第5章陶瓷金属化与封接
- 格式:pptx
- 大小:813.25 KB
- 文档页数:2
浅谈真空炉中陶瓷—金属封接工艺本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意!陶瓷—金属件的封接以往是在具有还原性气氛的氢炉中进行的,随着设备的更新和工艺流程的调整,陶瓷—金属封接要求在真空炉中进行。
为了确定合理的真空炉陶瓷—金属封接工艺,保证封接件的质量,我们对此项工作进行了全面的策划、试验和研究。
通过试验验证工艺中设定的各项工艺参数,并查看升温速率、一次保温、二次保温的温度和时间,降温的速率,充氮的温度等是否为最佳,工艺时间是否为最短,能否满足产品质量和公司扩产的需要。
1 陶瓷—金属封接的特点及质量要求特点陶瓷—金属封接是一种特殊的焊接,是使陶瓷制件与金属零件牢固连接的技术。
通常,这种连接还要求具有一定的密封性能。
这种封接与金属之间的钎焊相比,其特点在于能够使熔融的焊料润湿陶瓷金属化层表面,而且一般陶瓷的断裂强度比金属要低很多,导热性差,不能塑性变形。
所以,设计结构、封接工艺、陶瓷金属化的质量等因素是影响封接件质量的关键因素。
质量要求质量要求主要有:①机械强度。
通常以封接件的抗拉强度和抗折强度衡量。
②气密性。
对于气密性要求高的电真空器件封接件,常用氦质谱检漏仪检验,用封口的漏气率来衡量气密性的好坏。
③耐热性能,包括耐热冲击性能和耐热烘烤性能。
耐热冲击性能是指在固定的高、低温两个温度之间封接件反复加热、冷却所能承受的冲击次数;耐热烘烤性能是指在某一固定温度下(根据具体应用而定)封接件经受一段较长时间的烘烤的能力。
2 工艺试验方案采用检验合格的金属化瓷件,根据目前产品不同的封接结构和金属化瓷件外径尺寸将其分为A,B,C,D 四大类进行封接工艺试验:①A 类。
平封、一节瓷件的封接结构,瓷壳外径<110 mm。
②B 类。
平封加夹封瓷环、一节瓷件,瓷壳外径≥110 mm。
③C类。
平封、两节瓷件,瓷壳外径<110 mm。
一真空灭弧室的基本知识1什么是真空真空是指在给定的空间内,远低于一个环境大气压的气体状态。
真空状态下气体的稀薄程度通常用真空度来描述,以压强值来表示。
l大气压= 760mmHg×133.3Pa/mmHg=1.013×105Pa(帕斯卡)或0。
1013MPa压强越高则真空度越低;压强越低则真空度越高。
2什么是真空灭弧室真空灭弧室也叫真空开关管或真空泡,是真空开关的核心器件。
它是用一对密封在真空中的电极(触头)和其它零件,借助真空优良的绝缘和熄弧性能,实现电路的关合或分断,在切断电源后能迅速熄弧并抑止电流的真空器件。
3真空灭弧室的工作原理要说明真空灭弧室的工作原理必须要弄清楚电弧、真空电弧、扩散电弧、集聚电弧、横向磁场、纵向磁场的概念3.1电弧电弧或弧光放电是气体放电的一种形式。
放电在性质上和外观上是各种各样的。
在正常状态下,气体有良好的电气绝缘性能。
但当在气体间隙的两端加上足够强的电场时,就可以引起电流通过气体,这种现象称为放电。
放电现象与气体的种类和压强、电极的材料和几何形状、两极间的距离以及加在间隙两端的电压等因素有关。
例如在正常状态下,给气体间隙两端的电极加电压到一定程度时,空气中游离的电子在电场作用下高速运动,与气体分子碰撞后产生较多的电子和离子。
新生的电子和离子又同中性原子碰撞,产生更多的电子和离子,使气体开始发光,两电极变为炽热,电流迅速增大。
这种性质上的转变称为气体间隙的击穿,其所需的电压称为击穿电压.这时,由于电场的支持,放电并不停止,故称为自持放电。
电弧则是气体自持放电的一种形式.电弧具有电流密度大和阴极电位降低的特点。
3。
2真空电弧在真空环境中,气体非常稀薄,真空度高于1.33x10—2Pa时气体分子极少。
在1.33x10-2Pa的真空中,每立方厘米空间中含有的气体分子数仅为标准大气压环境下的千万分之一.在这样稀薄的气体中即使真空间隙中存在电子,它们从一个电极飞向另一个电极时,也很少有机会与气体分子碰撞造成真空间隙的电击穿。
陶瓷的封接技术及研究进展摘要:介绍了陶瓷与金属连接的主要类型和种类* 对各种连接方法的机理、特点和影响因素进行了重点介绍。
关键词:陶瓷金属连接焊接1引言陶瓷与金属的封接,也称焊接(包括陶瓷与陶瓷的焊接),在现代工业技术中的应用有着十分重要的意义。
近年来,随着陶瓷材料的大规模研究开发,陶瓷与陶瓷或陶瓷与金属的连接技术也越来越引起人们的关注(1-2)。
实现陶瓷与金属的有效连接可以进一步扩大陶瓷的应用范围,诸如电视显像管金属引线的封接,电子元件的封装,飞行器及导弹关键部位的连接等都属于陶瓷—金属封接的范围。
2 陶瓷与金属连接的主要类型陶瓷封装的方法很多,按待焊接材料A和B.是否相同,可以分为同种材料的焊接和异种材料的焊接。
但是还可以根据A、B.间结合材料的有无和种类进行分类。
几种典型的陶瓷封接类型如表所示。
3 陶瓷封接方法3.1 粘合剂粘结粘接具有固化速度快、使用温度范围宽、抗老化性能好等特点,被用于飞机应急修理、导弹辅助件连接、修复涡轮、修复压气机转子方面。
现在胶接技术在国内外都得到了广泛的应用。
一般来讲,陶瓷与金属采用胶接连接,界面作用力为物理力、化学键。
化学粘接较其它工艺得到的界面强度低,据文献+#, 报道:采用有机胶的接头强度小于150MPa,采用无机胶的接头强度小于10MPa,且允许使用的温度有一定的限制(一般低于200度);但粘接技术用在修复上,周期短、工艺简单、修复效率高、成型性能好,因而在动力工程和航空工业中静载荷和超低静载荷中得到了广泛的应用。
3.2 激光焊接将能量密度甚高的激光用于陶瓷的封接,称为激光焊接。
陶瓷用激光焊接装置主要由二氧化碳激光器、反射镜和聚光镜以及预热炉几部分构成。
二氧化碳激光器发出的激光束经反射镜和聚光镜聚焦于试样表面。
预热炉用于预热试样以避免激光照射的局部骤热而产生裂纹。
预热温度和焊接速度对焊接质量影响较大。
陶瓷制品的激光焊接,首先应考虑如何避免由加热、冷却速度和温度梯度所引起的热裂纹。
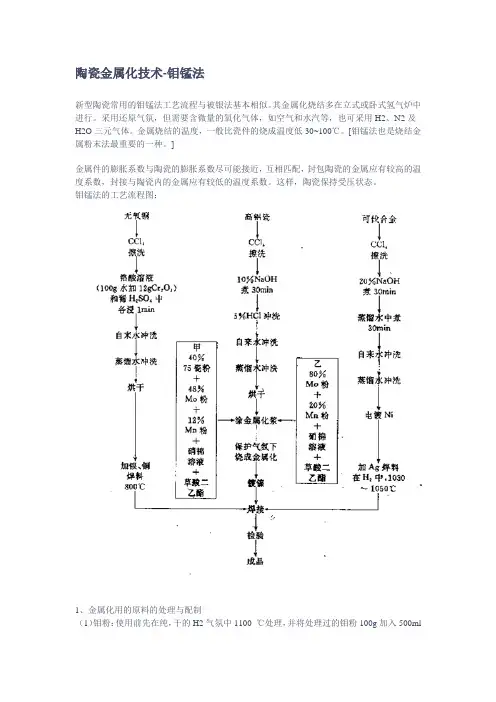
陶瓷金属化技术-钼锰法新型陶瓷常用的钼锰法工艺流程与被银法基本相似。
其金属化烧结多在立式或卧式氢气炉中进行。
采用还原气氛,但需要含微量的氧化气体,如空气和水汽等,也可采用H2、N2及H2O三元气体。
金属烧结的温度,一般比瓷件的烧成温度低30~100℃。
[钼锰法也是烧结金属粉末法最重要的一种。
]金属件的膨胀系数与陶瓷的膨胀系数尽可能接近,互相匹配,封包陶瓷的金属应有较高的温度系数,封接与陶瓷内的金属应有较低的温度系数。
这样,陶瓷保持受压状态。
钼锰法的工艺流程图:1、金属化用的原料的处理与配制(1)钼粉:使用前先在纯,干的H2气氛中1100 ℃处理,并将处理过的钼粉100g加入500ml无水乙醇中摇动一分钟,然后静置三分钟,倾出上层的悬浮液,在静止数小时使澄清,最后取出沉淀在40 ℃下烘干。
(2)锰粉:电解锰片在钢球磨中磨48小时,以磁铁吸去铁屑,在用酒精漂选出细颗粒。
(3)金属化涂浆的配制与涂制:取100g钼锰金属的混合粉末(钼:锰=4:1),在其中加入2.5g硝棉溶液及适量的草酸二乙酯,搅拌均匀,至浆能沿玻璃棒成线状流下为准。
每次使用前如稠度不合适,可再加入少量硝棉溶液或者草酸二乙酯进行调节。
涂层厚度为50um。
金属化的机理:锰被水气中的氧气在800℃下氧化,高温下,熔入玻璃相中,减低其黏度。
玻璃相渗入钼层空隙,并向陶瓷坯体中渗透。
由于Al2O3在玻璃相中溶解-重结晶过程,因此在界面上往往存在大颗粒的刚玉晶体。
氧化锰还能与Al2O3生成锰铝尖晶石,或与SiO2生成蔷薇辉石。
钼在高温下烧结成多孔体,同时钼的表面被氧化,并渗入到金属化层空隙的玻璃相中,被润湿和包裹,这样容易烧结,并向瓷体移动。
冷却后,经书相层就通过过渡区而与瓷坯紧密的结合。
由于以上的高温反应在氧化铝瓷和钼锰金属化层之间形成有一厚度的中间层。
金属化层厚度约为50um时,中间层约为30um,金属化层厚度增加,中间层厚度也增加。
2、上镍在金属化烧成以后,为改善焊接时金属化层与焊料的润湿性能,许在上面上一层镍,可用涂镍再烧,也可用电镀的方法。
一、绪论及陶瓷原料1、传统陶瓷和特陶的相同和不同之处?2、陶瓷的分类依据?陶瓷的分类?3、陶瓷发展史的四个阶段和三大飞跃?4、宋代五大名窑及其代表产品?5、在按陶瓷的基本物理性能分类法中,陶器、炻器和瓷器的吸水率和相对密度有何区别?6、陶瓷工艺学的内容是什么?7、陶瓷生产基本工艺过程包括哪些工序?8、列举建筑卫生陶瓷产品中属于陶器、炻器和瓷器的产品?9、陶瓷原料分哪几类?10、粘土的定义?评价粘土工艺性能的指标有哪些?11、粘土是如何形成的?高岭土的由来和化学组成;12、粘土按成因和耐火度可分为哪几类?13、粘土的化学组成和矿物组成是怎样的?14、什么是粘土的可塑性、塑性指数和塑性指标?15、粘土在陶瓷生产中有何作用?16、膨润土的特点;17、高铝质原料的特点和在高级耐火材料中的作用;18、简述石英的晶型转化在陶瓷生产中有何意义?19、石英在陶瓷生产中的作用是什么?20、各种石英类原料的共性和区别,指出它们不同的应用领域;21、长石类原料分为哪几类?在陶瓷生产中有何意义?22、钾长石和钠长石的性能比较;23、硅灰石、透辉石、叶腊石(比较说明)作为陶瓷快速烧成原料的特点;24、滑石原料的特点,为什么在使用前需要煅烧?25、氧化铝有哪些晶型?为什么要对工业氧化铝进行预烧?26、氧化锆有哪些晶型?各种晶型之间的相互转变有何特征?27、简述碳化硅原料的晶型及物理性28、简述氮化硅原料的晶型及物理性能。
二、粉体的制备与合成1、解释什么是粉体颗粒、一次颗粒、二次颗粒、团聚?并解释团聚的原因。
2、粉体颗粒粒度的表示方法有哪些?并加以说明。
3、粉体颗粒粒度分布的表示方法有哪些?并加以说明。
4、粉体颗粒粒度测定分析的方法有哪些?并说明原理。
5、粉体颗粒的化学表征方法有哪些?6、粉碎的定义及分类,并加以说明。
7、常用的粉碎方法有哪些?画出三种粉碎流程图。
8、机械法制粉的主要方法有哪些?并说明原理。
9、影响球磨机粉碎效率的主要因素有哪些?10、化学法合成粉体的主要方法有哪些?并说明原理。
我国陶瓷—金属封接技术的进步高陇桥;刘征【摘要】受到广泛应用的陶瓷金属化和封接技术在中国取得了很大的进步.例如:已经能很好的对高Al2O3陶瓷与多种金属进行结合.本文对我国陶瓷金属化和封接领域技术进步与不足也进行了某些评论.【期刊名称】《山东陶瓷》【年(卷),期】2019(042)002【总页数】6页(P7-12)【关键词】高氧化铝;陶瓷金属化;陶瓷-金属封接;AMB技术【作者】高陇桥;刘征【作者单位】中国电子科技集团公司第十二研究所,北京朝阳100015;中国电子科技集团公司第十二研究所,北京朝阳100015【正文语种】中文【中图分类】TQ174.751 引言烧结金属粉末陶瓷金属化法以及陶瓷—金属封接技术与高氧化铝电子陶瓷一样,均起源于德国,真正意义上的陶瓷金属化技术可以实际应用于真空电子器件的第一发明人是1935年西门子公司华脱(Vatter)[1],他使用微小颗粒的W、Mo、Fe、Ni等金属粉涂敷于滑石瓷的表面上,在真空炉或H2炉中高温加热,从而完成金属化。
此外,德律风根公司卜利希(Pulfrich)于1936年完成了用Mo-Fe法对滑石瓷的金属化,并俗称为德律风根法[2]。
尔后,美国人Nolte和Spurch合作,于1950年对Mo-Fe法进行了改进,形成了 Mo-Mn法[3],此法对金属化工艺参数要求较宽松,便于产业化。
值得一提的是1956年美国人forge完成了活化Mo-Mn法。
此方法较为适合于电子工业广泛应用的高Al2O3瓷,而且也适用于其他几种陶瓷,例如滑石瓷,镁橄榄石瓷等。
就世界范围来看,此项成果使陶瓷金属化的技术提高到一个更新、更实用的水平[4]。
活性金属法陶瓷—金属封接是封接技术中另外重要的一支。
这种技术在1947年由美国人波恩德莱(R.J.Bondley)首先提出,该法是应用含有活性金属(例如钛、锆)的焊料合金或利用其氢化物分解获得。
试验是在惰性气体中进行的(真空气氛更好),Ti在焊料中的含量以6%~8%为最好。