浅谈辊底式加热炉技术
- 格式:doc
- 大小:24.50 KB
- 文档页数:3
282018年 第6期 热加工H热处理装备eat-treatment Equipment辊底炉的应用现状及关键工艺技术分析■ 闻冬冬固溶体脱溶是可热处理强化铝合金进行强化热处理(淬火和时效)的基础,辊底式淬火炉主要用于2×××、6×××、7×××等航空工业铝合金中厚板的热处理。
淬火是生产航空用铝合金中厚板的关键热处理操作,其目的是为了得到高浓度的过饱和固溶体,给自然时效和人工时效创造必要的条件。
1. 国内辊底式淬火炉生产线情况传统的铝合金中厚板的淬火工艺主要通过盐浴炉来进行,从盐浴炉到淬火水槽之间用桥式起重机进行转移,淬火转移时间较长,这种淬火工艺使铝合金晶间腐蚀加重,且在后续加工中变形大,性能不稳定,实现这一热处理工艺过程所采用的设备是先进的固溶热处理及喷淋式淬火辊底炉。
国外艾伯纳、容克、EFR 公司开发出热风循环辊底式固溶热处理技术,与传统的盐浴炉相比,辊底炉具有炉温均匀度高、摘要:概述了辊底式淬火炉生产线的组成及国内生产线基本情况,详细介绍、分析了辊底炉的关键工艺及设计特点。
关键词:辊底炉;淬火;炉温均匀度;关键工艺扫码了解更多淬火转移时间短、淬火冷却更均匀速率更快等特点。
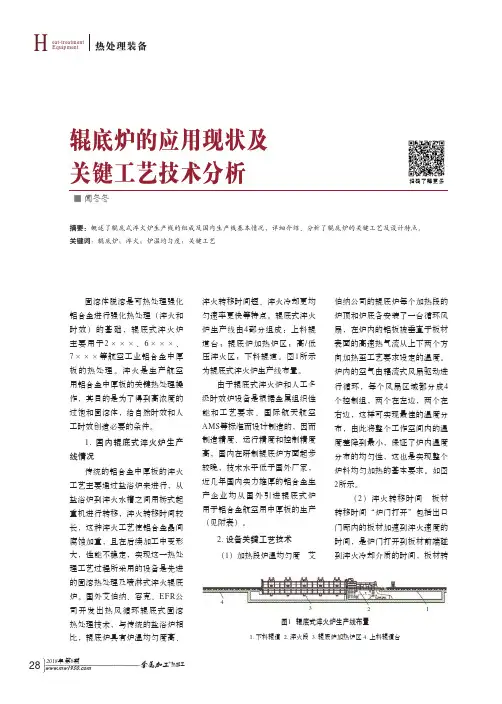
辊底式淬火炉生产线由4部分组成:上料辊道台;辊底炉加热炉区;高/低压淬火区;下料辊道。
图1所示为辊底式淬火炉生产线布置。
由于辊底式淬火炉和人工多级时效炉设备是根据金属组织性能和工艺要求、国际航天航空AMS 等标准而设计制造的,因而制造精度、运行精度和控制精度高,国内在研制辊底炉方面起步较晚,技术水平低于国外厂家,近几年国内实力雄厚的铝合金生产企业均从国外引进辊底式炉用于铝合金航空用中厚板的生产(见附表)。
2. 设备关键工艺技术(1)加热段炉温均匀度 艾伯纳公司的辊底炉每个加热段的炉顶和炉底各安装了一台循环风扇,在炉内的铝板被垂直于板材表面的高速热气流从上下两个方向加热至工艺要求设定的温度。
辊底式加热炉安装质量控制摘要:主要阐述了通过炉底座浆、炉底机械现场拼装、炉墙结构分段整体安装,提高了辊底式加热炉安装质量,降低了施工成本,经济、社会效益明显。
关键字:辊底式加热炉座浆Abstract: mainly elaborated through the bottom of the furnace bottom seat slurry, mechanical field assembly, furnace wall structure subsection integral installation, improves the bottom roller heating furnace installation quality, reduces construction cost, economic, social benefits are obvious.Keywords: bottom roller heating furnace; a slurry0前言莱钢银山型钢宽厚板生产线热处理车间辊底式加热炉是较为先进的蓄热式辊底加热炉,由德国洛伊公司引进,是莱钢目前最先进的加热炉,同样也是我公司接手的第一台蓄热式辊底加热炉。
为干好这一工程我公司专门成立了技术攻关小组。
在施工过程中根据工程特点采用了炉墙结构整体分段安装及炉底现场机械拼装的施工工艺。
1工艺特点1.1合理布置测量控制网,定期进行沉降观测,采用高精度仪器测量进行针对性的测量保证关键设备的安装精度。
1.2炉底机械现场根据底座安装情况及现场实际加热炉中心线进行拼装,相比传统的线外拼装好再进行安装,不但解决了吊装过程中的变形问题,而且提高了安装精度。
1.3炉墙结构分段整体安装比先安装梁、柱再安装炉皮的散件安装方法,提高了结构安装精度、炉壳的平整度和炉壳开孔精度。
整体结构可以在安装现场进行拼装。
这样可以充分利用厂房内的天车,提高安装效率及减少机械台班的使用。
辊底式热处理炉自动控制系统的设计与应用探讨作者:刘勤亚来源:《世界家苑》2018年第04期摘要:本研究基于辊底式加热炉自动控制系统的国内外先进技术及其生产经验实践,对其应用领域合金钢管正火、回火(炉辊摆动)热处理新工艺和相关基础设计参数和应用前景进行分析,以最大限度的发挥了自动控制系统设计应用优势,进而在燃烧效率中,比之传统炉更具设计应用优势。
关键词:辊底式热处理炉;自动控制系统;设计;应用引言热处理炉是是指供炉料热处理加热用的电炉或燃料炉。
常用的热处理炉有箱式电阻炉、井式电阻炉、气体渗碳炉和盐浴炉等。
辊底式热处理炉作为热处理炉研究领域的热点,应用用炉内辊道运送热处理材,沿炉子整个长度每隔一定距离安装一根辊子,物料在辊子上运行,在辊子上面和下面的炉膛都可布置烧嘴供热,进而被广泛应用于常化、退火、淬火、回火等热处理工艺实践中,得到了比其他炉更便捷的应用优势。
自动控制系统设计和应用,作为辊底式热处理炉应用推广领域的热点,在实际的现况解决中,一度在设计应用中经受了极大的考验。
1辊底式热处理炉概述辊底式热处理炉依据形状不同,可分为环辊(带有盘形辊环)和平辊两种,分别用于加热板材和型钢、管材、加热板材和棒材。
基础构成包括外层耐热钢(碳化硅)辊套。
高温环境下子(1000~1150℃)的材料选择为水冷轴并带绝热内衬的耐热钢炉辊或全水冷炉辊。
在实际应用中,受温度限制,辊子需要不停旋转并做好低俗摆动。
从其工艺的复杂度来看,受物料及其加热环境和加热状况处理,在热处理工艺中(常化、退火、淬火、回火等),具有广泛的应用环境。
2辊底式热处理炉的原理和作用辊底式热处理炉主要用于钢板、钢管、型钢和线材的退火、正火、高温回火及淬火等热处理工艺中。
主要工作原理依据液体或气体燃料,的加热方式,实现辐射管内物料的直接加热或者间接加热。
从实际作用来看,辊底式热处理炉以其钢材质量好、产量高、成本低的价格优势和机械化自动化控制系统的设计应用实际的热处理工艺中,比之间断生产的热处理炉具有明显的对比优势。
浅谈辊底式加热炉技术浅谈辊底式加热炉技术【摘要】辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备。
本文阐述了辊底式加热炉的基本概念及作用,并重点介绍了辊底式加热炉的主要技术特点。
【关键词】步进式加热炉机械设备辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备,在功能上起着承上启下的作用,它一面将连铸出来的板坯加热至轧钢工艺所要求的出钢温度1150±10℃,这个温度精度要远高于一般步进炉所能够达到的±30℃的温差值,这样就为生产超薄热带产品奠定了基础,另一方面,辊底炉在整个工艺中还起着重要的缓冲作用。
一、辊底式加热炉概述辊底式加热炉用炉内辊道运送热处理材,沿炉子整个长度每隔一定距离安装一根辊子,物料在辊子上运行,在辊子上面和下面的炉膛都可布置烧嘴供热。
辊子有环辊(带有盘形辊环)和平辊二种,前者只能用于加热板材,后者可用于加热板材、型钢、管材和棒材。
辊子外层辊套的材质通常为耐热钢,有的也用碳化硅。
温度高的炉子(1000-1150℃)采用水冷轴并带绝热内衬的耐热钢炉辊,或全水冷的炉辊。
为了防止炉辊弯曲,在高温下工作的辊子必须不停地旋转;当炉子空烧或不出料时,也要用低速以每分钟0.5-1.5周的转速摆动或旋转。
辊底式炉因物料两面受热,加热较快、较均匀,广泛应用于常化、退火、淬火、回火等热处53工艺。
二、辊底式加热炉的作用将连铸机送来的薄板坯按工艺要求均匀地加热到轧制温度。
投产的生产线连铸坯入炉温度一般在850℃-1050℃之间,出炉温度(轧制温度)1100℃-1150℃,在炉内需提温50℃-300℃。
要求出炉板坯长度与宽度方向温差≤±10℃,板坯边部(约40ram范围内)温度比中部温度高40℃左右。
在单尺坯轧制时,炉子能储存若干块单尺坯,当轧机换辊或事故停轧时,连铸机送来的薄板坯可储存在加热炉内,保证连铸机正常生产,炉子起到了缓冲储存作用。
根据轧钢工艺要求,单尺坯生产时的缓冲时间应≥12min,确保轧机有充足的时间换辊和处理事故。
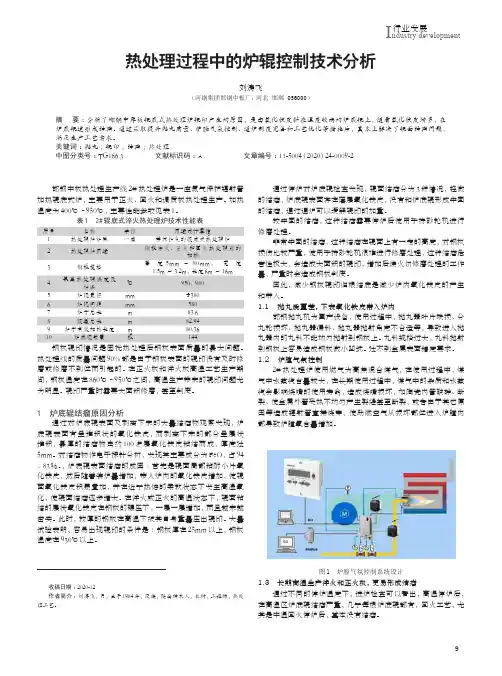
9I ndustry development行业发展热处理过程中的炉辊控制技术分析刘涛飞(河钢集团邯钢中板厂,河北 邯郸 056000)摘 要:分析了邯钢中厚板辊底式热处理炉辊印产生的原因, 是由氧化铁皮黏在温度较高的炉底辊上,随着氧化铁皮增多,在炉底辊道形成结瘤。
通过采取提升抛丸质量、炉膛气氛控制、通炉制度完善和工艺优化等措施后, 基本上解决了辊面结瘤问题,满足生产工艺需求。
关键词:抛丸;辊印;结瘤;热处理中图分类号:TG166.3 文献标识码:A 文章编号:11-5004(2020)24-0009-2 收稿日期:2020-12作者简介:刘涛飞,男,生于1984年,汉族,陕西神木人,本科,工程师,热处理工艺。
邯钢中板热处理生产线2#热处理炉是一座氮气保护辐射管加热辊底式炉,主要用于正火、回火和调质板热处理生产。
加热温度为400℃~950℃,主要性能参数见表1。
表1 2#辊底式淬火热处理炉技术性能表序号名称单位用途或计算值1热处理炉炉型一座带保护气的辊底式热处理炉2热处理炉用途钢板淬火、正火和回火热处理前的加热3钢板规格厚度5mm ~80mm,宽度1.5m ~3.2m,长度6m ~16m4最高热处理温度及炉温℃950,9805炉辊直径mm Ф3806炉辊间距mm 5807炉子总长m 83.68辊道总长m 82.949炉子有效加热长度m 80.3610炉底辊数量根144钢板辊印情况是困扰热处理后钢板表面质量的最大问题。
热处理线的质量问题90%都是由于钢板表面的辊印没有及时修磨或修磨不到位而引起的。
在正火板和淬火板高温工艺生产期间,钢板温度在860℃~950℃之间,高温生产带来的辊印问题尤为明显。
辊印严重时需要大面积修磨,甚至判废。
1 炉底辊结瘤原因分析通过对炉底辊表面及剥离下来的大量结瘤物观察发现,炉底辊表面有呈堆积状的氧化铁皮,而剥离下来的部分呈层状堆积,最厚的结瘤物由约100多层氧化铁皮粘结而成,厚度达5mm。
辊筒式炉排炉的烟气尾部余热利用技术辊筒式炉排炉是一种常见的燃煤热能利用设备,由于其结构特点,炉内的烟气尾部余热利用成为了提高能源利用效率的关键课题。
本文将介绍辊筒式炉排炉的烟气尾部余热利用技术,并探讨其在工业生产中的应用前景。
一、烟气尾部余热的利用意义烟气中的余热能量是指燃料燃烧过程中,未能转化为热效率的能量。
辊筒式炉排炉的烟气中所含的煤粉不完全燃烧产生的高温烟气,如果得不到合理利用,将会造成巨大的能量浪费。
而通过对烟气尾部余热的充分利用,可以实现能源的节约与环境的保护,具有重要的经济和环境效益。
二、辊筒式炉排炉的烟气尾部余热利用技术1. 预热锅炉给水辊筒式炉排炉烟气中的热量可以通过预热锅炉给水的方式进行利用。
烟气中的高温热量可以通过换热器传递给锅炉给水,将其预热至一定温度。
这样可以降低锅炉给水的进口温度,提高热效率,减少燃料消耗量。
2. 余热发电利用烟气中的余热通过热交换器发电是一种较为常见的技术。
通过热交换器将烟气中的热量传递给工作介质(一般为水蒸汽),产生高温高压的蒸汽,然后驱动汽轮发电机组发电。
这种方法不仅可以实现较高效率的能源利用,还具有明显的经济和环境效益。
3. 联合循环利用辊筒式炉排炉的烟气余热还可以与其他工艺热源进行联合循环利用。
通过将烟气中的热量传递给其他工艺装置,如蒸汽发生器、干燥设备等,实现能源的综合利用。
这种方式不仅能够提高热效率,还可以降低整体能源消耗,提高生产效率。
三、辊筒式炉排炉的烟气尾部余热利用技术应用前景1. 节能环保辊筒式炉排炉的烟气尾部余热利用技术可以有效降低能源消耗,提高能源利用效率,实现节能减排。
这符合国家节能环保政策的要求,有助于保护生态环境,改善大气质量。
2. 经济效益辊筒式炉排炉的烟气尾部余热利用技术可以提高生产效率,减少燃料消耗,降低生产成本。
通过余热发电等方式,还可以获得额外的经济效益。
这对企业的可持续发展具有重要意义。
3. 技术创新在辊筒式炉排炉的烟气尾部余热利用技术中,涉及到热交换、热动力、控制系统等多个领域的技术问题。
辊底式淬火炉与技术改造方式分析作者:吕周来源:《汽车博览·科研上旬刊》2019年第01期摘要:辊底式淬火炉在当今工业生产中的应用愈加广泛,但是随着社会不断发展,老旧的辊底式淬火炉已经无法满足当代生产要求,如果整炉更换会.消耗大量资金,这就需要对辊底式淬火炉进行技术改造。
基于此,本文首先提出辊底式淬火炉技术改造方案,并分析改造后的效果。
关键词:辊底式淬火炉;技术改造;方案;效果引言辊底式淬火炉具有氮基保护气氛中较为先进的金属热处理生产线,我公司主要是用作于铝板及其相关零件光亮淬火、回火、调质处理。
辊底式淬火炉在投入使用之处,有效提升了工业生产效率,但是在时代不断发展、科学不断进步的基础上,老旧辊底式淬火炉性能、生产标准已经无法满足铝板生产要求,必须要进行技术改造工作,让辊底式淬火炉内部结构变得更加合理、性能更加完善,减少运行中的损耗,改善生产环境、扩大生产范围,将单一生产形式转变为多元化生产形式,并在改造之后强化气体保护的加热条件。
;1、辊底式淬火炉的技术改造方案辊底式淬火炉技术改造需要从多个方面出发,包括加热器、传动、进料、材料、铝板、加热系统等,其主要表现在:1.1 加热器改造科学分布加热器,由于辊底式淬火炉加热器会直接影响生产效能。
通过大量科学计算与试验得知,将炉顶加热器向下调整50-80mm可以确保加热性能,补充滚棒引起的出孔散热量较大造成的铝板温差问题,在生产中可以减少椭圆变形问题。
在加热器引出端改造前较为分散,对火炉的接线与密封不利,气体保护性能也会受到影响。
因此可以将引出端集中处理。
这样不仅可以提升密封性能,也能够提升气体保护性能。
1.2 混棒传动与进料端改造对混棒转动部位密封结构进行改造,采取深槽耐热橡胶密封圈进行密封,这样即可保证炉壳体密封效果良好。
此外,进料端可以增设密封式,应用双层炉门,液压传动关闭,从而适应气体保护加热。
1.3 材料与铝板改造合理選择耐火保温材料,通过实践经验得出,采用硅酸铝毡可以有效提升保温性能,缩短保温时间,采用该材料可以有效缩短升温时间,过去从室温升到工作温度用10h,在材料改造完毕之后只需要用8h,可以节省40kW·h的电能,还需要增设防漏层避免保温粉外泄,减少材料浪费以及空气污染。
高温辊底式热处理炉低温回火
高温辊底式热处理炉是一种常见的热处理设备,用于对金属材料进行热处理,其中低温回火是其中的一种热处理工艺。
低温回火是一种通过加热和冷却的过程,旨在减轻金属材料的应力、增加韧性、改善机械性能和细化晶粒。
该过程通常在高温热处理后进行,以消除由于高温处理产生的过硬和脆性问题。
下面是详细的低温回火过程:
1.准备工作:将待处理的金属材料放置在高温辊底式热处理
炉的工作台上,并确保炉内的温度和气氛符合要求。
2.加热阶段:通过控制炉内的加热温度和保温时间,将金属
材料加热到设定的回火温度。
该温度通常在400°C至
750°C之间,具体取决于金属材料的种类和要求。
3.保温阶段:在达到回火温度后,将金属材料保持在该温度
下一段时间,以确保材料内部的温度均匀。
4.冷却阶段:在保温时间结束后,将金属材料逐渐冷却,可
以选择自然冷却或通过其他冷却介质进行快速冷却。
冷却
速率可以根据需要进行控制,以获得所需的材料性能。
低温回火可以有效地改善金属材料的硬度、韧性和抗脆性能,使其在使用中具有更好的耐用性和安全性。
这项热处理工艺在许多行业中都得到广泛应用,如汽车制造、航空航天、机械制造等。
冶金动力METALLURGICALPOWER2006年第5期总第117期!!!!!!"!"!!!!!!"!"综合1引言在CSP生产线中,温度是一个重要工艺参数。
对于连铸和连轧的过渡区———辊底式加热炉,主要作用是对坯料进行必要的加热和均热。
其相关内容包括:铸坯入炉的温度,板坯在加热炉内各段的温度(包括加热和均热),板坯开轧前温度等。
现结合马钢CSP辊底式加热炉在生产中出现的各类问题,就影响各段温度的因素进行分析。
2马钢CSP辊底式加热炉简介马钢CSP生产线共有2座直通隧道式辊底炉,位于铸机和轧机之间,用于接受连铸机的板坯,对板坯进行再加热、均热,按一定的速度向轧机输送板坯,将板坯贮存于炉中进行缓冲。
2.1工艺参数生产钢种:碳素结构钢、优质碳素结构钢、低合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低碳钢。
产品规格:带钢厚度:1.0(0.8)~8.0(12.7)mm;带钢宽度:900~1600mm;钢卷内径:730~762mm;钢卷外径:1000~1950mm;钢卷重量(max):28.8t;单位卷重(max):18kg/mm。
所生产板坯尺寸(长×宽×厚)为:6~43.7m×900~1600mm×45~90mm,半无头坯最大长度262m。
2.2加热炉尺寸加热炉尺寸见表1。
表1加热炉基本尺寸注:炉子长度指A线第一炉辊到炉外最后一根炉辊中心距,B线炉外第一根炉辊中心到炉子最末端距;炉体长度指炉体钢构外缘。
2.3炉内温度每线加热炉都分成9个温度控制区段,其中1~3区为加热区,4~9区为均热区。
2.4板坯出炉温度要求板坯出炉温度设定范围:980~1160℃;板坯出炉温差要求:长的方向≤±20℃;宽度方向≤10℃。
2.5燃料采用的是高焦混合煤气。
压力为7.84(1±5%)kPa;热值为9211(1±5%)kJ/m3;燃耗A线为18600m3/h,B线为18200m3/h。
浅谈辊底式加热炉技术
浅谈辊底式加热炉技术
【摘要】辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备。
本文阐述了辊底式加热炉的基本概念及作用,并重点介绍了辊底式加热炉的主要技术特点。
【关键词】步进式加热炉机械设备
辊底式加热炉是薄板坯连铸连轧生产线上的一个重要设备,在功能上起着承上启下的作用,它一面将连铸出来的板坯加热至轧钢工艺所要求的出钢温度1150±10℃,这个温度精度要远高于一般步进炉所能够达到的±30℃的温差值,这样就为生产超薄热带产品奠定了基础,另一方面,辊底炉在整个工艺中还起着重要的缓冲作用。
一、辊底式加热炉概述
辊底式加热炉用炉内辊道运送热处理材,沿炉子整个长度每隔一定距离安装一根辊子,物料在辊子上运行,在辊子上面和下面的炉膛都可布置烧嘴供热。
辊子有环辊(带有盘形辊环)和平辊二种,前者只能用于加热板材,后者可用于加热板材、型钢、管材和棒材。
辊子外层辊套的材质通常为耐热钢,有的也用碳化硅。
温度高的炉子(1000-1150℃)采用水冷轴并带绝热内衬的耐热钢炉辊,或全水冷的炉辊。
为了防止炉辊弯曲,在高温下工作的辊子必须不停地旋转;当炉子空烧或不出料时,也要用低速以每分钟0.5-1.5周的转速摆动或旋转。
辊底式炉因物料两面受热,加热较快、较均匀,广泛应用于常化、退火、淬火、回火等热处53工艺。
二、辊底式加热炉的作用
将连铸机送来的薄板坯按工艺要求均匀地加热到轧制温度。
投产的生产线连铸坯入炉温度一般在850℃-1050℃之间,出炉温度(轧制温度)1100℃-1150℃,在炉内需提温50℃-300℃。
要求出炉板坯长度与宽度方向温差≤±10℃,板坯边部(约40ram范围内)温度比中部温度高40℃左右。
在单尺坯轧制时,炉子能储存若干块单尺坯,当轧机换辊或事故
停轧时,连铸机送来的薄板坯可储存在加热炉内,保证连铸机正常生产,炉子起到了缓冲储存作用。
根据轧钢工艺要求,单尺坯生产时的缓冲时间应≥12min,确保轧机有充足的时间换辊和处理事故。
在薄板坯连铸连轧生产线上,除了辊底式加热炉外,还有部分生产工艺使用电感应加热、钢卷保温炉和较短的辊底式炉组合(ISP工艺)、步进式加热炉(CONROLL工艺)来满足上述要求,但由于各种因素使这种组合加热方式没有得到较大发展。
目前,使用炉长较长的辊底式加热炉仍是薄板坯连铸连轧生产工艺主流加热设备。
三、辊底式加热炉技术特点
辊底式加热炉最早由美国Bricmont公司设计,并在美国Nucor 公司投入了使用,取得了理想的效果。
此后该公司在世界上有了17条生产线,占当时世界辊底炉总量的70%。
Bricmont公司的技术简洁实用,生产运行成本低,具体体现在以下几个方面:
炉辊。
Bricmont公司采用的是低碳的Co合金辊环,这种材质具有非常好的高温性能,与其他供应商的Cr28Ni48W5相比,不易开裂,寿命要高出好几倍。
实践证明,Bricmont公司所供应的炉辊寿命达到2年左右,要高出其保证值的一倍。
防纠偏功能。
铸坯在炉内要运行至少200m,非常容易跑偏,发生钢坯撞坏炉墙等现象。
Bricmont公司则是在炉辊的设计上巧妙地利用了炉辊自身的挠度,使钢坯在运行过程中自动对中,从而彻底地解决了这个问题,有效地降低了生产运行成本。
炉辊的安装方式。
Bricmont公司炉辊安装在土建的基础上面,减速机和炉辊采用橡胶接手连接,简化设备制造工艺,而降低了工程投资,而且在实际的生产中,运行成本也会相应降低。
炉辊耐材的选择。
由于辊底炉炉辊长期处于运行状态,所以炉辊的绝热是一个非常困难的问题。
Bricmont公司则采用了介于轻质料和重质浇注料之间的一种免烘烤浇注料,并设计出M系列的炉辊锚固钩,有效地解决了炉辊的绝热,效果非常理想,实际的炉辊维修成本只有其他公司的1/3。
先进的燃烧控制方式。
Bricmont公司采用了常规的双交叉限幅控制,在烧嘴的结构、能力、布置等方面做了精心的设计,能满足工
艺要求,而投资和运行成本较低。
采用横移车并配置剔坯辊道。
针对唐钢准备采用的薄板坯连铸连轧工艺方案,Bricmont公司提出了采用板坯横移的过渡方式。
而唐钢创新地提出了在加热炉旁增设剔坯辊道,以延长加热炉缓冲时间,剔除缺陷板坯。
四、唐钢薄板连铸连轧辊底式加热炉蓄热式烧嘴改造
由于常规烧嘴多使用换热器进行换热,排烟温度高,大量的烟气白白带走了炉内的热量,为了解决这一问题,2010年唐钢对1810线辊底式加热炉进行了蓄热式改造,将烧嘴全部更改为蓄热式烧嘴,采用空气单余热,每个烧嘴单独配置三通换向阀对空气预热。
烧嘴以下的纤维模块全部更改为支模浇注轻质浇注料的形式。
改造后炉内温度明显提高,煤气使用量也有所下降,但炉墙散热较快,保温效果仍不理想。
2012年唐钢对1810线加热炉再次进行了改造,将炉墙全部改为支模浇注的形式,达到了良好的保温效果,对
1.6以下薄板坯的连铸连轧提供了坚实的基础。
五、结语
综上所述,在辊底式加热炉的机械设备设计中,其在结构上有许多的特点和改进,这些新技术在实际应用中,还需进一步的发展和完善,进一步提高辊底式加热炉设备的利用率。
参考文献:
[1]宋贤.薄板坯连铸连轧线辊底式加热炉[J].特殊钢,2001,(06).
[2]陈迪安,首钢迁钢2160mm热轧工程加热炉技术的研究与应用[N].世界金属导报.2011.
------------最新【精品】范文。