陶瓷工业螺旋输送机设计参数的选择和确定_陈广富
- 格式:pdf
- 大小:384.08 KB
- 文档页数:6
螺旋输送机计算范文螺旋输送机是一种基于固体物料离散输送原理的机械设备。
它具有结构简单、输送能力大、适用范围广的特点,在各个行业中得到了广泛应用。
螺旋输送机的计算主要包括以下几个方面:螺旋叶片的尺寸计算、输送能力计算、电机功率计算和选型计算。
首先,螺旋叶片的尺寸计算是螺旋输送机计算的基础。
根据物料的特性和输送要求,确定螺旋叶片的外径、螺距、螺旋叶片宽度和叶片厚度等参数。
通常情况下,螺旋叶片的外径应大于物料颗粒的最大直径,螺距应根据物料的输送速度和输送距离来确定。
叶片宽度和厚度通常按照试验数据或经验值来选择。
其次,输送能力计算是确定螺旋输送机的主要参数之一、根据物料的性质和输送条件,计算出单位时间内输送的物料量,即输送能力。
输送能力的计算涉及到物料的密度、直径、角度、转速等参数。
根据经验公式或试验结果,可以得到物料在不同条件下的输送能力。
在实际应用中,我们需要根据具体情况,选择合适的参数进行计算。
第三,电机功率计算是螺旋输送机的另一个重要参数。
根据螺旋输送机的输送能力和所需的工作效率,计算出电机的功率。
电机功率的计算与输送能力、输送距离、物料的特性以及输送速度等因素有关。
根据相关的公式和计算方法,可以得到所需的电机功率。
在实际应用中,我们还需要考虑到电机的负载特性和启动方式,以确保电机的正常运行和安全使用。
最后,选型计算是螺旋输送机计算的关键步骤之一、根据前面的计算结果,确定螺旋输送机的具体参数和型号。
选型计算主要包括选择适当的螺旋输送机类型、确定合适的尺寸和规格、选择适当的附件和配件等。
根据物料的性质、输送要求以及工作环境等因素,进行综合考虑和分析,最终确定合适的螺旋输送机。
总之,螺旋输送机计算是确保其正常工作和安全运行的重要工作。
通过对螺旋叶片的尺寸计算、输送能力计算、电机功率计算和选型计算等方面的分析和计算,可以得出合理的结果,为螺旋输送机的设计和选择提供依据。
在实际应用中,我们还需要结合实际情况,进行适当的修正和调整,以确保螺旋输送机的正常工作和安全运行。
螺旋输送机设计范文螺旋输送机是一种常见的输送设备,广泛应用于各个行业的物料输送领域。
在设计螺旋输送机时,需要考虑到物料的输送能力、输送距离、输送速度、电机功率及输送机结构等因素。
下面是一份关于螺旋输送机设计的范文,供参考。
一、设计目标本设计旨在设计一台带有自动送料装置的螺旋输送机,用于将颗粒状物料从一个地方输送至另一个地方,以满足每小时1000kg的输送能力需求。
二、设计参数1.输送物料:颗粒状物料(如煤炭、饲料等)2. 输送能力:1000kg/h3.输送距离:10m4.输送速度:0.5m/s5.输送机功率:5.5kW三、设计方案1.输送机结构设计:a.输送机槽体:为了保证物料的平稳输送,选用了槽体内壁光滑、刚性良好的不锈钢板进行制造,同时槽体上方安装有护罩,以防止物料外溢。
b.螺旋轴:螺旋轴为整体焊接结构,采用优质碳钢材料制造,以提高其强度和刚性,增加物料的输送能力。
c.进料口和出料口:进料口和出料口均设置在输送机的两端,进料口设有测量仪器,用于控制物料的输入量。
出料口设置在输送机的下方,以便物料顺利出料。
d.电机和减速器:选用5.5kW交流电机和减速器,以提供足够的功率和扭矩,保证输送机的正常运转。
2.输送机运行控制系统设计:为了实现自动送料,需要设计一套输送机运行控制系统,具体包括传感器、PLC控制器和人机界面等。
a.传感器:在进料口处安装重量传感器,通过检测物料的重量来确定物料的输入量,以便控制输送机的运行速度。
b.PLC控制器:将传感器的信号传输给PLC控制器,通过PLC程序对输送机的运行进行控制。
具体包括调节输送机的速度和启停控制。
c.人机界面:在输送机旁安装人机界面,方便操作员对输送机的运行状态进行监控和操作,同时显示物料输送的相关参数。
四、设计计算1.输送机螺旋轴直径计算:根据输送能力和输送速度的要求,计算螺旋轴的直径。
输送能力=π*(D^2-d^2)*ρ*v/4其中,D为螺旋轴外径,d为螺旋轴内径,ρ为物料密度,v为输送速度。
螺旋输送机设计一、螺旋输送机设计参数首先,输送能力是指螺旋输送机在单位时间内能够输送的物料量,其大小直接影响到设备的工作效率。
根据物料的特性和工艺要求,确定合适的输送能力。
其次,螺旋直径是指螺旋输送机螺旋的最大直径。
螺旋直径的选择应根据物料的密度、粒度和输送能力来确定,以确保物料能够顺利通过。
再次,螺旋转速是指螺旋输送机螺旋的旋转速度。
螺旋转速的选择应根据物料的流动性、湿度和输送能力来确定,以避免物料堆积和堵塞的问题。
进料斜度是指物料从进料口进入螺旋输送机时的斜度角度。
进料斜度的选择应根据物料的流动性和输送能力来确定,以确保物料能够顺利进入螺旋输送机。
最后,长度是指螺旋输送机的有效输送长度。
长度的选择应根据物料的输送距离和输送能力来确定,以满足物料输送的需求。
二、螺旋输送机的结构螺旋轴是螺旋输送机的主轴,由木材或金属材料制成。
螺旋叶片是沿螺旋轴螺旋上升的部分,其形状和数量根据物料的特性和输送能力来确定。
进料口位于输送机的一侧,是物料进入螺旋输送机的入口。
进料口的设计应考虑物料的流动性和输送能力,以避免物料堆积和堵塞。
出料口位于输送机的另一侧,是物料从螺旋输送机中排出的出口。
出料口的设计应确保物料能够顺利排出,并避免物料回流和漏料的问题。
支撑架是用于支撑螺旋输送机的重要组成部分,其稳定性和强度直接影响到设备的使用寿命和安全性。
传动装置是用于驱动螺旋轴旋转的装置,一般采用电动机和减速器的组合。
传动装置的选择应根据输送能力和转速来确定,以确保设备的正常运转。
三、螺旋输送机的工作原理在实际应用中,螺旋输送机通常与其他设备配合使用,如给料机、烘干机和篦冷机等。
通过组合使用不同的设备,可以实现物料的自动化输送和处理。
综上所述,螺旋输送机是一种重要的物料输送设备,设计的合理性和工作的稳定性直接影响到工业生产的效率和质量。
通过对螺旋输送机的设计参数、结构和工作原理的研究和分析,能够为螺旋输送机的设计和应用提供有效的指导和参考。

螺旋输送机设计技术参数
1.输送能力:也称为输送量,指单位时间内输送的物料量,通常以吨/小时(t/h)或立方米/小时(m3/h)表示。
螺旋输送机的输送能力与螺旋直径、转速、螺旋叶片形状等有关。
2.输送距离和高度:输送距离指螺旋输送机的长度,可以根据实际需要进行设计,一般以米(m)为单位。
输送高度指物料从输送机进料口到出料口的垂直高度,也以米(m)为单位。
3. 螺旋直径和螺距:螺旋直径指螺旋管的直径,一般以毫米(mm)表示。
螺距指螺旋叶片之间的距离,同样以毫米(mm)表示。
螺旋直径和螺距的选择需要考虑物料的性质、输送能力等因素。
4. 转速:螺旋输送机的转速是指输送机螺旋轴的转速,一般以转/分钟(r/min)表示。
转速的选择需要考虑物料的粘性、湿度等因素。
5.功率:螺旋输送机的驱动功率是指输送机所需的电动机功率,一般以千瓦(kW)表示。
功率的选择需要根据输送能力、物料的特性、输送距离和高度等因素进行计算。
6. 输送机身长度和管道直径:输送机身长度指螺旋输送机的整体长度,一般以米(m)表示。
管道直径指输送机的管道直径,一般以毫米(mm)表示。
输送机身长度和管道直径的选择需要考虑物料的输送量和流动性能。
7.输送材料:螺旋输送机通常使用的材料有不锈钢、碳钢等,根据物料的性质选择合适的输送机材料。
以上是螺旋输送机设计技术参数的一些常见内容,具体的参数选择需
要根据实际情况进行设计和计算。
此外,还应考虑螺旋输送机的结构设计、支撑方式、防堵料措施、安全保护装置等方面的技术要求,以确保螺旋输
送机的正常运行和安全使用。
螺旋输送机选型注意要点螺旋输送机是一种非常常见的输送设备,它广泛应用于物料运输、混合和加工等工业领域。
在选购螺旋输送机时,需要考虑以下几个方面的因素。
1. 输送介质螺旋输送机的输送介质包括固体、液体和气体。
在选型过程中需要确定输送介质的性质、颗粒大小、粘度等参数,并据此选择管道直径和螺旋器的类型和材质。
例如,输送粘度较高的物料需要接受更大的直径和降低输送速度的管道。
另外,需要注意输送介质的温度、压力以及是否带有腐蚀性,这些因素直接影响螺旋输送机的选型。
2. 运输本领运输本领是指输送介质的体积或重量单位时间内的输送量。
选型时需要考虑输送介质的类型、密度、粘度以及螺旋输送机的螺距、直径、转速等参数。
通常情况下,输送本领越大,螺旋输送机的价格越高。
3. 输送高度和距离输送高度和距离是指输送介质从输送机入口到出口的高度和距离。
这些参数直接决议了螺旋输送机的选型。
假如输送高度和距离较大,需要加添驱动功率和加强输送机的结构强度,从而保证输送安全性。
4. 环境适应性环境适应性是指螺旋输送机在不同的工业环境中的适应性。
例如,湿度高的环境需要接受不锈钢材质,防止生锈。
同时,有些工业场景有高风险,如火车,防止意外事故也是一个特别紧要的因素。
5. 维护和保养螺旋输送机在运营中需要适时维护和保养,该设备接受的材质必需易于拆卸和清理。
在选型中,需要留意设备的结构和清洁难易程度,以及设备的保养与维护和修理成本。
6. 价格螺旋输送机的价格因型号、材质、电机功率等因素而异。
在选型过程中,需要全面考虑物料输送的运输本领、输送高度和距离等参数,从而选择合适型号螺旋输送机,同时考虑价格因素,选购性价比最高的设备。
总结以上是对螺旋输送机选型的要点进行总结和分析。
在选型过程中需要考虑输送介质性质、运输本领、输送高度和距离、环境适应性、维护和保养及价格等因素。
要选择合适的设备,需要在各个方面进行权衡,从而确保设备的正常运营和使用寿命。
装订目录一、毕业论文(设计)任务书………………………二、完成毕业论文(设计)阶段任务情况检查表…三、毕业论文(设计)开题报告……………………四、毕业论文(设计)正文…………………………五、毕业论文(设计)成绩评定表…………………湖北民族学院理学院毕业论文(设计)任务书机械电子工程专业题目螺旋输送机的设计(任务起止日期:2013.3.11 ~ 2013.5.31)学生姓名龙际虎班级*******学号*********指导教师曾德惠教学基层组织负责人年月日审查专业负责人年月日批准本科生毕业论文(设计)工作进度计划表2.进度安排请填写“xxxx年xx月xx日—xx月xx日”学生完成毕业论文阶段任务情况检查表注:1.此表由指导教师认真填写;2.“完成任务情况”一栏应按学生是否按进度保质保量完成任务的情况填写;3.对违纪和不能按时完成任务者,指导教师可根据情节轻重对该生提出警告或对其成绩降一等级。
湖北民族学院理学院毕业论文(设计) 开题报告题目螺旋输送机的设计专业机械电子工程班级0209412学号020941206学生姓名龙际虎指导教师曾德惠2013年3月24日湖北民族学院理学院机械电子工程专业毕业论文(设计)题目螺旋输送机的设计设计人(签名)设计说明书页附图张附表张图纸张教学基层组织名称机械电子工程教学基层组织负责人(签名)设计指导教师(签名)(签名)评阅人(签名)2013年5月31日作者声明本人郑重声明:所呈交的学位论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
本人完全了解有关保障、使用学位论文的规定,同意学校保留并向有关学位论文管理机构送交论文的复印件和电子版。
同意省级优秀学位论文评选机构将本学位论文通过影印、缩印、扫描等方式进行保存、摘编或汇编;同意本论文被编入有关数据库进行检索和查阅。
本学位论文内容不涉及国家机密。
氮化硼纤维热处理工艺对其性能影响的研究于宏林1,2 程之强2 王 志1 陈达谦2(1济南大学材料学院 济南 250022) (2中材高新材料股份有限公司 山东淄博 255031)摘 要 以硼酸为原料,分别在氨气(NH3)和氮气(N2)气氛下进行氮化,制备氮化硼纤维。
用中和滴定法、扫描电镜、XRD 等对氮化硼纤维的氮含量、形貌、拉伸强度、弹性模量等进行分析。
结果表明,氨气气氛下970℃保温1h和在氮气气氛下2000℃保温1h制得的氮化硼纤维的直径在4~6μm,氮含量为54.36%,拉伸强度为1400MPa,弹性模量为120G Pa。
关键词 氮化硼纤维 化学转化法 拉伸强度 弹性模量I nfluence of H eat T reatment on the Perform ances of Boron Nitride FibersY u H onglin1,2,Cheng Zhiqiang1,Wang Zhi1,Chen Daqian1(1School of Materials Science and Engineering Jinan Uviversity,Jinan,250022) (2S inoma Advanced Materials C o.,Ltd,Shandong,Z ibo,255031)Abstract:In this study,boron nitride(BN)fibers were prepared via chemical method using boric acid as the raw material,under the at2 m osphere of NH3and N2,respectively.Firstly,the boric acid was heated to melt in order to acquire B2O3fibers.Secondly,the B2O3fi2 bers were pre-azotized under a NH3atm osphere and held for1h at970℃,and the sam ple was then sintered in N2to the tem perature of 2000℃and held for1h.The obtained sam ples were texted to analyze nitrogen content,m orphology,tensile strength,and elastic m odu2 lus by neutralization titration,SE M,XRD and s o on.The results show that the diameter of the BN fibers is4~6μm with the nitrogen con2 tent of54.36%,tensile strength of1400MPa,and elastic m odulus of120G Pa.K ey w ords:Boron nitride fibers;Chemical method;T ensile strength;E lastic m odulus 前言陶瓷纤维耐热、比强度和比模量高[1],研究开发高性能无机陶瓷纤维,已成为当今材料学的重要领域之一。
螺旋输送机传动装置设计设计条件及要求1传动方案要求如下图所示2设计内容:选择合适的电动机、联轴器型号,设计减速器和开式圆锥齿轮传动机构。
3工作条件:螺旋输送机单向运转,有轻微振动,两班制工作,输送机螺旋轴转速的容许误差为±5%。
4使用年限:8年 5生产批量:小批量生产一、选择电动机选择电动机类型和结构型式:1、选择类型:选择Y 系列全封闭自扇型三相异步电动机。
2、电动机要求输出功率kw Pwn 81.586.05P ===η联轴器传动效率η1=0.98 滚动轴承传动效率99.02=η 圆柱齿轮传动效率97.03=η 圆锥齿轮传动效率95.04=η总传动效率η=·21η·32η·η3·η4=0.86查电动机技术数据表JB/T10391—2002,暂选额定功率为7.5KW ,满载转速720r/min 。
3、确定电动机转速 电动机转速的可选范围n 0w i n •=εm n =40r/min 单级圆柱齿轮传动比范围i 1 =3-5,轴Ⅱ圆锥齿轮传动比i 2=3-4,则总的传动比范围为i ε=3x3~4x5=9~20,则⋅'=i n ε0m n =(9~20)x50=450~1060r/min查表JB/T10391—2002,选用同步转速为1000r/min 的Y 系列电动机Y162M 2—6,其满载转速m n =720r/min ,额定转矩2K N ·mm二、计算各轴相关数据 <1>总传动比和分配各级传动比1840720===nn i wm ε圆柱齿轮传动12i =4.5 圆锥齿轮传动34i =4<2>各轴转速Ⅰ轴I n =m n =720 r/minⅡ轴n ∏=i n12I =5.4720=160r/minⅢ轴n III =n ∏=160 r/minⅣ轴n IV =i nIII 34=4160=40r/min<3>各轴功率Ⅰ轴I P =0P ·η1·2η=5.81×0.98×0.99=5.64KW Ⅱ轴p II =I P ·η1·2η=5.64×0.99×0.98=5.41KW Ⅲ轴p III =p II ·1η=5.41×0.99=5.3KW<4>各轴转矩:电动机轴的输出转矩n m P 9550n d T ==9550×7205.810.98=77.06N ·m 72006.779550T 1⨯=×η3=75.5 N ·m n222P T 9550⨯=22η·η3=323.1N ·mn333P T 9550⨯=η1=316.6 N ·m 将以上算得的运动和动力参数列表,如下:三、齿轮设计:1、直齿圆柱齿轮<1>选择材料及确定许用应力按《机械设计基础》表11.8选择齿轮的材料:小齿轮选用45钢调质,硬度为220~250HBS ,大齿轮选用45钢正火,硬度为170~210HBS 。
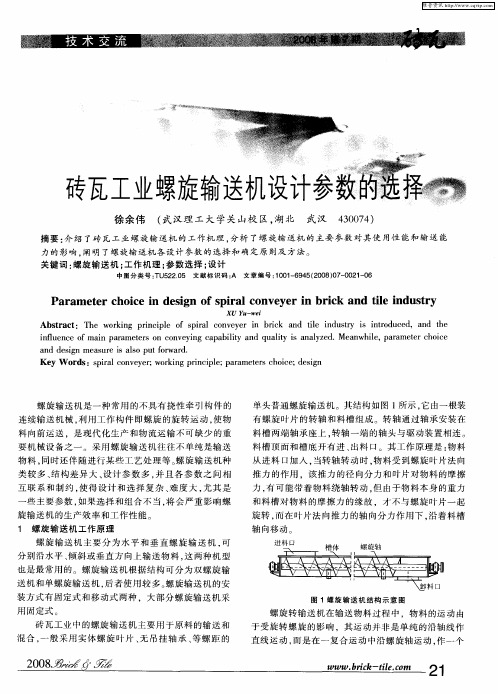
陶瓷工业螺旋输送机设计参数的选择和确定陈广富 徐余伟(武汉理工大学 武汉 430074)摘 要 介绍了陶瓷工业螺旋输送机的工作机理,分析了螺旋输送机的主要参数对其使用性能和输送能力的影响,阐明了螺旋输送机各设计参数的选择和确定原则及方法。
关键词 螺旋输送机 工作机理 参数选择 设计前言螺旋输送机是一种常用的不具有挠性牵引构件的连续输送机械,利用工作构件即螺旋的旋转运动,使物料向前运送,是现代化生产和物流运输不可缺少的重要机械设备之一。
螺旋输送机在国民经济的各个部门中得到了相当广泛的应用,己经遍布冶金、采矿、动力、建材、轻工、码头等一些重工业及交通运输等部门,主要是用来运送大宗散货物料,如煤、矿石、粮食、砂、化肥等。
在机械制造部门,螺旋输送机是生产过程中组成现代化有节奏流水作业线所必不可少的设备之一,随着生产节奏输送各种机械零部件、成品、半成品和小件的包装物料,实现车间运输和加工过程安装的机械化,并实现程序化和自动化。
在粮食、轻纺织业、化工业、食品等工业部门,采用螺旋输送机往往不单纯是输送物料,同时还伴随进行某些工艺处理等。
螺旋输送机种类较多、结构差异大、设计参数多,并且各参数之间相互联系和制约,使得设计和选择复杂、难度大,尤其是一些主要参数,如果选择和组合不当,将会严重影响螺旋输送机的生产效率和工作性能。
1 螺旋输送机工作原理螺旋输送机主要分为水平和垂直螺旋输送机,可分别沿水平、倾斜或垂直方向上输送物料,这两种机型也是最常用的。
螺旋输送机根据结构可分为双螺旋输送机和单螺旋输送机,后者使用较多。
螺旋输送机的安装方式有固定式和移动式两种,大部分螺旋输送机采用固定式。
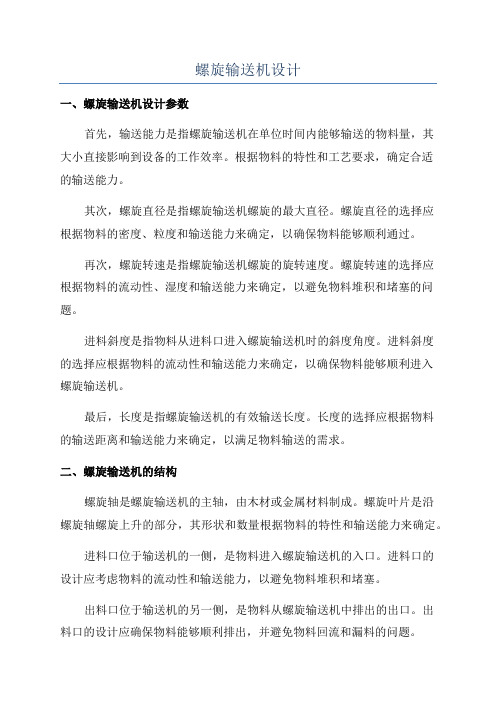
1-进料口 2-槽体 3-螺旋轴 4-卸料口图1 螺旋输送机结构示意图Fi g.1 Structure of spiral conveyer陶瓷工业中的螺旋输送机主要用于原料的输送和混合,一般采用实体螺旋叶片、无吊挂轴承、等螺距的单头普通螺旋输送机。
其结构如图1所示,它由一根装有螺旋叶片的转轴和料槽组成。
转轴通过轴承安装在料槽两端轴承座上,转轴一端的轴头与驱动装置相联。
料槽顶面和槽底开有进、出料口。
其工作原理是:物料从进料口加入,当转轴转动时,物料受到螺旋叶片法向推力的作用,该推力的径向分力和叶片对物料的摩擦力,有可能带着物料绕轴转动,但由于物料本身的重力和料槽对物料的摩擦力的缘故,才不与螺旋叶片一起旋转,而在叶片法向推力的轴向分力作用下,沿着料槽轴向移动。
螺旋转输送机在输送物料过程中,物料的运动由于受旋转螺旋的影响,其运动并非是单纯的沿轴线作直线运动,而是在一复合运动中沿螺旋轴运动,作一个空间运动。
设螺旋输送机的螺旋为标准的等螺距等直径、螺旋面升角为A 的单头螺旋。
当螺旋面的升角A 在展开的状态时,螺旋线用一条斜直线来表示。
下面以距离螺旋轴线r 处的物料颗粒M 作为研究对象进行运动分析,如图2所示。
旋转螺旋面作用在物料颗粒M 上的力为P,由于物料与叶片的摩擦关系,力P 的方向与螺旋面的法线方向偏离了B 角。
B 角的大小由物料对螺旋面的摩擦角Q 及螺旋面的表面粗糙程度决定,对于一般热压或用冷轧钢板拉制的螺旋面,可忽略其表面粗糙程度对B 角的影响,即认为B =Q 。
力P 可分解为法向分力P 1,和径向分力P 2。
物料颗粒M 在力P 的作用下,在料槽中进行着一个复合运动,既沿轴向移动,又沿径向旋转,如图3所示,既有轴向速度V 1,又有圆周速度V 2,其合速度为V 。
当螺旋体以角速度X 绕轴回转时,距离螺旋叶片任一半径r 处的O 点物料颗粒M 的运动速度可由速度三角形求解。
叶片上O 点的线速度V 0就是物料颗粒M 牵连运动的速度,可用矢量OA 表示,方向为沿O 点回转的切线方向;物料颗粒M 相对于螺旋面的相对滑动速度,平行于O 点的螺旋线切线方向,可用矢量AB 表示。
若不考虑叶片摩擦,则物料颗粒M 绝对运动的速度V 。
应是螺旋面上O 点的法线方向,可用矢量OB 表示。
由于物料与叶片有摩擦,物料颗粒M 自O 点的运动速度V 进行分解,则可得到物料颗粒自O 点移动的轴向速度V 1和圆周速度V 2。
其中,V 1就是料槽中物料的轴向输送速度,而V 2则是对物料输送的阻滞和干扰。
根据物料颗粒M 运动速度图的分析,可得到物料轴向移动的速度为:V 1=V cos(A +Q )由于V =V n P cos Q ,V n =V 0sin AV 1=V 0sin Acos Qcos(A +Q )(1)而V 0=X #r =2P n 60#S 2P tan A =n #S60tan A 由于cos A =1P 1+(S P 2P r )2,tan A =S P 2P r 所以(1)式又可写成:V 1=Sn 60#1-fS P 2P r 1+(S P 2P r )2(2)同理可得圆周速度:V 2=Sn 60#f +S P 2P r1+(S P 2P r )2(3)式中:S )))螺旋螺距, ;n )))螺旋转速,r P min;f )))物料与叶片问的摩擦系数,f=tan Q ,Q 为叶片与物料的摩擦角,b ;A )))螺旋面升角,b 。
图4螺旋面上速度的变化曲线Fig.4Veloci ty curve of spiral surface由式(2)及式(3),可得出物料在料槽内轴向移动速度V1和圆周速度V2随半径r变化的曲线图(见图4)。
由图4可知,V2在半径长度范围内是变化的,在螺旋轴后随半径的增加而减小,因此,物料在螺旋内移动过程中要产生的相对滑动V1在半径长度范围内也变化,随半径的增加而增加。
可见,靠近螺旋轴的物料V2比外层的大,而V1却比外层的要小;反之,靠近螺旋外侧的物料V1大,V2小。
这将使内层物料较容易随螺旋轴转动,因而产生一个附加的物料流。
螺旋在一定的转数之前,这种附加的物料流对物料运动的影响并不显著。
但是,当超过一定的转数时,物料就会产生垂直于输送方向的跳跃的翻滚,起搅拌而不起轴向的推进作用。
这不仅会降低物料的输送效率,加速设备构件的磨损,而且会增大螺旋功率的消耗。
因此,为了避免这种现象的产生,螺旋的转数不得超过它的临界转速。
2螺旋输送机主要设计参数分析2.1输送量输送量是衡量螺旋输送机生产能力的一个重要指标,一般根据生产需要给定,但它与其他参数密切相关。
在输送物料时,螺旋轴径所占据的截面虽然对输送能力有一定的影响,但对于整机而言所占比例不大,因此,螺旋输送机的物料输送量可粗略按下式计算:Q=3600F#K#V1#E式中:Q)))螺旋输送机输送量(t P h);F)))料槽内物料层横截面积( ),F=U D2P P4。
其中,U为填充系数, D为螺旋叶片直径, ;K为物料的单位容积质量,t P ,它同原料的种类、湿度、切料的长度以及净化方式、效果等多种因素有关,其值查阅相关的手册;E为倾斜输送系数,考虑到螺旋输送机倾斜布置时对物料的输送效果的影响,倾斜输送系数见表1。
在实际工作中,通常不考虑物料轴向阻滞的影响,因此物料在料槽内的轴向移动速度V1U Sn P60。
所以:Q=47D2S#n#U#K#E(4)由上式可以看出,螺旋输送机的物料输送量与D、s、n、U、K、E有关,当物料输送量Q确定后,可以调整螺旋外径D、螺距S、螺旋转速n和填充系数U四个参数来满足Q的要求。
表1倾斜输送系数Tab.1Inclination coefficient of matter倾斜角度(b)0510152030405060708090倾斜输送系数E10.970.940.920.880.820.760.700.640.580.520.46填充系数U0.50.460.460.420.400.380.360.350.350.320.320.302.2螺旋轴转速螺旋轴的转速对输送量有较大的影响。
一般说来,螺旋轴转速加快,输送机的生产能力提高,转速过小则使输送机的输送量下降。
但转速也不宜过高,因为当转速超过一定的极限值时,物料会因为离心力过大而向外抛,以致无法输送。
所以还需要对转速n进行一定的限定,不能超过某一极限值。
当位于螺旋外径处的物料颗粒不产生垂直于输送方向的径向运动时,则它所受惯性离心力的最大值与其自身重力之间应有如下关系:m X2ma x r[mg即2P n ma x r P60[gr考虑到不同的输送物料的影响则P n ma x r P30[n max=30KPgr=30KP2gD(5)式中:K)))物料的综合特性系数(见表2);g)))重力加速度,m P s2;n max)))螺旋的最大转速,即临界转速,r P min。
令A=30K2g P P,则式(5)可转化为常见的经验公式:n max=A P D(6)式中,A)))物料的综合特性系数,见表2。
因此,螺旋输送机的螺旋转速应根据物料输送量、螺旋直径和物料的特性而定,在满足输送量要求的前提下,螺旋转速不宜过高,更不允许超过它的临界转速,即:n[n max(7)式中,n-螺旋的实际转速(r P min)。
表2物料综合特性系数Tab.2Characteristic coefficient of matter物料块度磨琢性举例填充系数U K值A值粉状无磨琢性面粉、米粉0.40~0.500.038786粉状半磨琢性水泥、石灰0.30~0.400.041575粒状半磨琢性小麦、玉米0.25~0.300.055846粒状磨琢性砂石、化肥0.20~0.350.063228块状无磨琢性豆粕、菜饼0.30~0.350.584036块状半磨琢性煤、矿石0.15~0.200.079515液状无磨琢性面浆、纸浆0.55~0.600.078519液状磨琢性混凝土0.50~0.550.065428 2.3螺旋叶片直径螺旋叶片直径是螺旋输送机的重要参数,直接关系到输送机的生产量和结构尺寸。
一般根据螺旋输送机生产能力、输送物料类型、结构和布置形式确定螺旋叶片直径。
将式(6)代入式(4),并设S=K1D,K1为螺旋螺距与直径的比例系数,一般取K1=0.8,则式(4)为Q=47K1A#U#K#E#D52D=Q47K1A#U#K#E25令K=147K1A 2 5则D=K#QU#K#E25(8)式中,K为物料综合特性系数。
物料综合特性系数为经验数值。
通常可根据物料的性质,将物料分成4类。
第1类为流动性好,较轻且无磨琢性的物料;第2类为无磨琢性但流动性较第1类差的物料;第3类为粒度尺寸及流动性同第2类接近,但磨琢性较大的物料;第4类为流动性差且磨琢强烈的物料。
各种物料的K值见表2。
螺旋叶片的直径通常制成标准系列,D=100 , 120 ,150 ,200 ,250 ,300 ,400 ,500 和600 ,目前发展到D=1000 ,最大可达1250 。