PCB制造流程金手指及工艺说明
- 格式:doc
- 大小:83.35 KB
- 文档页数:21

PCB制造各工艺流程详解1.电路设计电路设计是PCB制造的第一步,主要包括电路原理图设计和PCB版图设计。
初步确定电路的整体结构和连接方式,并将其转化为电路原理图。
然后,根据原理图设计PCB版图,确定各个元件的位置、布局、连接线路等。
2.元件采购与预处理在制造之前,需要采购元件并进行预处理。
元件的选择应根据电路设计的要求和元件的性能特点进行,可以通过下单、议价等方式采购。
预处理包括清洗、修整等,确保元件的质量和可用性。
3.PCB制版PCB制版是将PCB电路设计转化为实体的过程。
首先,将设计好的PCB版图按照比例放大到实际大小,并在光板上通过紫外线曝光将图形转移到光敏胶上。
然后,通过化学反应,将光敏胶上的图形转移到铜层上。
最后,通过蚀刻和清洗等步骤去除不需要的铜层,形成电路板的导电部分。
4.元件贴装元件贴装是将预处理过的元件按照设计好的位置进行安装的过程。
首先将PCB放置在贴装机上,然后自动或手动将元件精确定位到指定的位置。
贴装完成后,通过焊接技术将元件固定在PCB上。
5.焊接焊接是将元件与PCB电路板连接的过程,常用的焊接方法有插针焊接、表面焊接和波峰焊接等。
插针焊接是将元件引脚插入PCB的插孔中,并通过加热使焊点形成连接。
表面焊接是将元件的焊脚与PCB表面的焊盘直接连接,通过加热和焊料实现焊接。
波峰焊接是将PCB放置在流动的焊料波中,通过焊料的表面张力使焊点形成连接。
6.表面处理表面处理是对PCB表面进行处理,以增加PCB的耐腐蚀性和导电性。
常用的表面处理方法有镀金、镀锡和喷涂等。
镀金是在PCB表面覆盖一层金属,提高导电性。
镀锡是在PCB表面覆盖一层锡,增加耐腐蚀性。
喷涂是在PCB表面喷涂一层保护层,防止腐蚀和污染。
7.调试与测试8.包装与出货最后,将经过调试和测试的PCB进行包装和出货。
包装可根据客户要求进行,常用的包装方式有盒装、袋装和盘装等。
出货时要确保包装的完好性,以防止在运输过程中受到损坏。
pcb板制造工艺流程及控制方法PCB板,也就是印刷电路板,它的制造可有趣啦。
一、工艺流程。
1. 设计。
这就像是给PCB板画蓝图呢。
工程师们用专门的软件,把线路、元件的位置啥的都规划好。
要考虑好多东西哦,像电流怎么走最合理,元件之间怎么连接不会打架。
这个阶段要是出点小差错,后面可就麻烦咯。
比如说,要是线路设计得太挤,那生产的时候可能就会短路啦。
2. 开料。
把大的覆铜板按照设计的尺寸切成小块。
这就好比裁布料一样,得裁得准准的。
要是尺寸不对,后面的工序就像穿错尺码的衣服,怎么都不合适。
3. 内层线路制作。
这一步是在板子里做出线路来。
要通过光刻、蚀刻这些技术。
光刻就像用光照出线路的形状,蚀刻呢,就把不需要的铜给去掉,留下我们想要的线路。
这个过程就像雕刻家在雕刻作品,得小心翼翼的,一不小心刻坏了,这块板子可能就废啦。
4. 层压。
如果是多层板的话,就要把做好内层线路的板子叠起来,然后用高温高压让它们粘在一起。
这就像做三明治一样,要把每层都放好,压得紧紧的,不然中间可能会有空隙,那可就不好使喽。
5. 外层线路制作。
和内层线路制作有点像,不过这是在板子的最外面做线路。
这时候要更注意美观和准确性啦,毕竟这是大家能直接看到的部分。
6. 阻焊和字符印刷。
阻焊就像是给线路穿上防护服,防止它们在焊接的时候短路。
字符印刷呢,就是印上一些标识,像元件的编号之类的,这样我们在组装的时候就能轻松找到对应的元件啦。
7. 表面处理。
这是为了让PCB板在焊接元件的时候更容易,像镀锡、镀金之类的。
就像给板子的表面做个美容,让它更好地和元件结合。
8. 成型。
把板子按照设计的形状切割出来。
这是最后的一步啦,就像给PCB板做个最后的造型。
二、控制方法。
1. 质量控制。
在每个工序之后都要检查,就像我们做完一件事要检查有没有漏洞一样。
比如在线路制作之后,要用检测仪器看看线路有没有断开或者短路的地方。
要是发现问题,要及时调整或者把有问题的板子挑出来,可不能让它混到好板子里面去。
PCB的金手指设计与加工制作是怎样的PCB(Printed Circuit Board)是电子产品中使用最广泛的一种电路板,其中的“金手指”是指连接电路板与其他组件或设备的接口连接部分。
在PCB设计和加工制作过程中,金手指的设计与加工制作非常重要。
下面将详细介绍PCB金手指设计与加工制作的流程和要点。
一、PCB金手指设计1.确定金手指的类型:根据实际需求,确定金手指的类型。
常见的金手指类型包括硬金手指、软金手指和继电器金手指等。
2.确定金手指的数量和排列方式:根据电路板的需求,确定金手指的数量和排列方式,一般情况下,金手指的数量和排列方式会根据电路板连接的设备或组件的数量和接口类型来确定。
3.设计金手指的形状和尺寸:根据电路板的需求和实际情况,设计金手指的形状和尺寸。
通常,金手指的形状可以是直角、圆角、斜角或其他特殊形状。
尺寸方面,要考虑金手指的宽度、长度和间距等因素。
4.确定金手指的材料:根据实际需求和成本控制,确定金手指的材料。
常见的金手指材料有金属(如金、镀金等)和合金(如镍、镍铬合金等)等。
5.添加金手指的焊盘和限位孔:设计金手指的焊盘和限位孔,确保金手指能够正确地连接到电路板上,并且与其他组件或设备的接口正确对齐。
6.确定金手指的排布位置:确保金手指的排布位置合理、有效,并且能够满足电路板整体布局的需求。
7.进行金手指形状的阻焊掩膜设计:为金手指设计阻焊掩膜,以防止电路板其他区域的焊接热量对金手指造成损害。
8.进行金手指的走线规划:对PCB布线进行合理规划,保证连接金手指的走线畅通无阻,没有任何干扰,以提高连接质量和可靠性。
二、PCB金手指加工制作1.材料准备:根据设计要求和需求,准备金手指所需的材料,包括金、合金、电镀液等。
2.清洁处理:在加工之前,对金手指所在的电路板进行清洁处理,确保其表面干净并且不受任何污染。
3.蚀刻处理:使用蚀刻机将金手指所在的电路板进行蚀刻处理,将不需要的金属材料蚀刻掉,使金手指形成。
PCB(印刷电路板)制造过程和工艺详解pcb(印刷电路板)的原料是玻璃纤维,这种材料我们在日常生活中出处可见,比如防火布、防火毡的核心就是玻璃纤维,玻璃纤维很容易和树脂相结合,我们把结构紧密、强度高的玻纤布浸入树脂中,硬化就得到了隔热绝缘、不易弯曲的pcb基板了--如果把pcb板折断,边缘是发白分层,足以证明材质为树脂玻纤。
光是绝缘板我们不可能传递电信号,于是需要在表面覆铜。
所以我们把pcb板也称之为覆铜基板。
在工厂里,常见覆铜基板的代号是fr-4,这个在各家板卡厂商里面一般没有区别,所以我们可以认为大家都处于同一起跑线上,当然,如果是高频板卡,最好用成本较高的覆铜箔聚四氟乙烯玻璃布层压板。
覆铜工艺很简单,一般可以用压延与电解的办法制造,所谓压延就是将高纯度(>99.98%)的铜用碾压法贴在pcb基板上--因为环氧树脂与铜箔有极好的粘合性,铜箔的附着强度和工作温度较高,可以在260℃的熔锡中浸焊而无起泡。
这个过程颇像擀饺子皮,最薄可以小于1mil(工业单位:密耳,即千分之一英寸,相当于0.0254mm)。
如果饺子皮这么薄的话,下锅肯定漏馅!所谓电解铜这个在初中化学已经学过,cuso4电解液能不断制造一层层的"铜箔",这样容易控制厚度,时间越长铜箔越厚!通常厂里对铜箔的厚度有很严格的要求,一般在0.3mil和3mil之间,有专用的铜箔厚度测试仪检验其品质。
像古老的收音机和业余爱好者用的pcb上覆铜特别厚,比起电脑板卡工厂里品质差了很远。
控制铜箔的薄度主要是基于两个理由:一个是均匀的铜箔可以有非常均匀的电阻温度系数,介电常数低,这样能让信号传输损失更小,这和电容要求不同,电容要求介电常数高,这样才能在有限体积下容纳更高的容量,电阻为什么比电容个头要小,归根结底是介电常数高啊!其次,薄铜箔通过大电流情况下温升较小,这对于散热和元件寿命都是有很大好处的,数字集成电路中铜线宽度最好小于0.3cm也是这个道理。
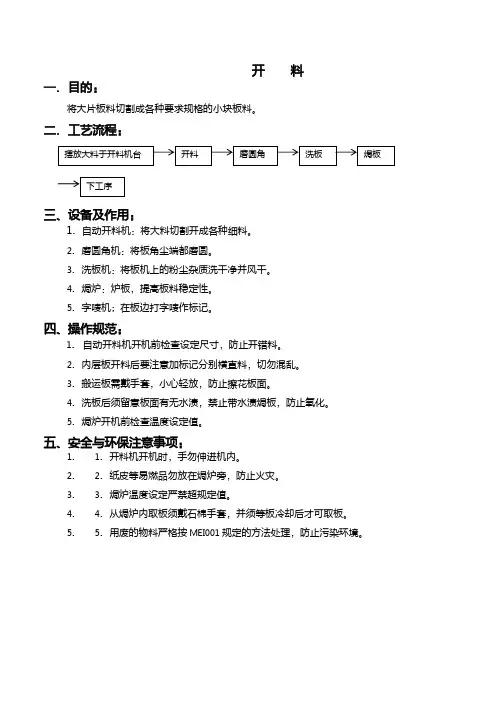
开 料一.目的:将大片板料切割成各种要求规格的小块板料。
二.工艺流程:三、设备及作用:1.自动开料机:将大料切割开成各种细料。
2.磨圆角机:将板角尘端都磨圆。
3.洗板机:将板机上的粉尘杂质洗干净并风干。
4.焗炉:炉板,提高板料稳定性。
5.字唛机;在板边打字唛作标记。
四、操作规范:1.自动开料机开机前检查设定尺寸,防止开错料。
2.内层板开料后要注意加标记分别横直料,切勿混乱。
3.搬运板需戴手套,小心轻放,防止擦花板面。
4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。
5.焗炉开机前检查温度设定值。
五、安全与环保注意事项:1.1.开料机开机时,手勿伸进机内。
2.2.纸皮等易燃品勿放在焗炉旁,防止火灾。
3.3.焗炉温度设定严禁超规定值。
4.4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。
5.5.用废的物料严格按MEI001规定的方法处理,防止污染环境。
内层干菲林一、一、原理在板面铜箔上贴上一层感光材料(感光油或干膜),然后通过黑菲林进行对位曝光,显影后形成线路图形。
二、二、工艺流程图:三、化学清洗1. 1.设备:化学清洗机2. 2.作用:a. 除去Cu表面的氧化物、垃圾等;b. 粗化Cu表面,增强Cu表面与感光油或干膜之间的结合力。
3. 3.流程图:4. 4. 检测洗板效果的方法:a. a. 水膜试验,要求≥30s5. 5. 影响洗板效板的因素:除油速度、除油剂浓度、微蚀温度、总酸度、Cu2+浓度、压力、速度6. 6. 易产生的缺陷:开路(清洗效果不好导致甩菲林),短路(清洁不净产生垃圾)。
四、辘干膜1. 1. 设备:手动辘膜机2. 2. 作用:在铜板表面上贴上一层感光材料(干膜);3. 3. 影响贴膜效果的主要因素:温度、压力、速度;4. 4. 贴膜易产生的缺陷:内短(菲林碎导致Cu 点)、内开(甩菲林导致少Cu);五、辘感光油1. 1. 设备:辘感光油机、自动粘尘机;2. 2. 作用:在已清洗好的铜面上辘上一层感光材料(感光油);3. 3. 流程:4. 4. 影响因素:感光油粘度、速度;焗板温度、速度。
PCB板生产工艺和制作流程详解1. 设计:PCB板的设计是整个制作流程的第一步。
设计师根据电路原理图进行PCB板的布线设计,确定电子元件的安装位置和连接方式。
2. 确定材料:根据设计要求,确定PCB板的基板材料。
常用的基板材料有FR-4玻璃纤维胶片、铝基板、陶瓷基板等。
3. 印制电路:在基板上通过化学腐蚀或机械加工的方法,将设计好的电路图案印制到基板表面。
这一步通常使用光刻技术,将电路图案转移到光刻胶上,然后在化学溶液中去除未曝光的部分。
4. 镀金属化:PCB板上的电路图案通常需要镀上一层金属,以增加导电性。
通常使用的金属化方法包括电镀、喷镀等。
5. 安装元件:在PCB板上进行元件的安装,通常采用表面贴装技术(SMT)或插件式焊接技术。
6. 焊接:通过波峰焊接、回流焊接或手工焊接等方法,将元件与PCB板焊接在一起。
7. 清洗和检验:清洗焊接后的PCB板,去除残留的焊膏和污垢。
然后进行电测试和可视检查,确保PCB板的质量。
8. 包装:对已经检验合格的PCB板进行包装,便于运输和存储。
PCB板的生产工艺和制作流程是复杂而精细的,每一个步骤都需要高度的专业知识和技术。
随着电子技术的发展,PCB板的制作工艺也在不断地更新和完善,以适应更多样化的电子产品需求。
PCB板(Printed Circuit Board)是一种用于支撑和连接电子元件的导电板。
PCB板是现代电子设备中必不可少的部分,它们被广泛应用于手机、计算机、汽车电子、医疗设备等各个领域。
生产PCB板的工艺和制作流程包括以下几个步骤:1. 设计:PCB板的设计是整个制作流程的第一步。
设计师根据电路原理图进行PCB板的布线设计,确定电子元件的安装位置和连接方式。
设计师需要考虑电路的复杂度、电路板的尺寸以及元件的布局等因素,以确保电路的性能和可靠性。
2. 确定材料:根据设计要求,确定PCB板的基板材料。
常用的基板材料有FR-4玻璃纤维胶片、铝基板、陶瓷基板等。
PCB生产工艺流程一.目旳:将大片板料切割成多种规定规格旳小块板料。
二.工艺流程:三、设备及作用:1.自动开料机:将大料切割开成多种细料。
2.磨圆角机:将板角尘端都磨圆。
3.洗板机:将板机上旳粉尘杂质洗干净并风干。
4.焗炉:炉板,提高板料稳定性。
5.字唛机;在板边打字唛作标记。
四、操作规范:1.自动开料机开机前检查设定尺寸,避免开错料。
2.内层板开料后要注意加标记分别横直料,切勿混乱。
3.搬运板需戴手套,小心轻放,避免擦花板面。
4.洗板后须留意板面有无水渍,严禁带水渍焗板,避免氧化。
5.焗炉开机前检查温度设定值。
五、安全与环保注意事项:1. 1.开料机开机时,手勿伸进机内。
2. 2.纸皮等易燃品勿放在焗炉旁,避免火灾。
3. 3.焗炉温度设定严禁超规定值。
4. 4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。
5. 5.用废旳物料严格按MEI001规定旳措施解决,避免污染环境。
七、切板1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪;2. 作用:层压板外形加工,初步成形;3. 流程:拆板→ 点点画线→ 切大板→ 铣铜皮→ 打孔→ 锣边成形→ 磨边→打字唛→测板厚4. 注意事项:a. a. 切大板切斜边;b. b. 铣铜皮进单元;c. c. CCD打歪孔;d. d. 板面刮花。
入、环保注意事项:1、 1、生产中产生旳多种废边料如P片、铜箔由生产部收集回仓;2、 2、内层成形旳锣板粉、PL机旳钻屑、废边框等由生产部收回仓变卖;3、 3、其他多种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。
废手套、废口罩等由生产部回仓。
4、 4、磨钢板拉所产生旳废水不能直接排放,要通过废水排放管道排至废水部经其无害解决后方可排出。
钻孔一、一、目旳:在线路板上钻通孔或盲孔,以建立层与层之间旳通道。
二、二、工艺流程:1.双面板:2三、设备与用途1.钻机:用于线路板钻孔。
2.钉板机:将一块或一块以上旳双面板用管位钉固定或一叠,以以便钻板时定位。
portant;">portant;">portant;">板上有金手指时,需要做好金手指的细节处理。
portant;">PCB 中金手指细节处理:portant;">1) 对于经常需要插拔的PCB板,为了增加金手指的耐磨性,金手指通常需要电镀硬金。
portant;">2) 金手指需要倒角,通常是45°,其他角度如20°、30°等。
如果设计中没有倒角,则有问题;如下图,箭头所示为45°倒角:portant;">portant;">portant;">3) 金手指需要做整块阻焊开窗处理,PIN 不需要开钢网;portant;">4) 沉锡、沉银焊盘需要距离手指顶端最小距离14mil;建议设计时焊盘距离手指位1mm 以上,包括过孔焊盘;portant;">5) 金手指的表层不要铺铜;portant;">下图为一金手指的设计,可供参考:portant;">6) 金手指内层所有层面需要做削铜处理,通常削铜宽度大3 mm;可以做半手指削铜和整个手指削铜。
在PCIE设计中,也有指明金手指区域的铜要全部削掉;portant;">金手指的阻抗会比较低,削铜(手指下挖空)可以减小金手指和阻抗线之间的阻抗差值,同时对ESD 也有好处;portant;">建议:金手指焊盘下全削铜。
portant;">四、捷多邦PCB金手指加工的注意事项portant;">1. 可斜边处理的板厚1.2-2.4m的板厚均可斜边处理。
不在此板厚范围无法斜边处理。
portant;">2. 斜边深度及角度,一般默认为20-45度之间。
PCB流程介绍范文PCB(Printed Circuit Board,印刷电路板)是一种用于电子设备的重要组件,它连接了电子元件,传递电子信号和电力。
PCB制造过程非常复杂,需要经历多个步骤和工艺。
下面是PCB制造过程的详细介绍。
1.原料准备PCB制造的第一步是准备原材料。
最常用的原料是玻璃纤维布和树脂,用于制作板材。
各种电子元器件如电阻、电容、二极管等也需要准备好。
2.设计布局在制作PCB之前,需要使用专业的CAD软件进行电路设计和布局规划。
设计师根据电路功能和性能要求,决定元器件的位置和布线路径。
设计工程师还需要考虑电路板的层级结构、大小和规格等。
3.制作原件电子元件的制作通常需要通过特殊的工艺来实现。
例如,芯片需要经过摸版制程来加工,以产生电路图案。
其他元件如电感、电容等则需要使用特殊的模具来加工。
4.PCB制造制作PCB的关键步骤是印制电路板。
首先,在玻璃纤维布上涂覆一层导电材料,通常是铜。
然后,使用光刻技术和蚀刻技术,将不需要的铜层去除,留下所需的电路图案。
这个过程可重复多次,以便制作多层PCB。
5.烧结和表面处理在PCB制造完成后,还需要进行烧结和表面处理。
烧结是将多层PCB加热和压制在一起的过程,以确保各层之间的良好导电性。
表面处理则用于保护PCB免受氧化和腐蚀,同时也为后续元器件的焊接提供良好的接触。
6.封装和组装PCB完成后,需要封装电子元件。
这涉及到将电子元件焊接到PCB上,以确保它们能够正常工作。
焊接可以使用手工方法或自动化机器进行。
封装完毕后,使用特殊的测试设备对PCB进行测试和检验。
7.最终测试和调试在PCB制造完成后,需要进行最终的测试和调试。
这是为了确保PCB符合设计要求,并且能够正常工作。
测试通常包括电气测试、可靠性测试和功能测试等。
8.产品交付经过测试和调试确认没有问题后,PCB可以交付给客户使用。
客户可以将PCB用于各种电子设备,如电脑、手机、家用电器等。
在交付之前,还需要对PCB进行包装和运输。
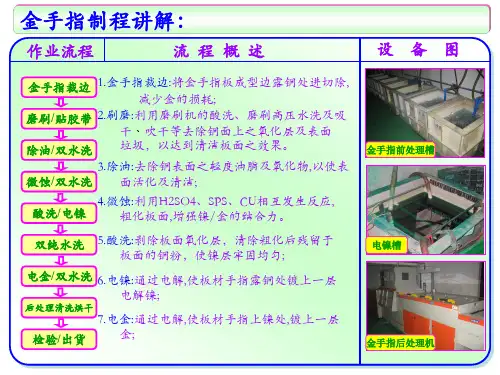
十三金手指,噴錫( Gold Finger & HAL )13.1製程目的A.金手指(Gold Finger,或稱Edge Connector)設計的目的,在於藉由connector連接器的插接作為板對外連絡的出口,因此須要金手指製程.之所以選擇金是因為它優越的導電度及抗氧化性.但因為金的成本極高所以只應用於金手指,局部鍍或化學金,如bonding pad等.圖13.1是金手指差入連接器中的示意圖.圖13.1B. 噴錫的目的,在保護銅表面並提供後續裝配製程的良好焊接基地.13.2製造流程金手指→噴錫13.2.1 金手指A. 步驟:貼膠→割膠→自動鍍鎳金→撕膠→水洗吹乾B. 作業及注意事項a. 貼膠,割膠的目的,是讓板子僅露出欲鍍金手指之部份線路,其它則以膠帶貼住防鍍.此步驟是最耗人力的,不熟練的作業員還可能割傷板材.現有自動貼,割膠機上市,但仍不成熟.須注意殘膠的問題.b. 鍍鎳在此是作為金層與銅層之間的屏障,防止銅migration.為提高生產速率及節省金用量,現在幾乎都用輸送帶式直立進行之自動鍍鎳金設備,鎳液則是鎳含量甚高而鍍層應力極低的氨基磺酸鎳(Nickel Sulfamate Ni(NH2SO3)2 )c. 鍍金無固定的基本配方,除金鹽(Potassium Gold Cyanide 金氰化鉀,簡稱PGC ) 以外,其餘各種成份都是專密的,目前不管酸性中性甚至鹼性鍍金所用的純金都是來自純度很高的金鹽為純白色的結晶,不含結晶水,依結晶條件不同有大結晶及細小的結晶,前者在高濃度的PGC 水溶液中緩慢而穩定自然形成的,後者是快速冷卻並攪拌而得到的結晶,市場上多為後者.d. 酸性鍍金(PH 3.5~5.0)是使用非溶解性陽極,最廣用的是鈦網上附著有白金,或鉭網(Tantalam) 上附著白金層,後者較貴壽命也較長。
e. 自動前進溝槽式的自動鍍金是把陽極放在構槽的兩旁,由輸送帶推動板子行進於槽中央,其電流的接通是由黃銅電刷(在槽上方輸送帶兩側)接觸板子上方突出槽外的線路所導入,只要板子進鍍槽就立即接通電流,各鍍槽與水洗槽間皆有緩衝室並用橡膠軟墊隔絕以降低drag in/out,故減少鈍化的發生,降低脫皮的可能。
PCB制造流程及说明(外观检查,防焊,金手指喷锡,表面处理等)更新日期: 2007-6-11 15:32:03 作者: 来源:464411.1前言一般pcb制作会在两个步骤完成后做全检的作业:一是线路完成(内层与外层)后二是成品,本章针对线路完成后的检查来介绍.11.2检查方式11.2.1电测11.2.2目检以放大镜附圆形灯管来检视线路品质以及对位准确度,若是外层尚须检视孔及镀层品质,通常会在备有10倍目镜做进一步确认,这是很传统的作业模式,所以人力的须求相当大.但目前高密度设计的板子几乎无法在用肉眼检查,所以下面所介绍的AOI 会被大量的使用.11.2.3 AOI-Automated optical Inspection 自动光学检验因线路密度逐渐的提高,要求规格也愈趋严苛,因此目视加上放大灯镜已不足以过滤所有的缺点,因而有AOI的应用。
11.2.3.1应用范围A. 板子型态-信号层,电源层,钻孔后(即内外层皆可).-底片,干膜,铜层.(工作片, 干膜显像后,线路完成后)B. 目前AOI的应用大部分还集中在内层线路完成后的检测,但更大的一个取代人力的制程是绿漆后已作焊垫表面加工(surface finish) 的板子.尤其如BGA,板尺寸小,线又细,数量大,单人力的须求就非常惊人.可是应用于这领域者仍有待技术上的突破.11.2.3.2 原理一般业界所使用的"自动光学检验CCD及Laser两种;前者主要是利用卤素灯通光线,针对板面未黑化的铜面,利用其反光效果,进行断、短路或碟陷的判读。
应用于黑化前的内层或线漆前的外层。
后者Laser AOI主要是针对板面的基材部份,利用对基材(成铜面)反射后产荧光(Fluorescences)在强弱上的不同,而加以判读。
早期的Laser AOI对"双功能"所产生的荧光不很强,常需加入少许"荧光剂"以增强其效果,减少错误警讯当基板薄于6mil时,雷射光常会穿透板材到达板子对另一面的铜线带来误判。
)表面处理等金手指喷锡,外观检查,防焊,PCB制造流程及说明( 更新日期:2007-6-11 15:32:03 作者: 来源: 4644前言11.1一般pcb制作会在两个步骤完成后做全检的作业:一是线路完成(内层与外层)后二是成品,本章针对线路完成后的检查来介绍.11.2检查方式11.2.1电测11.2.2目检以放大镜附圆形灯管来检视线路品质以及对位准确度,若是外层尚须检视孔及镀层品质,通常会在备有10倍目镜做进一步确认,这是很传统的作业模式,所以人力的须求相当大.但目前高密度设计的板子几乎无法在用肉眼检查,所以下面所介绍的AOI 会被大量的使用.11.2.3 AOI-Automated optical Inspection 自动光学检验因线路密度逐渐的提高,要求规格也愈趋严苛,因此目视加上放大灯镜已不足以过滤所有的缺点,因而有AOI的应用。
11.2.3.1应用范围A. 板子型态-信号层,电源层,钻孔后(即内外层皆可).) 线路完成后,干膜显像后, 工作片(-底片,干膜,铜层.B. 目前AOI的应用大部分还集中在内层线路完成后的检测,但更大的一个取代人力的制程是绿漆后已作焊垫表面加工(surface finish) 的板子.尤其如BGA,板尺寸小,线又细,数量大,单人力的须求就非常惊人.可是应用于这领域者仍有待技术上的突破.11.2.3.2 原理一般业界所使用的自动光学检验CCD及Laser两种;前者主要是利用卤素灯通光线,针对板面未黑化的铜面,利用其反光效果,进行断、短路或碟陷的判读。
应用于黑化前的内层或线漆前的外层。
后者Laser AOI主要是针对板面的基材部份,利用对基材(成铜面)反射后产荧光(Fluorescences)在强弱上的不同,而加以判读。
早期的Laser AOI对双功能所产生的荧光不很强,常需加入少许荧光剂以增强其效果,减少错误警讯当基板薄于6mil时,雷射光常会穿透板材到达板子对另一面的铜线带来误判。
四功能基材,则本身带有淡黄色已具增强荧光的效果。
Laser自动光学检验技术的发展较成熟,是近年来AOI灯源的主力.现在更先进的激光技术之AOI,利用激光荧光,光面金属反射光,以及穿入孔中激光光之信号侦测,使得线路侦测的能力提高许多,其原理可由图11.1 , 图11.2简单阐释。
11.2.3.3侦测项目各厂牌的capability,由其data sheet可得.一般侦测项目如下ListA. 信号层线路缺点,B. 电源与接地层,C. 孔, . SMT,AOI是一种非常先进的替代人工的检验设备,它应用了激光,光学,智能判断软件等技术,理论来完成其动作.在这里我们应注意的是其未来的发展能否完全取代PCB各阶段所有的目视检查.十二防焊12.1 制程目的A. 防焊:留出板上待焊的通孔及其pad,将所有线路及铜面都覆盖住,防止波焊时造成的短路,并节省焊锡之用量。
B. 护板:防止湿气及各种电解质的侵害使线路氧化而危害电气性质,并防止外来的机械伤害以维持板面良好的绝缘,C. 绝缘:由于板子愈来愈薄,线宽距愈来愈细,故导体间的绝缘问题日形突显,也增加防焊漆绝缘性质的重要性.制作流程12.2.防焊漆,俗称绿漆,(Solder mask or Solder Resist),为便于肉眼检查,故于主漆中多加入对眼睛有帮助的绿色颜料,其实防焊漆了绿色之外尚有黄色、白色、黑色等颜色.防焊的种类有传统环氧树脂IR烘烤型,UV硬化型, 液态感光型(LPISM-Liquid Photo ImagableSolder Mask)等型油墨, 以及干膜防焊型(Dry Film, Solder Mask),其中液态感光型为目前制程大宗.所以本单元只介绍液态感光作业 .其步骤如下所叙:铜面处理→印墨→预烤→曝光→显影→后烤上述为网印式作业,其它coating方式如Curtain coating ,Spray coating等有其不错的发展潜力,后面也有介绍.12.2.0液态感光油墨简介:A. 缘起:液态感光油墨有三种名称:-液态感光油墨(Liquid Photoimagable Resist Ink)-液态光阻油墨(Liquid Photo Resist Ink)-湿膜(Wet Film以别于Dry Film) 其别于传统油墨的地方,在于电子产品的轻薄短小所带来的尺寸精度需求,传统网版技术无法突破。
网版能力一般水准线宽可达7-8mil间距可达10-l5mil,而现今追求的目标则Five & Five,干膜制程则因密接不良而可能有焊接问题,此为液态绿漆发展之原因。
B. 液态油墨分类a.依电路板制程分类:-液态感光线路油墨(Liquid Photoimagable Etching & Plating Resist Ink)-液态感光防焊油墨(Liquid Photoimagable Solder Resist Ink)b.依涂布方式分类:-浸涂型(Dip Coating)-滚涂型(Roller Coating)-帘涂型(Curtain Coating)-静电喷涂型(Electrostatic Spraying)(Electrodeposition) -电着型-印刷型(Screen Printing)C.液态感光油墨基本原理a. 要求-感光度解像度高-Photosensitivity & Resolution-感旋光性树脂-密着性平坦性好-Adhesion & Leveling-耐酸碱蚀刻-Acid & Alkalin Resistance-安定性-Stability-操作条件宽-Wide Operating Condition-去墨性-Ink Removingb. 主成分及功能-感光树脂-感光-反应性单体-稀释及反应-感光剂-启动感光-填料-提供印刷及操作性-溶剂-调整流动性c. 液态感光绿漆化学组成及功能-合成树脂(压克力脂)-UV及热硬化)感光剂(-光启始剂-启动UV硬化-填充料(填充粉及摇变粉)-印刷性及尺寸安定性-色料(绿粉)-颜色-消泡平坦剂(界面活性剂)-消泡平坦-溶济(脂类)-流动性利用感旋光性树脂加硬化性树脂,产生互穿式聚合物网状结构(lnter-penetrating Net-Work),以达到绿漆的强度。
显影则是利用树脂中含有酸根键,可以Na2CO3溶液显像,在后烘烤后由于此键已被融入树脂中,因此无法再被洗掉.12.2.1. 铜面处理请参读四内层制作12.2.2. 印墨A 印刷型(Screen Printing)a. 档墨点印刷网板上仅做孔及孔环的档点阻墨,防止油墨流入孔内此法须注意档点积墨,问题b. 空网印不做档墨点直接空网印但板子或印刷机台面可小幅移动使不因积墨流入孔内c. 有些要求孔塞墨者一般在曝光显像后针对那些孔在印一次的方式居多d. 使用网目在80~120刮刀硬度60~70B. 帘涂型(Curtain Coating)1978 Ciba-Geigy首先介绍此制程商品名为Probimer52, Mass of Germany则首度展示Curtain Coating设备,作业图a. 制程特点较网印油墨低Viscosity 12.Solid Content较少3.Coating厚度由Conveyor的速度来决定4.可混合不同尺寸及不同厚度要求的板子一起生产但一次仅能单面coatingb. 效益1. 作业员不必熟练印刷技术2. 高产能3. 较平滑4. VOC较少5. Coating厚度控制范围大且均匀6. 维护容易C. Spray coating 可分三种a. 静电sprayb. 无air sprayc. 有air spray其设备有水平与垂直方式,此法的好处是对板面不平整十时其cover性非常好. 另外还有roller coating方式可进行很薄的coating.12.2.3. 预烤A. 主要目的赶走油墨内的溶剂,使油墨部分硬化,不致在进行曝光时黏底片.B. 温度与时间的设定,须参照供货商的data shee.t双面印与单面印的预烤条件是不一样.(所谓双面印,是指双面印好同时预烤)C. 烤箱的选择须注意通风及过滤系统以防异物四沾.D. 温时的设定,必须有警报器,时间一到必须马上拿出,否则overcuring会造成显像不尽.E. Conveyor式的烤箱,其产能及品质都较佳,唯空间及成本须考量.12.2.4. 曝光A. 曝光机的选择: IR光源,7~10KW之能量,须有冷却系统维持台面温度25~30°C.B. 能量管理:以Step tablet结果设定能量.C. 抽真空至牛顿环不会移动D. 手动曝光机一般以pin对位,自动曝光机则以CCD对位,以现在高密度的板子设计,若没有自动对位势必无法达品质要求.12.2.5. 显像A. 显像条件药液1~2% Na2CO3 温度30±2°C 喷压2.5~3Kg/cm2B. 显像时间因和厚度有关,通常在50~60sec,Break-point约在50~70%.12.2.6. 后烤A. 通常在显像后墨硬度不足,会先进行UV硬化,增加其硬度以免做检修时刮伤.B. 后烤的目的主要让油墨之环氧树脂彻底硬化,文字印刷条件一般为150°C,30min.12.3文字印刷目前业界有的将文字印刷放在喷锡后,也有放在喷锡前,不管何种程序要注意以下几点:A. 文字不可沾PadB. 文字油墨的选择要和S/M油墨Compatible.C. 文字要清析可辨识.12.4. 品质要求根据IPC 840C对S/M要求分了三个等级::用在消费性电子产品上如电视、玩具,单面板之直接蚀刻而无需电镀之板类,只要有漆覆盖1Class即可。
Class 2:为一般工业电子线路板用,如计算机、通讯设备、商用机器及仪器类,厚度要0.5mil以上。
Class 3:为高信赖度长时间连续操作之设备,或军用及太空电子设备之用途,其厚度至少要1mil 以上。
实务上,表一般绿漆油墨测试性质项目可供参考绿漆制程至此介绍完毕,接下来的制程是表面焊垫的各种处理方式.十三金手指,喷锡( Gold Finger & HAL )13.1制程目的A.金手指(Gold Finger,或称Edge Connector)设计的目的,在于藉由connector连接器的插接作为板对外连络的出口,因此须要金手指制程.之所以选择金是因为它优越的导电度及抗氧化性.但因为金的成本极高所以只应用于金手指,局部镀或化学金,如bonding pad等.图13.1是金手指差入连接器中的示意图.B. 喷锡的目的,在保护铜表面并提供后续装配制程的良好焊接基地.13.2制造流程金手指→喷锡13.2.1 金手指A. 步骤:贴胶→割胶→自动镀镍金→撕胶→水洗吹干B. 作业及注意事项a. 贴胶,割胶的目的,是让板子仅露出欲镀金手指之部份线路,其它则以胶带贴住防镀.此步骤是最耗人力的,不熟练的作业员还可能割伤板材.现有自动贴,割胶机上市,但仍不成熟.须注意残胶的问题.b. 镀镍在此是作为金层与铜层之间的屏障,防止铜migration.为提高生产速率及节省金用量,现在几乎都用输送带式直立进行之自动镀镍金设备,镍液则是镍含量甚高而镀层应力极低的氨基磺酸镍(NickelSulfamate Ni(NH2SO3)2 )c. 镀金无固定的基本配方,除金盐(Potassium Gold Cyanide 金氰化钾,简称PGC ) 以外,其余各种成份都是专密的,目前不管酸性中性甚至碱性镀金所用的纯金都是来自纯度很高的金盐为纯白色的结晶,不含结晶水,依结晶条件不同有大结晶及细小的结晶,前者在高浓度的PGC 水溶液中缓慢而稳定自然形成的,后者是快速冷却并搅拌而得到的结晶,市场上多为后者.d. 酸性镀金(PH 3.5~5.0)是使用非溶解性阳极,最广用的是钛网上附着有白金,或钽网(Tantalam)上附着白金层,后者较贵寿命也较长。