图............................................7.4液压阀块介. 55绍............................................ (56)8电器系统的维修 (57)8.1电器控制系统的一般说明............................................8.2行程开关位置及作' 用............................................588.3AC控制原理图 (59)9液压系统零件清单 (60)1安全性说明1.1不安全的因素1.动模板与定模板之间,是最大的风险区,由于动模板的移动速度快;互相间夹持的力量大,操作者经常进入此风险区拿取制品,所以很容易造成剪切,挤压等危险。
A63-I500 NRTC 射出成型机操作手册弘讯科技股份有限公司目录一.操作面板使用说明: (3)1-1.萤幕键盘: (3)1-2.资料设定的存储: (3)二、画面说明 (7)2-1、开机步骤: (7)2-2、操作画面说明: (8)2-3、开关模资料设定: (9)三、射出/储料/射退设定: (11)3-1.射出/保压设定: (11)3-1-2射出/保压切换 (12)3-1-2射出监测及上下限 (13)3-2.储料/冷却画面说明: (14)四、脱模/座台/调模/吹气条件设定: (15)4-1、脱模/座台/调模资料 (15)五、中子使用说明: (18)六、其它条件及功能选择: (20)七、温度设定 (21)八、自动警报使用说明: (22)九.模具读取及存储 (24)十、参数 (26)10-1参数1 (26)10-2参数2 (26)10-3参数3 (27)十一、归零资料画面 (27)十二、版本/日期/时间设定画面 (28)十三、输出入检测 (30)十四、系统压力检测画面 (33)十五、输出/输入检测分配 (33)十六、参数表 (35)十八、机械手装设使用说明 (47)附件一: (48)一.操作面板使用说明:1-1.萤幕键盘:●键盘使用注意事项:如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入。
解决方法:请按删除键,重新输入正确资料。
1-2.资料设定的存储:一、料栏位输入数字正确,并且满格游标会自动索引到下一个资料栏位。
二、输入资料后按输入键或方向键,选择下一设定栏位。
三、输入完资料后按设定键储存资料,并且回到操作状态画面。
四、更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失。
五、如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完成。
●键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中。
1-3、操作按键手动键:此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键。
A63-I500 NRTC 射出成型机操作手册弘讯科技股份有限公司目录一.操作面板使用说明: (3)1-1.萤幕键盘: (3)1-2.资料设定的存储: (3)二、画面说明 (7)2-1、开机步骤: (7)2-2、操作画面说明: (8)2-3、开关模资料设定: (9)三、射出/储料/射退设定: (11)3-1.射出/保压设定: (11)3-1-2射出/保压切换 (12)3-1-2射出监测及上下限 (13)3-2.储料/冷却画面说明: (14)四、脱模/座台/调模/吹气条件设定: (15)4-1、脱模/座台/调模资料 (15)五、中子使用说明: (18)六、其它条件及功能选择: (20)七、温度设定 (21)八、自动警报使用说明: (22)九.模具读取及存储 (24)十、参数 (26)10-1参数1 (26)10-2参数2 (26)10-3参数3 (27)十一、归零资料画面 (27)十二、版本/日期/时间设定画面 (28)十三、输出入检测 (30)十四、系统压力检测画面 (33)十五、输出/输入检测分配 (33)十六、参数表 (35)十八、机械手装设使用说明 (47)附件一: (48)一.操作面板使用说明:1-1.萤幕键盘:●键盘使用注意事项:如果设定的数字超过最大值(例如:压力140 ,流量99),游标将停止在该栏内不动,请重新输入。
解决方法:请按删除键,重新输入正确资料。
1-2.资料设定的存储:一、料栏位输入数字正确,并且满格游标会自动索引到下一个资料栏位。
二、输入资料后按输入键或方向键,选择下一设定栏位。
三、输入完资料后按设定键储存资料,并且回到操作状态画面。
四、更换画面,将设定的资料存入暂存模组记忆体,以确保停电时,资料不会遗失。
五、如需将暂存的模组资料存入其它模组时请在手动状态下,使用模组储存功能来完成。
●键盘作为使用者与机器沟通的界面,而机器运行状态显示于操作画面中。
1-3、操作按键手动键:此键具有多项功能,除了使自动状态恢复为手动尚可做警报清除及不正常状况之清除,本即是一个还原键。
HTF120J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 36 40 45 螺杆长径比Screw L/D Ratio L/D 23.3 20 18.7 理论容量Shot Size(Theoretical) cm3173 214 270 注射重量Injection Weight(PS) g 157 195 246 注射压力Injection Pressure Mpa 197 160 126 螺杆转速Screw Speed rpm 0~195合模装置CLAMPING UNIT合模力Clamp Tonnage KN 1200移模行程Toggle Stroke mm 350拉杆内距Space Between Tie Bars mm 410x410最大模厚Max.Mold Height mm 430最小模厚Min.Mold Height mm 150顶出行程Ejector Stroke mm 120顶出力Ejector Tonnage KN 33顶出杆根数Ejector Number Piece 5 其它OTHERS最大油泵压力Max.Pump Pressure MPa 16油泵马达Pump Motor Power kw 11电热功率Heater Power kw 9.75HTF160J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 40 45 48 螺杆长径比Screw L/D Ratio L/D 22.5 20 18.8 理论容量Shot Size(Theoretical) cm3253 320 364 注射重量Injection Weight(PS) g 230 291 331 注射压力Injection Pressure Mpa 202 159 140 螺杆转速Screw Speed rpm 0~175合模装置CLAMPING UNIT合模力Clamp Tonnage KN 1600移模行程Toggle Stroke mm 420拉杆内距Space Between Tie Bars mm 455x455最大模厚Max.Mold Height mm 500最小模厚Min.Mold Height mm 180顶出行程Ejector Stroke mm 140顶出力Ejector Tonnage KN 33顶出杆根数Ejector Number Piece 5 其它OTHERS最大油泵压力Max.Pump Pressure MPa 17.5油泵马达Pump Motor Power kw 15电热功率Heater Power kw 9.75外形尺寸Machine Dimension(LxWxH) m 5.4x1.45x2.05HTF200J/TJ注射装置INJECTION UNIT A B C螺杆直径Screw Diameter mm 45 50 55 螺杆长径比Screw L/D Ratio L/D 22.2 20 18.2 理论容量Shot Size(Theoretical) cm3334 412 499 注射重量Injection Weight(PS) g 304 375 454 注射压力Injection Pressure Mpa 210 170 141 螺杆转速Screw Speed rpm 0~165合模装置CLAMPING UNIT合模力Clamp Tonnage KN 2000移模行程Toggle Stroke mm 470拉杆内距Space Between Tie Bars mm 510x510最大模厚Max.Mold Height mm 510最小模厚Min.Mold Height mm 200顶出行程Ejector Stroke mm 130顶出力Ejector Tonnage KN 62顶出杆根数Ejector Number Piece 9 其它OTHERS最大油泵压力Max.Pump Pressure MPa 17.5油泵马达Pump Motor Power kw 18.5电热功率Heater Power kw 14.25这个图跟我看过的宝源机的顶棍孔差不多。
海天注塑机顶棍孔坐标表
海天注塑机顶棍孔坐标表的解读与应用
引言:
海天注塑机是目前市场上常见的一种塑料注塑设备,它具有结构简单、操作方便、生产效率高等优点,广泛应用于制造业领域。
而其中的顶
棍孔坐标表则是海天注塑机操作过程中的重要参考指南。
本文将对海
天注塑机顶棍孔坐标表进行深入解读,并探讨其在实际应用中的意义
和价值。
一、海天注塑机顶棍孔坐标表的基本概念和结构
1.1 顶棍孔的定义和作用
在塑料注塑过程中,顶棍孔是用于固定模具中顶棍的孔洞。
顶棍起到
支撑模具的作用,保证模具在注塑过程中的稳定性和精度。
而顶棍孔
坐标表则是记录了顶棍孔在模具中的具体位置和尺寸参数的表格。
1.2 海天注塑机顶棍孔坐标表的结构和要素
海天注塑机顶棍孔坐标表一般由以下要素组成:
① 顶棍孔编号:用于标识不同顶棍孔的唯一编号,方便操作人员查找
和确认。
② 孔径尺寸:标注了顶棍孔的直径或孔径尺寸,用于确定顶棍的尺寸
和配件选择。
③ 孔中心坐标:记录了顶棍孔的中心坐标位置,包括横向和纵向两个
方向的坐标数值,用于定位顶棍在模具中的具体位置。
二、海天注塑机顶棍孔坐标表的使用方法和步骤
2.1 查找对应的顶棍孔编号
在海天注塑机顶棍孔坐标表中,每个顶棍孔都有独特的编号,操作人
员首先需要根据实际模具的结构和需要,从坐标表中找到对应的顶棍
孔编号。
2.2 确定孔径尺寸和配件选择
根据注塑产品的尺寸和重量要求,以及模具的特性,操作人员需要查
阅顶棍孔坐标表中的孔径尺寸数据,选择合适的顶棍配件,确保注塑
过程中的稳定性和精度。
2.3 定位顶棍孔中心坐标
在安装模具之前,操作人员需要根据顶棍孔坐标表中的中心坐标数据,通过测量和定位的方式,在模具上标记出顶棍孔的具体位置。
这一步
骤对于确保顶棍的准确安装至关重要。
2.4 安装和调整顶棍
根据已确定的顶棍孔位置,在模具上进行钻孔或扩孔,然后将顶棍正
确安装至相应孔位中,并进行调整,确保顶棍与模具完美结合,以提
高注塑产品的质量和生产效率。
三、海天注塑机顶棍孔坐标表的意义和价值
3.1 生产工艺优化
通过准确使用海天注塑机顶棍孔坐标表,操作人员能够在塑料注塑过
程中,根据模具结构和产品尺寸要求,合理选择顶棍孔的位置和尺寸,优化注塑工艺流程,提高注塑产品的质量和生产效率。
3.2 模具维护和更换
顶棍孔坐标表还可以用于记录模具的更换和维护信息,方便操作人员
掌握模具的历史使用情况和维护周期,及时进行模具的更换和维护,
延长模具的使用寿命。
3.3 转模和调试
在转模和调试环节中,海天注塑机顶棍孔坐标表可以作为重要的参考
依据,帮助操作人员准确安装和调试顶棍,确保转模过程顺利进行,
并达到预期的效果。
个人观点和理解:
作为一名海天注塑机的操作人员,准确理解和应用顶棍孔坐标表对于
产品质量和生产效率的提升至关重要。
通过深入研究顶棍孔坐标表,
我认为我们可以通过调整顶棍孔的位置和尺寸,优化注塑工艺流程,
提高产品品质。
定期维护和更换模具,以及在转模和调试环节中合理
使用顶棍孔坐标表,也能够为企业节约成本,提高生产效率。
总结:
海天注塑机顶棍孔坐标表在塑料注塑过程中起到了重要的作用。
准确理解并应用顶棍孔坐标表,可以帮助操作人员优化注塑工艺、提高产品质量和生产效率。
通过合理的维护和更换模具,以及在转模和调试环节中的正确应用,可以为企业节约成本、提高生产效益。
我们应该充分重视顶棍孔坐标表的作用,不断学习和掌握其中的技巧和方法,以持续提升我们的工作效能和专业水平。
参考文献:
[1] 海天注塑机说明书
[2] 杨镜宇, 董力. 海天注塑机在塑料制品中的应用研究[J]. 当代科技, 2019(14):333-334.
(文章没有字数统计,此处仅表示文章结束)1. 引言
在塑料注塑过程中,海天注塑机顶棍孔坐标表起着至关重要的作用。
准确理解并应用顶棍孔坐标表,可以帮助操作人员优化注塑工艺、提高产品质量和生产效率。
本文将结合海天注塑机说明书和相关研究成果,探讨顶棍孔坐标表的应用方法和技巧,以及如何通过正确使用和维护顶棍孔坐标表来提高生产效益和降低成本。
2. 优化注塑工艺,提高产品品质
顶棍孔坐标表记录了海天注塑机模具的顶棍孔位置和尺寸信息。
准确地调整顶棍孔的位置和尺寸,可以避免模具在注塑过程中出现偏差,从而减少产品的不合格率。
通过仔细研究顶棍孔坐标表,操作人员可以根据产品的尺寸和要求,合理配置顶棍孔的位置和尺寸,以获得更好的产品质量。
3. 合理使用顶棍孔坐标表,提高生产效率
除了提高产品品质,顶棍孔坐标表也可以用于提高生产效率。
在转模和调试环节中,操作人员可以参考顶棍孔坐标表,准确安装模具,节约调机时间。
在注塑过程中,合理使用顶棍孔坐标表可以减少模具的更换次数,提高生产效率。
定期维护和更换模具,保持顶棍孔坐标表的精度,也能够提高生产效率和延长模具的使用寿命。
4. 节约成本,提高生产效益
正确使用和维护顶棍孔坐标表可以为企业节约成本和提高生产效益。
合理配置顶棍孔的位置和尺寸,可以避免产品的不合格率,减少废品的产生。
通过准确安装模具和合理使用顶棍孔坐标表,可以节约调机时间,提高生产效率。
定期维护和更换模具,可以延长模具的使用寿命,减少更换模具的成本。
5. 结论
海天注塑机顶棍孔坐标表在塑料注塑过程中起到了重要的作用。
准确理解并应用顶棍孔坐标表,可以帮助操作人员优化注塑工艺、提高产品质量和生产效率。
通过合理的维护和更换模具,以及在转模和调试环节中的正确应用,可以为企业节约成本、提高生产效益。
我们应该充分重视顶棍孔坐标表的作用,不断学习和掌握其中的技巧和方法,以持续提升我们的工作效能和专业水平。
参考文献:
[1] 海天注塑机说明书
[2] 杨镜宇, 董力. 海天注塑机在塑料制品中的应用研究[J]. 当代科技, 2019(14):333-334.。