箱体孔同轴度误差的检测
- 格式:pdf
- 大小:108.63 KB
- 文档页数:2
箱体类零件孔系位置公差标注方法箱体类零件孔系位置公差标注方法箱体类零件是机械制造中常见的一种零件,其结构复杂,包含多个孔位,因此在制造过程中需要对其孔系位置进行公差标注。
下面将介绍箱体类零件孔系位置公差标注方法。
一、孔系位置公差的定义孔系位置公差是指零件中多个孔位之间的相对位置关系,包括孔位间距、孔位中心线的平行度、垂直度、同轴度等。
孔系位置公差的标注是为了保证零件的装配精度和使用性能。
二、孔系位置公差标注方法1.孔位间距公差标注孔位间距公差是指两个孔位之间的距离公差,标注方法为在两个孔位的中心线上标注两个箭头,箭头之间的数字表示孔位间距公差。
2.孔位中心线平行度公差标注孔位中心线平行度公差是指两个孔位中心线的平行度公差,标注方法为在两个孔位的中心线上标注两个平行线,平行线之间的数字表示孔位中心线平行度公差。
3.孔位中心线垂直度公差标注孔位中心线垂直度公差是指两个孔位中心线的垂直度公差,标注方法为在两个孔位的中心线上标注两个垂直线,垂直线之间的数字表示孔位中心线垂直度公差。
4.孔位同轴度公差标注孔位同轴度公差是指一个孔位中心线与其他孔位中心线的同轴度公差,标注方法为在该孔位的中心线上标注一个圆形,圆形内的数字表示孔位同轴度公差。
三、注意事项1.孔系位置公差标注应符合国家标准和技术要求。
2.标注应清晰、准确、规范,不得有歧义。
3.标注应尽量集中在零件的一侧,不得影响零件的美观度和使用性能。
4.标注应考虑到零件的实际使用情况,合理确定公差范围。
综上所述,箱体类零件孔系位置公差标注方法是机械制造中非常重要的一项工作,标注应符合国家标准和技术要求,标注应清晰、准确、规范,不得有歧义,标注应尽量集中在零件的一侧,不得影响零件的美观度和使用性能,标注应考虑到零件的实际使用情况,合理确定公差范围。
大型旋转机械零件同轴度的不同测量方法摘要:大型旋转机械领域,在使用三坐标测量机测量同轴度时, 基准轴线的选取、测量方法不同, 对同轴度评价影响很大。
本文将阐述指定基准法、公共轴线法、绝对坐标法三种测量方法基准选取的差异、优缺点及适用场景,以便反映零件真实的同轴度误差,避免由于误判造成不必要的经济损失。
关键词:同轴度;指定基准法;公共轴线法;绝对坐标法Different Measuring Methods for Coaxiality of Large Rotating Machinery PartsNan Jiang,RuiXing ZhongGREE Electric Appliances Inc., Zhuhai,Zhuhai Guangdong,519070Abstract:In the field of large rotating machinery, when using CMM to measure coaxiality, the selection of reference axis and measurement methods are different, which have a great impact on the evaluation of coaxiality. This paper will describe the differences, advantages and disadvantages, and applicable scenarios of three measurement methods, namely, designated datum method, common axis method, and absolute coordinate method . In order to reflect the true coaxiality error of parts and avoid unnecessary economic losses due to misjudgment.Keywords:coaxiality ; designated datum method ; common axis method ; absolute coordinate method0引言在大型旋转机械领域,不管是哪类机床生产的零件,实物与图纸,总会由于各种各样的原因,产生一定的偏差。
高级钳工考试试卷姓名得分一、填空题(每题 2 分,共 30 分)1、凸轮的形状归纳起来总共有(盘形凸轮) 、(圆柱形凸轮)和(块状凸轮)三种。
2、常用的凸轮曲线有(等速运动曲线) 、等加速、等减速运动曲线、 (余弦加速度运动曲线)及(正弦加速度运动曲线)等。
3 、大型工件的划线,通常利用(拉线和吊线)的方法作为辅助划线基准。
4、在大型平板拼接工艺中,应用(经伟仪)进行检测,其精度和效率比传统平板拼接工艺要好。
5、合像水平仪是用来测量工件在(水平或垂直)位置上(微小角度)的角值量仪。
6 、自准直量仪中像的偏移量,由反射镜 (转角) 所确定,与反射角的 (距离) 无关。
7 、同轴度误差的检测是找出被测轴线离开 (基准轴线) 的最大距离,以其 (两倍值) 定为同轴度的误差。
8、垂直度公差用来控制(被测要素)相对于(基准要素)的方向偏离 90 度的程度。
9 、在平面度误差的测量中,有一个关键问题是: (基准平面) 和 (最小包容区域) 的判别必须正确。
10、经伟仪主要用来测量精密机床的(水平转台)和(万能转台)的分度误差。
11 、在装配工艺中,采取相配零件的 (误差抵消定向装配) 的方法,消除和降低装配误差,能有效的控制装配精度。
12、T68 型卧式镗床工作台部件需要保证三个精度要求,即 (工作台回转) 精度、 (工作台纵横向的定位精度) 、横向与纵向的(垂直度)要求,否则将影响总装精度。
13、工艺规程因其生产内容不同,可分为(机械加工工艺规程)和(装配工艺规程) 两种。
14 、为了保证转子在高速运转时的平稳性,转子上 (各内孔或外圆) 对轴颈都应具有较小的(同轴度误差) 。
15、滑动轴承由于润滑油进入轴承间隙中建立起(没膜压力) ,因此具有(液体摩擦润滑)的性能。
16、可倾瓦轴承按其支瓦块数可分为(三瓦式) 、(五瓦式) 、(六瓦式)等多种形式。
17、高速旋转机械上采用的联轴器,有(刚性联轴器)和(半挠性联轴器)两类。
欧盟公民数字能力框架应用案例分析及启示欧盟公民数字能力框架应用案例分析及启示引言随着信息技术和互联网的迅猛发展,数字化已成为当今社会的主要特征。
数字技术已经渗透到各行各业,给我们的生活带来了巨大的变化,并对我们的工作、学习和社交等方面产生了深远影响。
为了应对这一变革,欧洲联盟(欧盟)制定了公民数字能力框架,以提高欧盟公民的数字技能。
本文将通过分析欧盟公民数字能力框架的应用案例,探讨其对社会的启示。
一、欧盟公民数字能力框架概述欧盟公民数字能力框架是欧盟提出的一种巩固和传达人们在日常生活中所需的技能、知识和信心的工具。
该框架旨在帮助公民在数字化时代中更好地参与社会、职业和个人生活,并利用数字技术提供的机会。
该框架分为五个层级:数字入门、基础数字技能、中级数字技能、高级数字技能和专业数字技能。
每个层级都描述了公民具备的技能和能力,从简单的网上冲浪到复杂的数据分析。
二、欧盟公民数字能力框架应用案例分析1. 案例一:数字入门——老年人的数字包容性在德国某研究机构的一项调研中,调查发现许多老年人因缺乏数字技能而在数字社会中被边缘化。
为了解决这一问题,当地政府实施了一项数字培训计划,帮助老年人掌握基本的数字技能。
通过提供简单易懂的培训材料和个人指导,老年人逐渐学会了使用电子邮件和社交媒体,与家人和朋友保持联系,并获得了更多的自信心。
这个案例表明,数字入门教育对于提高老年人的数字能力和社会参与度具有重要作用。
2. 案例二:基础数字技能——学生的在线学习在瑞典的一所高中,学校采用在线学习平台,帮助学生培养基础数字技能。
学生通过在线平台完成课程作业、参与课堂讨论和与老师交流。
这种灵活的学习方式不仅帮助学生提高学习效果,还培养了他们的自主学习能力和团队合作能力。
此案例表明,基础数字技能的培养对学生的学习和未来职业发展至关重要。
3. 案例三:中级数字技能——数字创意产业的发展在荷兰,在线社交媒体创作和数字媒体制作成为一种受欢迎的行业。
实验四 圆度、圆柱度、同轴度、跳动误差的测量一、实验目的1.掌握圆度误差、圆柱度误差、同轴度误差及跳动误差的测量方法;2.学会对测量数据的处理,加深对基本概念的理解;3.了解测量工具结构并熟悉它的使用方法。
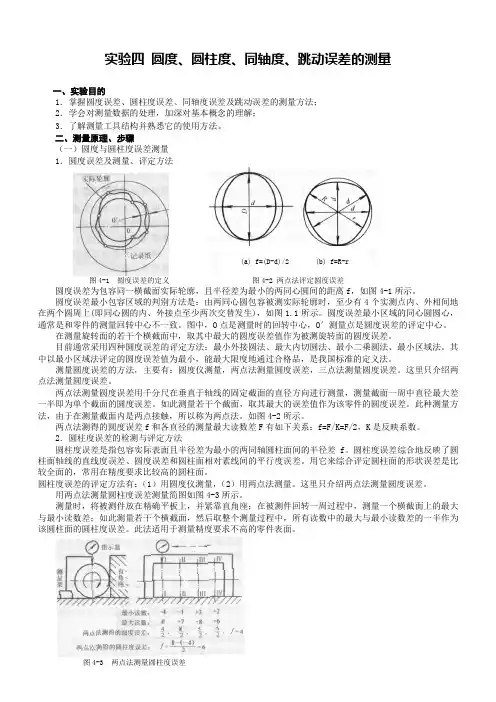
二、测量原理、步骤(一)圆度与圆柱度误差测量1.圆度误差及测量、评定方法图4-1 圆度误差的定义圆度误差为包容同一横截面实际轮廓,且半径差为最小的两同心圆间的距离f ,如图4-1所示。
圆度误差最小包容区域的判别方法是:由两同心圆包容被测实际轮廓时,至少有4个实测点内、外相间地在两个圆周上(即同心圆的内、外接点至少两次交替发生),如图1.1所示。
圆度误差最小区域的同心圆圆心,通常是和零件的测量回转中心不一致。
图中,O 点是测量时的回转中心,O ′测量点是圆度误差的评定中心。
在测量旋转面的若干个横截面中,取其中最大的圆度误差值作为被测旋转面的圆度误差。
目前通常采用四种圆度误差的评定方法:最小外接圆法、最大内切圆法、最小二乘圆法、最小区域法。
其中以最小区域法评定的圆度误差值为最小,能最大限度地通过合格品,是我国标准的定义法。
测量圆度误差的方法,主要有:圆度仪测量,两点法测量圆度误差,三点法测量圆度误差。
这里只介绍两点法测量圆度误差。
两点法测量圆度误差用千分尺在垂直于轴线的固定截面的直径方向进行测量,测量截面一周中直径最大差一半即为单个截面的圆度误差。
如此测量若干个截面,取其最大的误差值作为该零件的圆度误差。
此种测量方法,由于在测量截面内是两点接触,所以称为两点法。
如图4-2所示。
两点法测得的圆度误差f 和各直径的测量最大读数差F 有如下关系:f=F/K=F/2,K 是反映系数。
2.圆柱度误差的检测与评定方法圆柱度误差是指包容实际表面且半径差为最小的两同轴圆柱面间的半径差f 。
圆柱度误差综合地反映了圆柱面轴线的直线度误差、圆度误差和圆柱面相对素线间的平行度误差。
用它来综合评定圆柱面的形状误差是比较全面的,常用在精度要求比较高的圆柱面。

齿轮箱体的同轴度检测樊素梅【摘要】齿轮箱体是构成机器传动部分的重要部件,其位置精度直接影响了机器的同步协调能力。
从齿轮箱体的结构分析入手,分析了三坐标测量机测量同轴度的不同方法,确定采用公共轴线法来测量齿轮箱体,检测结果准确、稳定,更符合产品的质量要求。
%Gearbox is an important part in the machine transmission parts ,the location accuracy directly af‐fects the synchronous coordination capacity of the machine .In this paper ,the analysis is from the structure of the gearbox ,and the different methods are analyzed on the coaxiality measurements by three‐coordinate measure machine ,the measurement of gearbox has been determined by adopting the common axis method . The test results are accurate ,stable ,and more in line with quality requirements of the product .【期刊名称】《长春工程学院学报(自然科学版)》【年(卷),期】2014(000)004【总页数】4页(P43-46)【关键词】齿轮箱体;同轴度;检测;三坐标【作者】樊素梅【作者单位】中国北车集团长春轨道客车股份有限公司,长春130062【正文语种】中文【中图分类】TH7210 引言中国高铁以其系统技术全、运行速度快、建设规模大等特点已逐渐成为了中国新的外交名片,中国的高铁速度代表了世界的高铁速度。
典型传动机构的装配一、齿轮传动机构的装配齿轮传动是各种机械中最常用的传动方式之一,可用来传递运动和动力,改变速度的大小或方向,还可把传动变为移动。
齿轮传动在机床、汽车、拖拉机和其他机械中应用很广泛,其原因是具有以下特点:能保证一定的瞬时传动比,传动准确可靠,传递的功率和速度变化范围大,传动效率高,使用寿命长以及结构紧凑,体积小等,但也有一定缺点,如噪音大,传动不如带传动平稳,齿轮装配和制造要求高等。
齿轮传动装置是由齿轮副、轴、轴承和箱体等主要零件组成,齿轮传动质量的好坏,与齿轮的制造和装配精度有着密切关系。
1.齿轮传动的精度要求1)传递运动的精确性,由齿轮啮合原理可知,在一对理论的渐开线齿轮传动过程中,两齿轮之间的传动比是确定的,这时传递运动是准确的。
但由于不可避免地存在着齿轮的加工误差和齿轮副的装配误差,使两轮的传动比发生变化。
从而影响了传递运动的准确性,具体情况是,在从动轮转动360°的过程中,两轮之间的传动比成一个周期性的变化,其转角往往不同于理论转角,即发生了转角误差,而导致传动运动的不准确,这种转角误差会影响产品的使用性能,必须加以限制。
2)传动的平稳性,齿轮传动过程中发生冲击、噪音和振动等现象,影响齿轮传动的平稳性,关系到机器的工作性能、能量消耗和使用寿命以及工作环境等。
因此,根据机器不同的使用情况,提出相应的齿轮传动平稳性要求,产生齿轮传动不平稳的原因,主要是由于传动过程中传动比发生高频地瞬时突变的结果。
在从动齿轮转一转的过程中,引起传递不准确的传动比变化只有一个周期,而引起传动不平稳的传动比变化有许多周期,两者是不同的,实际上在齿轮传动过程中,上述两种传动比的变化同时存在。
3)载荷分布的均匀性,两齿轮相互啮合的齿面,在传动过程中接触情况如何,将影响到被传递的载荷是否能均匀的分布在齿面上,这关系到齿轮的承载能力,也影响到齿面的磨损情况和使用寿命。
4)传动侧隙的合理性,传动侧隙是指齿轮传递过程中,一对齿轮在非工作齿面间所形成的齿侧间隙。
姓名:专业:2010——2011 学年度第一学期09 级电气自动化专业《现代变流技术》期末考试试卷(A)(考试时间: 120 分钟)出题人:张亚轩审题人:一、判断题(对画√,错画×,每小题 1 分,共计 30 分)1 .畸形工件划线时都应按原始基准进行。
(× )2 .畸形工件划线,因形状奇特,装夹必需借助于辅助的工夹具。
( √ )3.大型工件划线,因其形大、体重,不易移动和翻转,故一般采用拉线、吊线或拼接平板等方法进行。
( √ )4 .大型工件划线也可用分段法进行,其精度也很高。
(× )5.有些畸形大型工件因考虑到加工划线的困难,故在毛坯上设计一些工艺孔或凸缘(工艺塔子),这样可以方便加工和划线。
( √ )6 .调整平衡后的旋转体,不允许有剩余的不平衡量存在。
( × )7 .转速越高的旋转体,规定的平衡精度应越高,即偏心速度越大。
( × )8.旋转体在理想状态下,旋转时和不旋转时对轴承或轴产生的压力是一样的。
( √ )9.旋转体上不平衡量的分布是复杂的,也是无规律的,但它们最终产生的影响,总是属于静不平衡和动不平衡这两种。
( √ )10 .对孔径尺寸精度要求较高,以及孔壁表面粗糙度值要求较低的孔组称为精密孔系。
(× )11.对精密孔常用的加工工艺只有铰削和研磨两种。
(× )12.对工件上的孔选用何种加工方法,取决于工件的结构特点、技术要求、材质及生产批量等条件。
( √ )18 .磨床是精加工机床,故装配时,其轴承与轴颈的间隙越小越好。
(× )19 .液压系统有时会发生泄漏,泄漏会浪费油液,但不会降低油液的速度和压力。
(× )20.锡基轴承合金的力学性能和抗腐蚀性比铅基的轴承合金好,但价格较贵,故常用于重载、高速和温度低于 110O C 的重要场合。
( √ )21 .一些高速、重载的滑动轴承必须整个轴瓦都是巴氏合金,这样才能满足轴承要求。
浅析三坐标测量机测量同轴度的误差分析作者:高陈明来源:《科学与财富》2016年第22期摘要:用三坐标机测量同轴度误差是目前常用,且快速、准确的方法之一。
但在实际测量工作中,对长距离孔的同轴度测量,有时会出现测量结果误差大、不真实并且重复性测量差的现象,即测量结果并不能真实反映零件真实的同轴度误差。
因此,在使用三坐标测量同轴度时要考虑到各种影响因素,使用科学合理的测量方法才能使测量结果更准确。
关键词:三坐标测量;同轴度;方法;测量误差前言三坐标测量机是目前测量空间几何量大尺寸的精密测量仪器,广泛应用于各个领域,是现代机械产品质量控制与检测的重要测量设备。
三坐标测量机检测同轴度具有高效率和高精度的特点,然而,在实际测量中,测量方法是影响测量结果的重要因素之一。
如长距离孔的同轴度误差测量看似简单,但决不可掉以轻心,尤其大尺寸长距离零件多是贵重关键件,决不可因似是而非、不准确的测量而轻率发错结论导致重大质量事故。
在零件实际加工测量中,往往会遇见如机床主轴等大型零件及其他一些特殊内孔,这时就无法采用常规方法测量同轴度了。
在这种情况下,往往要借助三坐标测量机(CMM)来完成同轴度的测量任务。
但在借助CMM 测量同轴度时,也会出现测量误差较大、重复性较差的结果。
导致测量同轴度误差的主要影响因素有:基准轴线理解差异、测量同轴度方法不同、评价同轴度方法不同、CMM 采点误差影响等。
针对这些情况,就要借助三坐标测量机快速有效测量零件的同轴度误差。
1.三坐标测量箱体孔同轴度的影响因素根据同轴度的定义,可以明确同轴度公差带,并可知影响测量箱体孔同轴度误差的因素:①被测对象孔的中心线弯曲;②被测对象孔的中心线相对于基准孔轴线产生倾斜;③被测对象孔的轴线位置相对于基准轴线的位置发生偏移。
根据影响箱体孔同轴度误差的主要因素,用CMM 测量同轴度时,可以从 3 个方面考察其测量误差:(1)基准轴线的采集与建立;(2)被测元素轴线的采集与建立;(3)基准轴线与被测元素轴线之间位置关系的评价。
论箱体类零件的同轴度检测作者:徐阳来源:《科学与技术》2018年第10期摘要:在本文中,首先介绍了箱体类零件同轴度的在线检测方法,有拉母线、盘表两种方法。
随后介绍了箱体类零件同轴度的三坐标检测方法,分析了测量误差的来源,介绍了单侧评价法、双侧评价法和公共轴线法。
关键词:箱体类零件;拉母线;盘表;三坐标检测一、箱体类零件箱体类零件在机器中用于承载轴承和齿轮件,其孔系的同轴度至关重要,一旦超差,将使轴和轴承装配后产生歪斜,加剧轴承磨损,降低轴承的使用寿命。
因此,箱体类零件加工完毕后,必须及时检测其孔系的同轴度。
在生产实践中,同轴度检测主要分为在线检测和三坐标检测。
二、同轴度的在线检测箱体类零件在镗床上进行精镗加工。
所谓在线检测,是指箱体精镗结束后,不拆压板,直接在镗床主轴上安装百分表,利用百分表检测孔系的同轴度。
在線检测简单易行,精度较高,可以不占用三坐标检测仪的时间,普通产品的箱体零件优先选择在线检测。
在线检测本质上,是以箱体的基准平面作为基准,用百分表测量每个轴承孔的圆跳动,以此来评价同轴度。
在线检测时,需注意以下几个要点:●必须在拆除压板前进行。
一旦拆除压板,则箱体的基准平面将发生位移,同轴度检测将失去基准。
●必须使用工作台进给。
镗床的主轴和滑枕在伸缩时,会产生垂头,严重影响同轴度的检测精度。
所以检测时镗床的主轴和滑枕禁止伸缩,只能采用工作台的V轴进给,利用V轴导轨良好的直线度来保证检测精度。
●测量结束后,工作台V轴应返回初始位置,百分表示数应可以回零,以防测量过程中百分表发生位移。
●检测结果必须记录在专用的检查表中,并由操作工和检查员签字确认。
三、在线检测之拉母线法所谓母线,指一个孔的圆柱面内,与轴线平行的任意一根直线。
在线检测牵涉到的有上母线、下母线、左母线、右母线。
左母线、右母线又合称侧母线。
由于百分表跟随主轴旋转时会产生一定误差,所以箱体同轴度的在线检测优先选用拉母线法,而不是盘表法。
机械加工精度作为机械制造工程学课程的重要内容之一,在教学中一般按照工艺系统的几何误差、受力变形等分立的内容进行教学。
为提高学生综合运用所需知识分析解决具体问题的能力,我们开展了“专题驱动式”教学方法研究。
下面以箱体零件的孔系加工为专题,对其工艺方案与加工精度进行分析。
箱体类零件是机械传动装置中重要的基础件,箱体上若干有相互位置精度要求的孔构成箱体孔系,包括平行孔系、同轴孔系等。
孔系的加工方法与孔系的加工精度对保证传动装置的性能和质量具有重要影响。
一、平行孔系加工平行孔系的精度要求主要是各孔轴线之间及轴线与基准面之间的尺寸精度和轴线间的平行度等几何精度。
可以通过以下几种方法保证平行孔系精度要求。
1.找正法。
采用辅助装置来确定各个被加工孔的正确位置,如划线找正、心轴块规找正等。
2.镗模法。
镗模是引导镗刀杆在工件上镗孔用的机床夹具,利用镗模板上的孔系保证箱体孔系位置精度,镗杆与镗床主轴多采用浮动连接,以减小机床主轴的回转精度对加工精度的影响。
3.坐标法。
首先将被加工孔之间的孔距尺寸换算为两个相互垂直的坐标尺寸,然后精确地调整机床主轴与工件在水平和垂直方向的相对位置,以间接保证孔距精度。
为保证工作台和主轴的位移精度,必须在镗床上加上坐标测量装置。
二、同轴孔系加工在成批生产中,常采用镗模加工箱体同轴孔系以保证其轴线的同轴度。
在单件小批生产时,一般不采用镗模,常采用如下两种方法保证其轴线孔的同轴度。
1.利用已加工孔作支承导向。
在加工好的箱体前壁孔内装一个导向套,对镗杆起支承支撑和引导作用。
它适用于加工壁间距较小的箱体同轴孔。
2.利用镗床后立柱作支承导向。
镗床后立柱上的导向套作支承导向,可解决因镗杆悬臂过长而挠度大进而影响同轴度的问题。
这种方法需用较长的镗杆,而且调整后立柱导套比较麻烦、费时,通常适用于大型箱体的孔系加工。
三、孔系加工的精度分析(一)受力变形的影响1.镗杆受力变形的影响。
镗削过程中,随着镗杆的回转,径向力Fy 与切向力Fz 的合力Fyz 方向不断改变。
内径同轴度的测量方法
以下是几种常用的内径同轴度测量方法:
1.利用传统的测量仪器测量:这种方法通常使用卡尺或微米卡尺等工具来测量内径的直径,并将不同截面上的测量值进行比较,就可以得到同轴度的偏差。
2.利用同心测量仪测量:同心测量仪是一种专门用于测量圆形物体同轴度的设备。
它包括一个加工精细的测量夹具和一组旋转探头。
将被测件放置在测量夹具上,并旋转探头沿着内径的轴向移动,当测量到的值在预定范围内时即可确定同轴度的偏差。
3.利用激光干涉测量仪测量:激光干涉测量仪是一种非接触的高精度测量设备。
首先,将被测件固定在测量台上,然后将激光束投射到被测件的内径上,激光干涉测量仪会测量激光束的干涉图案并分析干涉条纹,从而确定同轴度的偏差。
4.利用光学投影仪测量:光学投影仪是一种广泛应用于工业测量领域的高精度测量仪器。
在测量内径同轴度时,将被测件放置在光学投影仪的工作台上,然后通过光学投影仪的成像系统观察被测件的内径,并将不同截面上的内径进行比较,就可以确定同轴度的偏差。
以上是几种常用的内径同轴度测量方法。
根据实际需求和测量精度的要求,可以选择合适的测量方法来进行测量。
在测量过程中,需要注意使用合适的测量工具,避免外力干扰,并保持被测件的表面清洁和平整,以获得准确的测量结果。
箱体的加工工艺(总9页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除箱体零件的加工工艺箱体零件的加工工艺 摘要:姓 名: 宋国萍 班 级: 机械071 班级学号: 49 指导教师: 李丽在箱体类零件各加工表面中,通常平面的加工精度比较容易保证,而精度要求较高的支承孔的加工精度以及孔与孔之间、孔与平面之间的互相位置精度则较难保证。
所以,再制定箱体类零件加工工艺过程的时,应将如何保证孔的精度为重点来考虑。
精度与表面粗糙度要求,目的是保证安装在孔内的轴承和轴的回转精度;平面的平面度和平直度,其目的在于保证装配后整机的接触面接触刚度和导向面的定位精度;孔系的位置精度是箱体类零件最主要的技术要求,其中包括孔与孔的位置精度箱体类零件加工表面的主要问题是平面和孔。
其技术要求主要体现在三个方面:孔的尺寸和孔与平面位置精度,箱体定位基准的选择。
AbstractIn the box-type parts of machined surface, usually the processing plane is easier to ensure accuracy, but the supporting high precision machining precision holes and holes with the holes between the hole and the mutual position between the plane more difficult to ensure the accuracy of . Therefore, re-enacted box parts machining process time should be how to ensure the accuracy of holes focus to consider.Accuracy and surface roughness requirements, the purpose is to ensure that the bearings installed in the hole and shaft of the rotary precision; plane flatness and straightness, the purpose isto ensure assembly of the contact surface after the machine-oriented surface of the contact stiffness and positioning accuracy; the location of the holes is a box-type parts precision of the most important technical requirements, including the location of hole and hole box parts machined surface accuracy of the main problems is the plane and holes. Its technical requirements is mainly reflected in three aspects: the hole size and hole position accuracy with the plane, the choice of the base box location.关键词:箱体。
《圆柱齿轮传动机构的装配》教学设计《机械装调技术与实训》是机械类专业的专业核心课程,其基本知识与技能是学生今后工作的基础,因此学生较为重视.。
同时在学习本课程之前,学生已有一定的机械制图知识和有关钳工的基本操作技能,对机械零件有一定的感性认识和专业理论基础.。
但本课题零部件部分涉及的内容较为繁杂、抽象,学生往往会觉得枯燥乏味,缺乏学习的兴趣.。
本文通过理实一体化的教学设计模式,老师做中教,学生做中学,把专业基础课与生产实践结合起来,突出应用性、实用性,做到学以致用,为专业实践课打好基础;通过情景化、职业化、体验化、项目化的学习过程,让学生体验职业情境,提升学生的职业能力和职业素养,为学生就业打好基础.。
关键词:传动机构;装配;圆柱齿轮;教学设计一、情景导入、吸引注意通过一个生产实际情景,引发学生兴趣,又以此情景来为本次任务做铺垫,由一个事件引到齿轮传动的装配与调试.。
某企业,一台车床在运行时,噪声较大,如果你是维修师傅,该如何去检查机床的故障以及产生故障的原因.。
二、任务驱动、探索新知任务1 将圆柱齿轮装配到轴上将装配齿轮的轴头部位圆柱表面、键槽、齿轮内孔以及键表面清理干净,涂上润滑油.。
在轴上滑移的齿轮,通常与轴的配合都是间隙配合,装配的精度主要决定于零件加工的精度.。
装配时注意轴端和齿轮孔口去除毛刺等即可.。
在轴上的定位齿轮,通常与轴有少量过盈的配合(多数为过渡配合),装配时需加一定外力.。
若配合的过盈量不大,可用紫铜棒施力均匀地敲击装入或压装;过盈量较大的,可用螺旋压入工具压装,压装时,要避免齿轮歪斜和产生变形.。
任务2 检查齿轮的安装精度对精度要求高的齿轮传动机构,在压装后需要检验其径向圆跳动和端面圆跳动误差可用百分表检验齿轮安装的径向和端面圆跳动误差.。
检查仪器附件盒的表格,根据被测齿轮不同的模数选择合理的球形测量头;将测头擦净并把它装在仪器的中心顶尖上,安装完成后齿轮不得轴向窜动,利用升降螺母和抬起手柄調整指示表,让指示表有一到两圈的压缩量;按照顺序逐个测量各个齿面,并记下指示表的读数;对测量结果进行处理并判断安装是否合格.。