H型钢构件制作几何尺寸检查记录
- 格式:xls
- 大小:23.50 KB
- 文档页数:4
h型钢安全检查记录表填写规范
篇一:钢结构件组装异接和型钢拼接缝尺寸检查记录GR50205-XX 钢站构件纽装焊接日至钢讲按缝尺寸检查记录(条)工程名称:构件名称:制作数量:
注:本袭所列项目的检查数量为全数检查;班纽长:
质检员:
或专业工长:或项目技术负责人:
施工单位:年月日年月日
24第二:出型铜特性标准
高频焊接轻型薄壁且型据
1、适用范围
本标准适用于江苏华夏集团张家港市亚东高频焊接型钢制造有限公司经连续高频焊接生产的轻型落日型钢。
2、引用的标准
JG/T137-XX结构用高频荣接薄壁日型带YB3302-81轻到焊接日到铜品种GB/T1591-94纸合金高强度结构钢G82519-81热连轧钢板和钢带品种C/T3524-92碳素结构钢和纸合金结构钢热轧钢带
GB50017-XX钢站构设计规范。
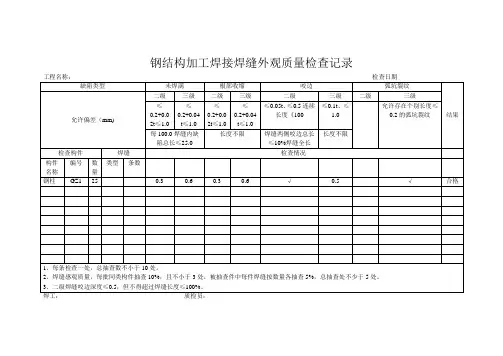
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
组装工艺编号:LR-ZCGY-ZZ-004编制:审核:日期:1.号料1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为Q345B;16<t≤30时材质为Q345C;时,30<t<40时材质为Q345GJC,t≥40时材质为Q345GJC且厚度方向为Z15。
b.型钢:H型钢材质为Q345C,且单个规格使用<60t时材质为Q345B;槽钢材质为Q345B;角钢材质为Q235B。
1.2放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。
1.3 对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸,放样工作完成后,对所放大样和样板进行检验。
1.4箱型、焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm,翼缘板拼接长度不应小于2倍的板宽,腹板拼接宽度不应小于300mm,长度不应小于600mm,并与加劲板错开200mm以上。
1.5 箱形、工字形接料应避开卡头上、下600mm范围内接料。
1.6 号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。
1.7 样板的允许偏差见表11.8 号料的允许偏差见表2号料的允许偏差 (mm) 表21.9 所有箱形、工字形主材的接料必须采用大板接料。
1.10 所有图纸标明的切角圆弧和板切角号料时必须按图纸尺寸号出。
1.11接料坡口形式:1.11.1 板对接坡口形式:1.11.2 T形熔透焊缝坡口形式1.11.3 箱形柱焊缝坡口形式1.11.4 柱加劲板焊接坡口形式1.11.5 扎制H型钢拼接接口形式:(拼接位置为梁跨中1/3范围以外)1.12 板厚相差大于4mm的钢板对焊需按1:2.5放坡。
1.13 号料的构件必须标清构件号。
1.14 号料时必须注明坡口的角度和钝边方向和大小。
施工检查记录表钢构001 工程名称及部位:年月日项目负责人:班长:质检员:零部件切割加工施工检查记录表工程名称及部位:年月日钢构002项目负责人:班长:质检员:钢构件组装、焊接H型钢施工检查记录表工程名称及部位:年月日钢构003项目负责人:班长:质检员:焊接连接制作组装质量施工检查记录表工程名称及部位:年月日钢构004项目负责人:班长:质检员:单层钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构005项目负责人:班长:质检员:钢桁架制作外形尺寸施工检查记录表工程名称及部位:年月日钢构006项目负责人:班长:质检员:焊接实腹梁外形尺寸施工检查记录表工程名称及部位:年月日钢构007项目负责人:班长:质检员:多节钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构008项目负责人:班长:质检员:钢平台、钢梯和防护栏杆外型尺寸施工检查记录表工程名称及部位:年月日钢构009项目负责人:班长:质检员:墙架、檩条、支撑系统外型尺寸施工检查记录表工程名称及部位:年月日钢构010项目负责人:班长:质检员:压型金属板制作施工检查记录表工程名称及部位:年月日钢构011项目负责人:班长:质检员:构件焊接施工检查记录表工程名称及部位:年月日钢构012项目负责人: 班长: 质检员:构件涂装隐蔽工程 施工检查记录表工程名称及部位: 年 月 日钢构013项目负责人:班长:质检员:钢构件预拼装施工检查记录表工程名称及部位:年月日钢构014项目负责人:班长:质检员:主体结构安装施工检查记录表工程名称及部位:年月日钢构015项目负责人:班长:质检员:多层及高层钢结构中构件安装检查记录表工程名称及部位:年月日钢构016项目负责人:班长:质检员:钢结构普通紧固件连接施工检查记录工程名称及部位:年月日钢构017项目负责人:班长:质检员:高强度螺栓连接施工检查记录工程名称及部位:年月日钢构018项目负责人:班长:质检员:钢平台、钢梯和防护栏杆安装施工检查记录表工程名称及部位:年月日钢构019项目负责人:班长:质检员:墙架、檩条等次要构件安装施工检查记录表工程名称及部位:年月日钢构020项目负责人:班长:质检员:压型金属板安装施工检查记录表工程名称及部位:年月日钢构021项目负责人:班长:质检员:钢管构件制作外形尺寸施工检查记录表工程名称及部位:年月日钢构022项目负责人:班长:质检员:金属门窗(涂色镀锌钢板门窗)安装施工检查记录表工程名称及部位:年月日钢构023项目负责人:班长:质检员:特种门安装施工检查记录表工程名称及部位:年月日钢构024项目负责人:班长:质检员:。
施工检查记录表钢构001 工程名称及部位:年月日项目负责人:班长:质检员:零部件切割加工施工检查记录表工程名称及部位:年月日钢构002项目负责人:班长:质检员:钢构件组装、焊接H型钢施工检查记录表工程名称及部位:年月日钢构003项目负责人:班长:质检员:焊接连接制作组装质量施工检查记录表工程名称及部位:年月日钢构004项目负责人:班长:质检员:单层钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构005项目负责人:班长:质检员:钢桁架制作外形尺寸施工检查记录表工程名称及部位:年月日钢构006项目负责人:班长:质检员:焊接实腹梁外形尺寸施工检查记录表工程名称及部位:年月日钢构007项目负责人:班长:质检员:多节钢柱制作外形尺寸施工检查记录表工程名称及部位:年月日钢构008项目负责人:班长:质检员:钢平台、钢梯和防护栏杆外型尺寸施工检查记录表工程名称及部位:年月日钢构009项目负责人:班长:质检员:墙架、檩条、支撑系统外型尺寸施工检查记录表工程名称及部位:年月日钢构010项目负责人:班长:质检员:压型金属板制作施工检查记录表工程名称及部位:年月日钢构011项目负责人:班长:质检员:构件焊接施工检查记录表工程名称及部位:年月日钢构012项目负责人:班长:质检员:构件涂装隐蔽工程施工检查记录表工程名称及部位:年月日钢构013项目负责人:班长:质检员:钢构件预拼装施工检查记录表工程名称及部位:年月日钢构014项目负责人:班长:质检员:主体结构安装施工检查记录表工程名称及部位:年月日钢构015项目负责人:班长:质检员:多层及高层钢结构中构件安装检查记录表工程名称及部位:年月日钢构016项目负责人:班长:质检员:钢结构普通紧固件连接施工检查记录工程名称及部位:年月日钢构017项目负责人:班长:质检员:高强度螺栓连接施工检查记录工程名称及部位:年月日钢构018项目负责人:班长:质检员:钢平台、钢梯和防护栏杆安装施工检查记录表工程名称及部位:年月日钢构019项目负责人:班长:质检员:墙架、檩条等次要构件安装施工检查记录表工程名称及部位:年月日钢构020项目负责人:班长:质检员:压型金属板安装施工检查记录表工程名称及部位:年月日钢构021项目负责人:班长:质检员:钢管构件制作外形尺寸施工检查记录表工程名称及部位:年月日钢构022项目负责人:班长:质检员:金属门窗(涂色镀锌钢板门窗)安装施工检查记录表工程名称及部位:年月日钢构023项目负责人:班长:质检员:特种门安装施工检查记录表工程名称及部位:年月日钢构024项目负责人:班长:质检员:。
其他检验项目的检测报告及隐蔽工程项目
检查验收记录汇总表GJ2。
4
焊缝检查验收记录
(通用)表格
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录
(通用)表格
高强度螺栓施工记录GJ1。
5
钢结构矫正施工记录GJ1.5
钢零部件矫正成型施工记录GJ1。
5
钢零部件边缘加工施工记录GJ1.5
钢零部件边缘加工施工记录GJ1.5
二级焊缝内部缺陷探伤检查记录GJ2.3.1(通用表)(强制性条文检查通用表)
钢结构防腐涂料施工厚度检查记录GJ2.3.1(通用表)
(强制性条文检查通用表)
主要构件变形检查验收记录
(通用)表格
主体结构尺寸检查验收记录
(通用)表格。
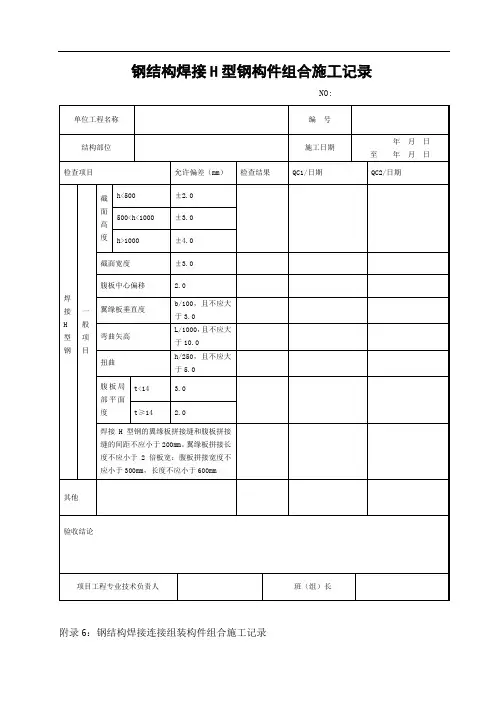
钢结构焊接H型钢构件组合施工记录
NO:
附录6:钢结构焊接连接组装构件组合施工记录
钢结构焊接连接组装构件组合施工记录
NO:
附录7:钢结构端部铣平及安装焊缝坡口加工构件施工记录
钢结构端部铣平及安装焊缝坡口加工构件施工记录
NO:
附录8:钢结构单层钢柱构件组合施工记录
NO:
附录9:钢结构多节钢柱构件组合施工记录
NO:
附录10:钢结构焊接实腹梁构件组合施工记录
钢结构焊接实腹梁构件组合施工记录
附录11:钢结构钢桁架构件组合施工记录
钢结构钢桁架构件组合施工记录
附录12:钢结构钢管构件组合施工记录
钢结构钢管构件组合施工记录
附录13:钢结构墙架、檩条、支撑构件组合施工记录
钢结构墙架、檩条、支撑构件组合施工记录
附录14:钢结构平台、爬梯、防护栏杆构件组合施工记录
钢结构平台、爬梯、防护栏杆构件组合施工记录。
施工组织设计、施工方案及审批注:附施工组织设计、施工方案。
注:本记录一式两份,一份交接受交底人,一份存档。
注:本记录一式两份,一份交接受交底人,一份存档。
技术交底记录注:本记录一式两份,一份交接受交底人,一份存档。
技术交底记录注:本记录一式两份,一份交接受交底人,一份存档。
高强度螺栓施工记录钢结构矫正施工记录钢零部件矫正成型施工记录钢零部件边缘加工施工记录钢零部件边缘加工施工记录焊接材料的烘焙记录焊工合格证汇总表注:上岗证复印件附后。
钢结构工程质量控制资料核查表有关安全及功能检验和见证检测项目检查记录钢结构工程观感质量检查记录注:质量评价为差的项目应进行返修。
质量合格证明文件、检测报告、复试报告汇总表工程名称:产品名称:钢结构工程原材料项目经理:质检员:监理工程师:质量合格证明文件、检测报告、复试报告汇总表工程名称:绩溪北站站房及相关工程产品名称:焊接材料项目经理:质检员:监理工程师:二级焊缝内部缺陷探伤检查记录(强制性条文检查通用表)钢结构防腐涂料施工厚度检查记录GJ2.3.1(通用表)(强制性条文检查通用表)钢结构防火涂料施工厚度检查记录(强制性条文检查通用表)其他检验项目的检测报告及隐蔽工程项目检查验收记录汇总表隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格隐蔽工程检查验收记录(通用)表格钢结构子分部工程质量验收记录钢结构焊接分项工程质量验收记录钢结构焊接分项工程检验批质量验收记录续表钢结构紧固件连接分项工程质量验收记录钢结构(普通紧固件连接)分项工程检验批质量验收记钢结构(高强度螺栓连接)分项工程检验批质量验收记钢构件组装分项工程质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构组装分项工程检验批中有关允许偏差检查记录工程名称:绩溪北站站房及相关工程检验批部位:四.五站台钢梁PJ,PM/1~4轴续表钢结构预拼装分项工程质量验收记录钢结构预拼装分项工程检验批质量验收记录GJ3.7单层钢结构安装分项工程质量验收记录单层钢结构安装分项工程检验批质量验收记录单层钢结构安装分项工程检验批质量验收记录工程名称:绩溪北站站房及相关工程检验批部位:。
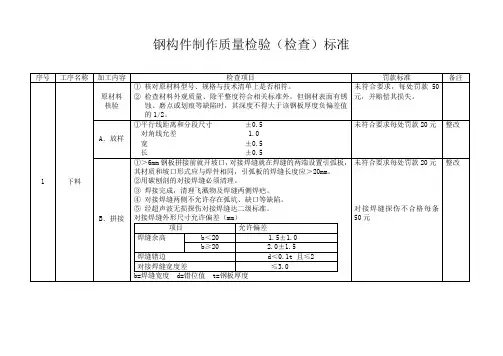
钢构件制作质量检验(检查)标准钢构件制作质量检验(检查)办法1.根据公司情况对钢构件制作过程的检验、检查,主要分为下料、组立、门焊、矫正、钻孔、冷作、电焊、抛丸、油漆、次构件、终检等11项工序,17项制作分项,分别进行检验或检查。
2.质量检验或检查按工序、加工分项分别进行,以完成工序的生产班组为考核单位。
3.检验批检验或加工分项的质量检查应在自检、互检合格的基础上,交专检人员检查。
检验批的检验在交接检时同时进行,生产班组应提前1~2小时向质检人员提交半成品或成品报检单,并办理好转序交接手续。
为提高工人自检积极性,原则上质检人员在巡检或交接检过程中,发现的能够返修处理的个别缺陷不予处罚,但是如果发现批量质量问题或无法返修处理的质量问题,以及屡次发现同样问题的,品保部将发出不合格品处理单,此时将给予责任人重罚。
4.在交接检过程中,下道工序应对上道工序的质量严格检查,如有质量问题转入下道工序,交接后,下道工序要负责连带责任同时罚款。
下道工序接收人员对验收不合格的工件有权拒收,并予以退回。
5.检验或检查采用抽检和全检两种方案,对次要检验项目选用抽检方案时,发现问题按全数处罚;对重要的检验项目可选用全检方案。
缺陷处理,原则上是那里发现那里处理。
费用由问题工序出。
6.各班组报检时必须提供必要的检查条件(如构件必须摆放开,不能叠放等),否则质检人员有权拒检。
相关班组承担由此引发的相关责任。
由于质检人员的疏忽导致不合格构件出厂的,质检人员承担相应责任,根据造成的后果给予重罚,但不免除制作人员的责任。
7.所有构件出厂必须取得品保的验证认可,紧急放行的构件例外,但相关人员必须办理紧急放行手续,由主管领导签字。
8.按照谁主管、谁负责的原则对制作质量负有责任的相关管理人员也进行考核,有造成严重质量事故的,主管人员处以责任人两倍罚款。
9.在本标准检查时,除符合本标准外,尚应符合国家现行有关强制性标准的规定。
10. 品保部具有质量的最终否决权,对出厂产品的质量负责。
H型钢构件的制作工艺1 组立前期准备⑴.核对各待组装零部件的零件号,检验零件规格是否符合图纸及切割标准要求,发现问题及时反馈。
⑵.检查焊接或装配设备等的完好性,发现问题及时上报维修。
⑶.检查零件的外观切割质量,对零件外观质量不符合要求处进行修补或用磨光机进行打磨。
⑷.焊接所用的焊条、焊剂等材料应按工艺要求进行烘干。
⑸.根据H型钢的板厚、坡口要求制备引弧板及引出板,引弧板及引出板的坡口形式应与H型钢的坡口形式相同,引弧及引出长度应不小于60mm。
⑹.按要求切割焊接坡口,H型钢构件主体焊缝坡口采用半自动火焰切割机进行加工,坡口加工完毕后,必须对坡口面及附近50mm范围进行打磨,清除氧化渣及氧化皮等杂物。
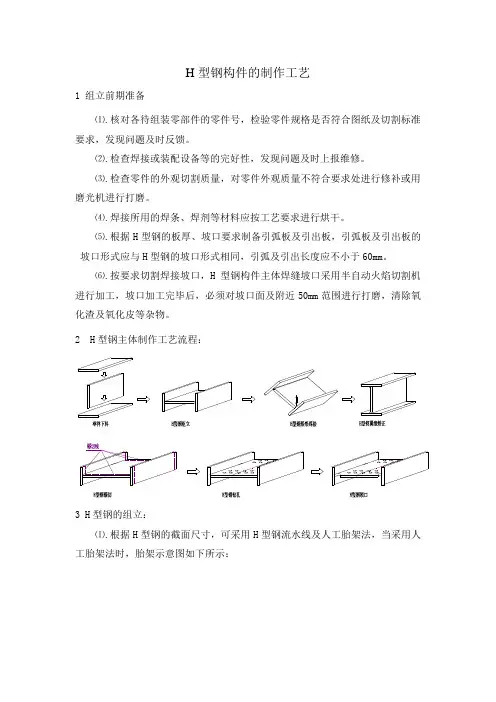
2 H型钢主体制作工艺流程:3 H型钢的组立:⑴.根据H型钢的截面尺寸,可采用H型钢流水线及人工胎架法,当采用人工胎架法时,胎架示意图如下所示:H型钢组立机H型钢组立的允许偏差应符合表下表的规定:项目允许偏差图例测量工具T型连接的间隙t<16 1.0塞尺t≥16 1.5焊接组装构件端部偏差 3.0 钢尺截面高度h h≤2000±1.0(考虑焊接收缩量后)钢尺h>2000±2.0(考虑焊接收缩量后)截面宽度b ±2.0⑵.由于钢柱主体焊缝在节点区域为全熔透焊缝,因此,在进行H 型钢组立时,对其截面预留焊缝收缩余量,根据板厚的不同,余量在2~4mm ;⑶.组立定位焊采用气保焊,定位焊缝尺寸和间距的推荐尺寸见下表:其中,起始焊点距离端头为20mm ,当零件长度较短,其长度在200mm 以下时,定位焊点分为两点,分布位置分别为距离端头20mm 处。
定位点焊示意图如下图所示:40(20)2030040(20)2040(20)300H 型钢组立定位点焊分布图⑶. H 型钢在进行组立点焊时不允许有电弧擦伤,点焊咬边应在1mm 以内。
⑷. H 型钢翼板与腹板对接焊缝应错开200mm 以上,以避免焊缝交叉和焊缝缺陷应力集中。
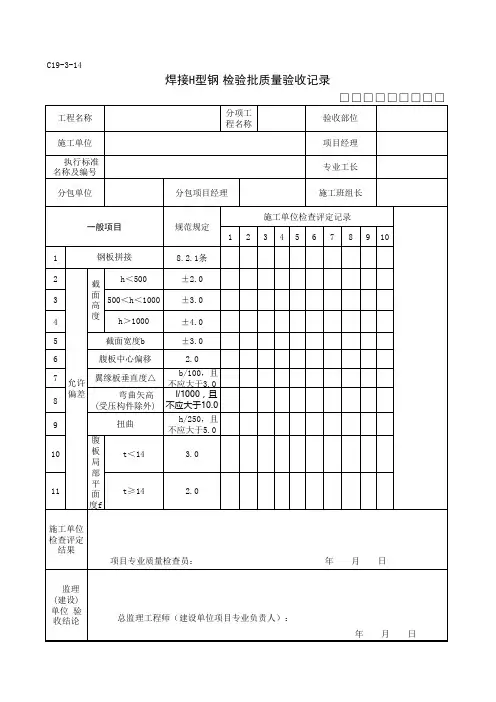
钢结构工程竣工验收表一、开工报告1、工程开工报审表2、单位工程开工报告二、中标通知书1、中标通知书三、建筑工程施工合同书1、建筑工程施工合同2、营业执照、资质证书、组织机构代码、税务登记证、安全生产许可证、管理人员资质证书、项目经理任命书、项目技术负责人任命书、项目质安员任命书、项目材料员委派书、特种作业证书、四、钢结构施工组织设计1、施工组织设计报审表2、施工组织设计3、吊装方案五、钢结构加工资料1、探伤报告2、建筑材料报审表3、复检报告4、合格证六、钢结构安装资料1、卷内目录2、单位工程质量竣工验收记录3、主体结构分部工程质量验收报告4、子分部工程资料验收报告5、钢结构焊接分项工程质量验收记录6、钢结构(钢构件)分项工程检验批质量验收记录(钢柱、钢梁各一张)7、部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录(分钢柱、钢梁各一张)8、二、三级焊缝外观质量检查记录(钢柱、钢梁、(系杆、撑杆、支撑、拉条、隅撑)各一张)9、焊接H型梁构件制作几何尺寸检查记录(钢柱、钢梁各一张)10、钢构件组装(焊接连接组装)智联检查记录(钢柱、钢梁各一张)11、钢结构工程很疯外观智联检查记录(钢柱、钢梁各一张)12、钢构件外形尺寸主控项目检查记录(钢柱、钢梁各一张)13、T形、十字形、角接接头等融投焊焊脚尺寸及外观质量(系杆、撑杆、支撑、拉条、隅撑共一张)14、墙架、檩条、支撑系统构件制作外形尺寸检查记录(系杆、撑杆、支撑、拉条、隅撑共一张)15、普通紧固件连接分项工程质量验收记录16、钢结构(普通紧固件连接)分项工程检验批质量验收记录(C型钢与拉杆、钢梁与C型钢、钢柱与系杆各一张)17、高强度螺栓连接分项工程质量验收记录18、钢结构(高强度螺栓连接)分项工程检验批质量验收记录(钢柱与钢梁、钢梁与钢梁各一张)19、高强度螺栓连接施拧记录20、零部件分项工程质量验收记录21、钢结构(零件及部件加工)分项工程检验批质量验收记录(钢柱、钢梁各一张)22、钢结构零件及部件加工(剪切、气割)质量检查记录(钢柱、钢梁、(系杆、撑杆、支撑、拉条、隅撑)各一张)23、钢结构零件及部件加工(矫正和成型)质量检查记录(钢柱、钢梁、各一张)24、钢结构零件及部件加工(制孔)质量检查记录(钢柱、钢梁、各一张)25、构件组装分项工程质量验收记录26、钢结构(构件组装)分项工程检验批质量验收记录(钢梁、钢柱各一张)27、钢结构构件组装H型钢拼接缝尺寸(钢梁钢柱各一张)28、预拼装分项工程质量验收记录29、钢结构(预拼装)分项工程检验批质量验收记录(钢柱钢梁各一张)30、构件预拼装单元集合尺寸检查记录(一)(钢柱钢梁各一张)31、构件预拼装单元集合尺寸检查记录(二)(钢柱钢梁各一张)32、单层结构安装分项工程质量验收记录33、钢结构(单层结构安装)分项工程检验批质量验收记录(钢柱、钢梁、C型钢、次钢构各一张)34、压型金属板分项工程质量验收记录35、钢结构(压型金属板)安装工程检验批质量验收记录(屋面、墙面各一张)36、钢结构防腐分项工程质量验收记录37、钢结构防腐涂料涂装检验批质量验收记录(钢柱、钢梁、C型钢、次钢构)38、钢构件除锈质量检查记录(内容有系杆、拉条、水平支撑、柱间支撑、撑杆、隅撑、天窗架、女儿墙以上一张、钢柱、钢梁各一张)39、钢结构涂料、干漆膜厚度、外观质量等(钢梁、钢柱、次钢构各一张)40、防火涂料分项工程质量验收记录41、钢结构防火涂料检验批质量验收记录(主体工程一张)42、钢结构主体工程检测记录43、建筑工程隐蔽检验记录(地脚螺栓)44、建筑物垂直度、标高、全高测量记录45、拼装分项工程质量验收记录46、钢结构(预拼装)分项工程检验批质量验收记录(钢柱、钢梁各一张)47、零件及部件加工分项工程质量验收记录48、钢结构(零件及部件加工)分项工程检验批质量验收记录(钢柱、钢梁各一张)49、构件组装分项工程质量验收记录50、钢结构(构件组装)分项工程检验批质量验收记录(钢柱、钢梁各一张)51、钢结构防腐分项工程质量验收记录52、钢结构防腐涂料涂装检验批质量验收记录(钢柱、钢梁各一张)53、钢构件焊接分项工程质量验收记录54、钢结构(钢构件焊接)分项工程检验批质量验收记录(钢柱、钢梁各一张)。
钢结构h型钢材料取样检测规范篇一:钢结构件组装焊接H型钢拼接缝尺寸检查记录GB50205-20XX钢结构件组装焊接H型钢拼接缝尺寸检查记录(条)工程名称:构件名称:制作数量:注:本表所列项目的检查数量为全数检查;班组长:质检员:或专业工长:或项目技术负责人:施工单位:年月日年月日24篇二:H型钢特性标准高频焊接轻型薄壁 H 型钢1、适用范围本标准适用于江苏华夏集团张家港市亚东高频焊接型钢制造有限公司经连续高频焊接生产的轻型薄壁H型钢。
2、引用的标准JG/T137-20XX 结构用高频焊接薄壁H型钢YB3302-81 轻型焊接H型钢品种 GB/T1591-94 低合金高强度结构钢 GB2519-81 热连轧钢板和钢带品种GB/T3524-92 碳素结构钢和低合金结构钢热轧钢带GB50017-20XX 钢结构设计规范GB50205-20XX 钢结构施工质量验收规范 3、表示方法及截面特性高频焊接轻型薄壁H型钢型号及截面特性列表120XX年8月发布 20XX年9月1日实施3.1符号H——截面高度 Ix——x-x惯性矩 B——翼缘宽度Wx——x-x截面模量 tW——腹板厚度 ix—— x-x回转半径 tf——翼缘厚度 Iy——y-y惯性矩 A——截面面积Wy——y-y截面模量iy——y-y回转半径3.2型号LH H×B×Tw×tf (单位:㎜) 3.3亚东供售货型号及截面特性 4、质量检查标准: 4.1钢材品种和化学成份制造高频焊接轻型薄壁H型钢所用母材,应采用GB/T700中的Q235和GB/T1591中的Q345等钢种,其化学成份(熔炼分析)应符合相应标准的规定。
如用户需要,也可采用其他牌号的钢材制造。
4.2外型尺寸及检测方法 4.2.1尺寸允许偏差4.2.2厚度尺寸允许偏差腹板和翼板厚度允许偏差应符合GB/T2517的相关规定,腹板和翼板的厚度尺寸,可用精度为㎜的螺旋测微仪测量。
范文范例学习指导青岛理工建设工程质量检测有限公司钢结构检测报告编号:(2005)本报告共页工程名称:委托单位:检测类别:联系电话: 签发日期:地址:委托检测声明1、报告加盖本公司检测专用章(红章)有效。
2、报告涂改无效。
3、未经本单位书面批准,任何单位和个人不得复制本报告整复制除外)。
4、本报告式肆份,外发叁份。
(完青岛理工建设工程质量检测有限公司页青岛理工建设工程质量检测有限公司钢构件厚度测量报告编号:(2005) 共页第页测量:审核:青岛理工建设工程质量检测有限公司磁粉探伤报告检测:(MT 级)审核:(MT 级)青岛理工建设工程质量检测有限公司磁粉探伤记录共页第页编号 (2005)记录:(级)青岛理工建设工程质量检测有限公司超声波探伤报告检测:(UT级)审核:(UT级)青岛理工建设工程质量检测有限公司钢结构检测报告附页超声波探伤记录青岛理工建设工程质量检测有限公司钢结构检测报告附页X射线探伤报告编号:(2005)共页第页检测:(RT级)审核:(RT级)青岛理工建设工程质量检测有限公司钢结构检测报告附页角焊缝焊脚尺寸测量报告青岛理工建设工程质量检测有限公司钢结构检测报告附页高强螺栓终拧扭矩复查报告青岛理工建设工程质量检测有限公司钢结构检测报告附页涂层厚度测量报告共页第页编号(2005)青岛理工建设工程质量检测有限公司钢结构检测报告附页吊车梁挠度测量报告测量:审核:青岛理工建设工程质量检测有限公司钢结构检测报告附页网架挠度测量报告青岛理工建设工程质量检测有限公司钢结构检测报告附页钢结构整体垂直度测量报告本工程共个轴线,南北向为跨度方向,A、C、G、I为角柱。
■:- AG单柱垂直度观测点13轴柱脚测量点俯视图青岛理工建设工程质量检测有限公司钢结构检测报告附页钢结构整体垂直度测量报告编号(2005)共页第页工程名称整体垂直度偏差测点A B C北立面 垂直度 下 上 单柱垂直度偏差 整体垂直度偏差 测点G H I南立面 垂直度 下 上 单柱垂直度偏差 整体垂直度偏差 测点C F I东立面 垂直度 下 上 单柱垂直度偏差 整体垂直度偏差 测点AD G西立面 垂直度 下 上 单柱垂直度偏差整体垂直 度测量(mm )测量:审核:青岛理工建设工程质量检测有限公司钢结构检测报告附页钢结构整体平面弯曲度测量报告柱脚偏差一、亠观测点'囚回叵\1轴7轴一柱脚轴基准线X i北测量点俯视图基准线X2 本工程共13个轴线,南北向为跨度方向,A、C、G、I为角柱。
引言:钢结构是建筑领域中常用的结构材料,其质量对建筑物的安全和稳定性至关重要。
因此,进行钢结构质量检验是保证建筑质量的重要环节。
本文将详细介绍钢结构质量检验记录的内容和要点。
概述:钢结构质量检验记录是记录钢结构施工过程中各项质量检验工作和结果的文件。
通过记录质量检验过程和结果,可以确保钢结构的设计、制造和安装符合相关标准和规范,并且满足建筑使用的要求。
正文内容:一、钢材质量检验记录1.钢材进场检验验收证明及检验报告的合格证明文件记录钢材标识、规格、批号等基本信息的记录钢材外观质量检验结果的记录钢材化学成分和机械性能检验结果的记录2.钢材加工过程质量检验压力加工设备的合格证明文件和检验报告的记录加工工艺和参数的记录加工完成后钢材的几何尺寸、表面质量等检验结果的记录对加工不合格的钢材的处理记录3.钢材出场检验钢材出厂合格证明文件和检验报告的记录钢材尺寸、重量等基本信息的记录钢材外观质量、化学成分和机械性能等检验结果的记录钢材出场时的保护措施记录二、焊接工艺质量检验记录1.焊工合格证明文件和焊接工艺评定文件的记录2.焊接工艺参数和焊接设备的记录3.焊接前的准备工作检查记录4.焊接工作过程的检验记录5.焊缝外观质量和焊缝性能检验结果的记录三、钢结构安装质量检验记录1.安装前的准备工作检查记录2.钢件与基础之间的垫铁、铺垫材料等检验记录3.钢构件吊装、定位和校直的检验记录4.钢构件连接的质量检验记录5.安装完成后的检验记录,包括外观质量、尺寸、平整度等方面的检验结果四、防腐、防火和防雷设施质量检验记录1.防腐层涂装工艺和材料的检验记录2.防火涂层工艺和材料的检验记录3.防雷装置的检验记录,包括接地装置、避雷针等4.防腐、防火和防雷设施的施工过程检验记录5.完工后的防腐、防火和防雷设施的检验记录,包括外观质量和性能等方面的检验结果五、其他质量检验记录1.设备安装和调试的质量检验记录2.管道安装和试压的质量检验记录3.钢结构抗震设防的质量检验记录4.玻璃幕墙或外墙保温等外部附件的质量检验记录5.钢结构整体验收记录,包括各项检测结果、验收评定和意见等内容总结:钢结构质量检验记录是保证钢结构建筑质量的重要手段之一。