★★★
机械制造工艺
★★★
第四章
第一节
第二节 第三节 第四节
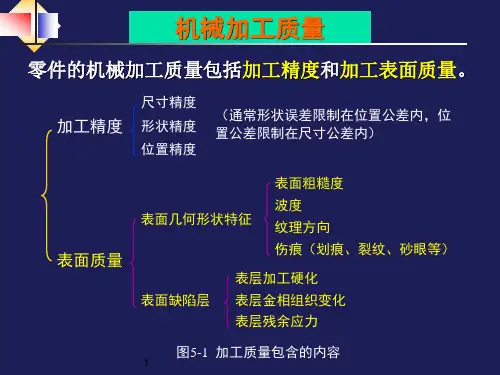
机械加工表面质量
基本概念
表面粗糙度的形成及其影响因素 加工表面力学物理性能的变化及其影响因素 机械加工中的振动
★★★
机械制造工艺
基本慨念
★★★
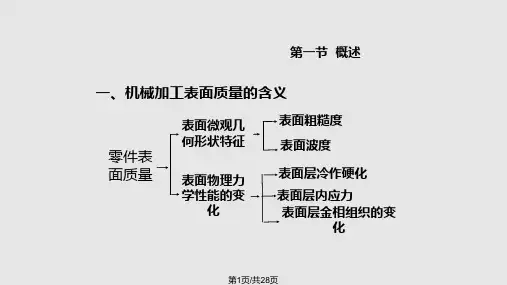
第一节
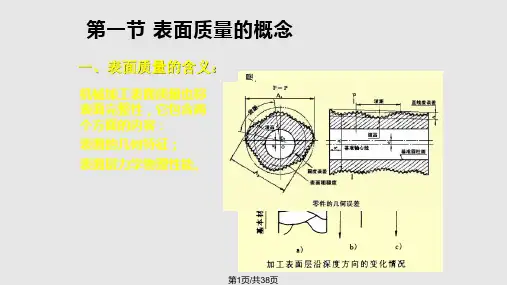
零件机械加工表面质量是指零件在机械加工后 表面层的微观几何形状误差和力学物理性能。零件 机械加工后表面层中存在着表面粗糙度、表面波度、 表面加工纹理等微观几何形状误差以及伤痕等缺陷, 零件表面层在加工过程中还会产生加工硬化、金相 组织变化及残余应力等现象。上述种种因素综合作 用的结果,直接影响了零件的寿命及可靠性,从而 影响产品的质量和使用性能。
★★★
机械制造工艺
★★★
图4-2
初期磨损量与零件表面粗糙度 1—轻载荷 2—重载荷
★★★
机械制造工艺
★★★
2、表面质量对零件疲劳强度的影响
零件在交变载荷的作用下,其表面微观不平的凹谷 处和表面层的缺陷处容易引起应力集中而产生疲劳裂纹, 造成零件的疲劳破坏。试验表明,减小零件表面粗糙度 值可以使零件的疲劳强度有所提高。因此,对于一些承 受交变载荷的重要零件,如曲轴其曲拐与轴颈交接处精 加工后常进行光整加工,以减小零件的表面粗糙度值, 提高其疲劳强度。
★★★
机械制造工艺
★★★
图4-3
表面残留面积
★★★
机械制造工艺
★★★
金属切削过程幻灯片
★★★
机械制造工艺
★★★
2、影响表面粗糙度的工艺因素及改善措施
(1)切削用量的影响 进给量大,切屑变形也大,切屑 与刀具前刀面的摩擦以及后刀面与已加工表面的摩擦加剧, 从而增大工件表面粗糙度值。因此,减小进给量利于减小工 vc 件表面粗糙度值。 切削速度对表面粗糙度的影响因工件材料而异。对于塑 性材料,一般情况下,低速或高速切削时,不会产生积屑瘤, 故加工表面粗糙度值都较小,但在中等切削速度下,塑性材 料的工件容易产生积屑瘤或鳞刺,且塑性变形较大,如图4-4 所示。对于脆性材料,加工表面粗糙度主要是由于脆性挤裂 碎裂而成,与切削速度关系较小。所以精加工塑性材料时往 往选择高速或低速精切,以获得较小的表面粗糙度值。