西门子专用开发软件OEM在数控系统的应用
- 格式:docx
- 大小:15.87 KB
- 文档页数:5

自适应控制技术在CNC 机床上的应用作者:交大昆机科技股份公司 刘志兵 杨晓红 采用ACM 技术优化了金属切削CNC 加工过程,提高了加工效率。
轮廓铣削省时约38%;铣槽省时约34%;3D 铣面省时约37%;钻孔省时约28%。
典型的实际应用技术优化了金属切削加工中的特色。
如何提高金属切削数控机床的加工效率,充分利用机床主轴最大转速、最大负载和轴最大进给速率,加工材质、切削量多变的工件,同时又能自动保护机床和主轴系统,保护较昂贵的进口刀具,这已经越来越受到终端用户和机床制造厂家关注的问题之一。
以色列OMAT 公司的ACM 自适应控制监控系统正是为了适应这种要求,从控制角度为解决该问题提出的理想方案。
OMAT 公司ACM 作为西门子840D 数控系统的重要选件,可以提供多种版本形式,外装式ACM 装置、纯软件集成式ACM 、PC 卡软硬件混合式ACM 和单元软硬件混合式ACM 。
其中,第一种软硬件均做在ACM 装置中,外部接线多,但不受数控系统和主轴驱动器的限制,主要针对老系统和不能安装集成ACM 系统的机床用。
第2、第3种是软件为主的ACM 系统,极少或无外部接线,但是受非出口型数控系统限制,要求系统软件版本高,目前在出口到国内的840D 系统中难以实现。
因此我们在与OMAT 公司合作中选用了第4种版本的ACM 系统。
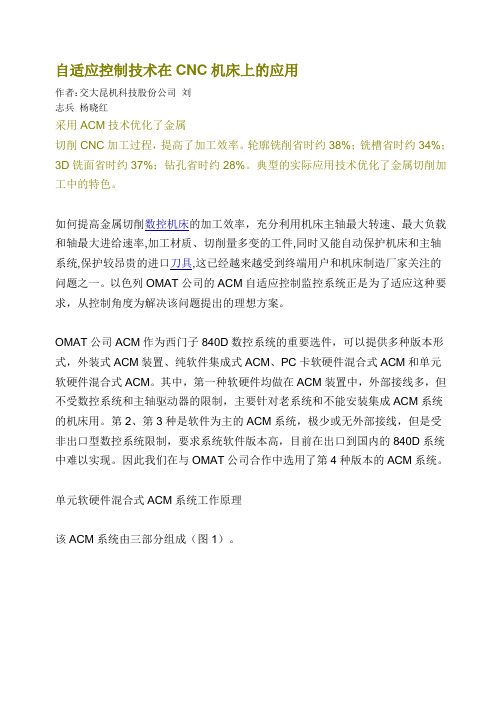
单元软硬件混合式ACM 系统工作原理该ACM 系统由三部分组成(图1)。
图1 单元软硬件混合式ACM系统·ACM控制单元:数字量输出至840D系统的NCU,模拟量输入信号来自OMAT 功率传感器模块。
ACM测量采集的主轴功率信号通过SINUMERIK RS232 串口与CNC的PC部分通讯。
·ACM实时控制软件:集成在ACM控制单元的微处理器中。
·ACM用户画面接口:Windows用户图形界面用于配置和监控自适应控制过程。
ACM是一个实时自适应控制系统,实时采样机床主轴负载变化,据此自动调节机床进给率至最佳值。

西门子机床车间资源管理软件应用介绍-- 智能刀具和程序管理如果思考一下您浪费了多少时间寻找合适的刀具,或者估计有15%的刀具隐藏在公司某个角落而没有被记录,那么在制定优化策略时,对这些有价值的生产资源的透明度和智能管理,就具有重要意义。
在正确提供和管理NC 程序时,这一点基本上同样适用。
您想详细了解如何以最佳方式管理CNC机加工生产环境中的资源吗?根据日常任务中的下面六个示例,您可以识别工作流程中错误和延迟的典型来源。
好消息是,借助于西门子Manage MyResources资源管理软件,这些都是可以避免的。
作业规划、刀具和NC 程序中的智能制造资源管理可以彼此顺利分配,从而帮助您优化加工环境中的工作流程,有效组织刀具循环和刀具库存。
1. 管理刀具组件和完整刀具某些刀具稀缺吗?刀具库存中是否有太多昂贵的专用刀具?是否不清楚刀具适配器和刀具的位置?刀具数据是否不一致,或者刀具循环中的每个位置都不可用?刀具和刀具组件是重要资源,在作业规划中拥有全面概览至关重要。
要规划资源,需要在整个刀具生命周期内提供一致的数据,以便您始终知道特定刀具类型的重复项数量、位置和状况。
西门子Manage MyReourses/Tools刀具资源管理软件提供的中央概览功能,有助于跟踪库存,以避免库存过剩和库存不足,从而降低了刀具成本。
同时组件和完整刀具的数字主数据构成了刀具管理系统的基础,为后续备刀及刀具的测量和使用,提供统一的底层数据,保证数据的一致性防止出错,且有助于缩短刀具准备时间。
2. 规划刀具需求机床操作员是否首先必须搜索所需的刀具?这就是直接在机床上保留刀具库存的原因吗?在确定特定作业的刀具要求时,不清楚哪些刀具目前在哪台机床上?是否维护了刀具缓冲区,以确保按时提供所需的刀具?西门子Manage MyResources/Tools刀具资源管理软件支持对刀具需求的高效规划。
生成的刀具计划确定生产环境中已有哪些刀具。
西门子数控系统在机床中实施与应用摘要:在西门子数控系统研究过程中,需要了解西门子数控系统的具体特点和组成部件,对机床运行过程中西门子数控系统的具体应用情况进行了深入分析。
同时,需要从不同角度掌握西门子数控系统在机床应用过程中的升级改造要点,提升了西门子数控系统的发展水平。
关键词:西门子数控系统;机床运行;应用要点1西门子数控系统概述1.1系统概述西门子数控技术是一种集合数控技术,能够实现系统搜索、数字控制以及数控分析等各项功能。
对西门子数控系统软件进行进一步开发,有利于提升西门子数控系统的应用价值。
将西门子数控系统与自动化程序进行结合,可以提高界面控制系统与集成化控制系统的对接效果,从而实现做功循环、温度控制和供应补偿等不同功能。
目前,作为新型软件操作技术,西门子数控系统在技术水平不断提升的背景下,对资源的自动化应用也具有更加突出的优势。
将西门子数控系统划分成不同的操作模块对机械结构进行优化,同时加强软件开发设计工作是提高西门子数控系统创新水平的重要手段[1]。
1.2主要构成西门子数控系统是比较完善的控制系统,除了具有开发功能之外,还有较强的应用功能。
在系统数字化程序创新的背景下,推动西门子系统的综合发展是提高西门子数控系统应用水平的主要途径。
西门子数控系统的基本程序主要包括PLC程序、轮廓、信息传输界面以及操作控制等不同环节。
轮廓需要利用伺服控制完成做功补偿,在数控机床运行过程中,伺服补偿技术可以利用运转系统与机制执行系统对机电组合进行控制,利用做功完成控制与转换过程,对提升机床的整体运营效率有积极作用。
PLC程序以及AC程序具有数字运行功能,能够有效传达和执行产品传输、加工命令,在机床改造过程发挥至关重要的作用。
在综合控制环节,工作人员必须保证传统机床控制系统与数字化系统之间有效对接,才能够发挥西门子控制系统的作用。
而信息传输界面主要是发挥显示屏的作用,在满足用户需求的同时,发挥数字化系统的作用,保障机床的整体运行效率[2]。
技术与检测Һ㊀SINUMERIK828D数控系统的应用陈㊀慧摘㊀要:文章介绍了西门子SINUMERIK828D数控系统在CK1430数控车床上的应用㊂文章主要就CK1430数控车床应用SINUMERIK828D数控系统的电气控制设计进行讨论㊂关键词:SINUMERIK828D;数控车床;电气设计与调试一㊁引言随着机床行业的不断发展,数控系统作为其核心部分,也日新月异,功能越来越强大㊂各个系统厂家也纷纷推出一代又一代新系统,更加丰富自己产品的功能,更加人性化地从最终客户的角度出发研制产品㊂西门子公司作为其行业的领军者之一,更是推出了一款又一款,满足不同用户需求,适应各种环境的产品,产品应用于低端数控机床到高端数控机床的众多机型㊂西门子在2010年发布828D数控系统,在开发SINUMERIK828D开始,西门子就立足于研发一种面板的只用于铣床和车床控制系统的数控系统㊂这个系统汇聚了数控系统,PLC,HMI以及6轴测量控制回路在一个整体,同时,适用于不同的装配要求㊂SINUMERIK828D虽然外观小巧,但用途却很广泛㊂SINUMERIK828D具有很多高级数控功能,例如,坐标转换功能和强大的刀具管理功能,在满足多种功能需要的同时,又能够简单精简㊂SINUMERIK828D以其独特的图形化用户界面,非常适用于在车间制造使用㊂使用者不需要额外的参加众多训练,就能够进行快捷地测试㊁维修及维护工作,完成多种编程程序,控制机床等工作㊂二㊁电气配套系统选用CK1430数控车床的主要电气部件包含西门子SINUMERIK828D数控系统伺服装置和SINAMICSS120驱动单元㊂该类型驱动单元采用动态伺服控制(DSC)这一独特的闭环位置控制方式满足了最苛刻的动态响应要求㊂自适应式电流控制器可确保电机达到最佳特性,通过提高加速度,从而显著提高机床生产效率㊂智能滤波器几乎可以完全抑制机床的自然固有频率㊂除此以外,它还具有高精度三相实际值检测以及纳米级精度的实际位置值检测等功能,从而确保实现最佳工件表面质量㊂X,Z轴选用1FK7永磁同步电机,主轴采用1PH8鼠笼式异步电机,可实现无极平稳调试,最大转速可达10000rpm㊂采用S120Combi一体型驱动,可同时连接一个主轴,3个进给轴,同时可以增加扩展模块,最多可驱动5个进给轴㊂用一个驱动器同时带动主轴和伺服轴,为施工人员带来了接线的方便,增加了电柜的布置空间㊂三㊁驱动器调试(一)第一次系统上电时,系统会出现120402号报警,需要按确认键,进行自动配置驱动㊂驱动配置成功之后,进行保存驱动设备㊂(二)进行轴分配㊂轴分配功能可以帮助我们设置与驱动相关的轴机床数据㊂利用 Start-uptool 软件可以自动识别我们机床所安装的电机型号,从而能够自动设定机床数据,避免了我们手动设定数据时出现差错㊂(三)第二编码器配置㊂CK1430机床,除了本身主轴电机内部自带编码器,接入到驱动X201脚号上,还另外配备了西门子TTL方波编码器,这个另外配备的第二编码器同样需要通过 Start-uptool 软件进行配置㊂如果不通过软件,可以进行手动设置,相关参数如下㊂p0404[1]编码器类型选择㊀实际值㊀按位表示编码器的信号类型p0408[1]编码器线数㊀实际值㊀例:1024p0425[1]编码器零脉冲之间距离㊀实际值㊀例:1024MD30200NUM_ENCS㊀2㊀编码器个数MD30220[1]ENC_MODULE_NR㊀实际值㊀编码器模块号MD30230[1]ENC_INPUT_NR㊀2㊀编码器信号端口号MD30240[1]ENC_TYPE㊀1/4㊀1:增量/4:绝对值MD31000[1]ENC_IS_LINEAR㊀0/1㊀0:编码器/1:光栅尺MD31010[1]ENC_GRID_POINT_DIST㊀实际值㊀光栅尺节点距离MD31020[1]ENC_RESOL㊀实际值㊀编码器每转脉冲数MD31040ENC_IS_DIRECT㊀1㊀直接测量系统MD32110[1]ENC_FEEDBACK_POL㊀1㊀编码器反馈极性:1/-1四㊁PLC调试SINUMERIK828D集成基于SIMATICS7-200的PLC,采用梯形图编程方式可支持高达24000步指令语句,使用 Pro⁃grammingToolPLC828 进行PLC程序的编辑㊁诊断㊂在调试之前,我们需要:(1)设定参数,12986[0]=-1:第一个PP模521块生效;12986[6]=-1:机床控制面板生效㊂将机床的操作面板上的拨码开关,号码7,9,10拨为ON;电柜内部的I/O输入/输出模块,号码1,4,9,10拨为ON㊂做好以上两点保证了机床的输入输出量与系统的正常通讯㊂PLC编写时按照机床功能将PLC分写成各个子程序㊂通过这段PLC的编写,实现了机床自动每隔一段时间打一次润滑油的功能㊂时间的长短通过系统参数14510由用户自行设定㊂为了给机床维护㊁操作人员提供有效的诊断手段需要编写PLC用户报警㊂五㊁NC调试NC参数的调试,为了让机床充分发挥它的性能,满足对零件的加工需求,需要对它进行微调㊂主要参数有如下㊂31030丝杠螺距㊀31050电机端齿轮齿数(减速比分子)31060丝杠端齿轮齿数(减速比分母)㊀32000进给轴和主轴最高轴速度32010进给轴手动快速㊀32020进给轴和主轴手动速度35110主轴倍率前主轴每档最高给定速度㊀35130主轴经过倍率后主轴每档最高速度43220主轴主轴最高速度㊀36200进给轴和主轴最大速度限制,比MD32000大10%六㊁结语如何提升数控机床的质量,生产效率,可靠性,控制技术起到了重要的决定作用㊂数控机床的电气控制技术由于数控技术和计算机计算的飞速发展和生产工艺不断提出的要求也得到了飞速发展,并且形成了独立的系统㊂CK1430数控机床经过长时间的运行表明,依靠SINUMERIK828D及硬件线路和软件的高可靠性设计,故障率低,使用方便,稳定运行,生产效率高,并且获得了广泛的运用,取得了较好的经济效益㊂参考文献:[1]西门子公司828D简明调试手册[M].2011.[2]卓仕迪,数控技术及应用[M].北京:国防工业出版社,1997.作者简介:陈慧,南京菲尼克斯电气有限公司㊂(上接第61页)步伐,提升专业能力而强制实施的措施㊂一方面,政府应当继续严格实行继续教育制度,同时,创新建立相应的竞争淘汰制度,让会计人在竞争中成长㊂另一方面,会计人应当具有创新意识,重视提升自身能力,努力学习新的会计凯伦和新的技能,提高专业素质㊂(二)健全会计职业道德评价体系,培养会计人的自觉意识会计自觉包含以下两个方面的内容:一方面,自觉遵守法律法规;另一方面,会计从业人员的道德自觉㊂前者依赖于法律的强制性,后者则取决于会计从业人员自身素质㊂建立会计人员职业道德评价体系,对于了解会计人具有重要意义㊂进行会计人员职业道德评价体系是应该以社会舆论㊁传统习惯㊁会计人员职业道德标准为目标,以会计人员的行为和品质为主要对象,运用多种范畴对会计人员的职业行为进行评判㊂同时,大力宣传表彰广大会计人员在道德活动当中的优秀和先进的事例,严格打击在会计职业过程中的不道德的行为,打击会计领域的犯罪行为㊂(三)提升中国国际地位,积极引导国际会计准则的制订在 一带一路 的推动下,中国必将成为世界经济的领导者,居于世界经济核心地位㊂中国不能被动成为国际会计规则的接受者,而要积极推动国际会计改革,提升国际会计事务话语权,成为国际会计规则的建设者和维护者,重构国际会计秩序,使国际会计准则体现中国价值观及利益诉求,国际会计框架体现中国会计范式㊁中国会计理念㊁中国会计元素㊂在这个背景下,必须要弘扬中国会计文化,将中国传统会计文化理念传播到全世界㊂中国会计有必要自觉影响和引导国际会计准则的制订㊂中国在国际上的相对经济实力和国际地位决定了中国有可能拥有相应的国际会计准则制订话语权㊂尤其是 一带一路 倡议的推出,中国会计自觉参与国际会计准则的制订与修订,主动通过各种国际会计活动弘扬中国会计文化和中国会计精神,塑造和发挥中国会计影响力㊂参考文献:[1]刘婷婷.结合十九大谈会计自觉[J].财会学习,2018(20).[2]王可.浅谈会计自觉[J].财会学习,2017(17):117.[3]周昕瑜.浅谈会计自觉:面包和操守的抉择[J].财会学习,2016(15):139.[4]王开田.现代会计角色论:从企业的性质看会计的地位与扮演的角色.会计研究1998(2):26-30.[5]王开田,胡晓明.2006.中国会计国际化与国际会计中国化的文化思考.会计研究(7):72-76.[6]王开田,吴艾莉.2016.关于国际会计中国化的思考[N].光明日报,2016.[7]吴艾莉,王开田.2016. 一带一路 倡议与我国高等会计教育改革取向.中国高等教育(22):54-56.作者简介:潘艳,南财会计学研究生㊂621。
SIEMENS系统数控车床与车削中心编程1. 简介SIEMENS系统是一款用于数控车床和车削中心编程的软件系统。
它的主要功能包括程序编辑、加工参数设定、加工路径规划、轴向运动控制等。
通过SIEMENS系统,操作者可以轻松地编写和控制机床进行各种加工作业。
2. 编程语言SIEMENS系统使用一种专门的编程语言来描述加工路径和操作步骤,该语言称为SIEMENS编程语言。
SIEMENS编程语言基于G代码,但具有一些特定的语法和指令。
通过编写SIEMENS编程语言的程序,操作者可以指导机床按照特定的路径和刀具进行加工。
SIEMENS编程语言包括以下常用的指令和参数:•G代码:用于控制加工方式和刀具轨迹。
•M代码:用于控制机床的辅助功能,如冷却液、主轴转速等。
•S代码:用于设定主轴转速。
•T代码:用于设定刀具。
•F代码:用于设定进给速度。
•X、Y、Z代码:用于设定坐标轴位置。
3. 编程流程使用SIEMENS系统进行数控车床或车削中心编程的一般流程如下:1.确定加工零件的尺寸和材料。
2.设计加工路径和工装夹具。
3.编写SIEMENS编程语言的程序,包括G代码、M代码和刀具设定等。
4.导入程序到SIEMENS系统中。
5.设置机床的工作坐标系和工件坐标系。
6.进行刀具校对和工装夹具校对。
7.开始加工作业。
4. 编程示例下面是一个简单的SIEMENS编程语言的示例程序,用于控制机床进行简单的车削操作:%PROGRAMSTARTN10 G90 G21 G50 S1500 M3 ; 绝对坐标、毫米计量单位、刀具报警、主轴转速1500N20 G54 ; 工件坐标系设定N30 T0101 ; 刀具设定N40 G00 X30. Y0. Z10. ; 刀具定位N50 G01 Z-10. F200. ; 刀具下刀,进给速度200N60 X50. Y10. ; 横向切削N70 X30. Y20. ; 前进N80 Z10. ; 刀具抬刀N90 G00 X0. Y0. Z50. ; 回原点N100 M5 ; 主轴停止%PROGRAMEND5. 注意事项在使用SIEMENS系统进行编程时,操作者需要注意以下事项:•仔细阅读机床和SIEMENS系统的操作手册,了解相关的功能和操作流程。
西门子专用开发软件OEM在数控系统的应用
在数控领域,目前使用的控制系统一般为通用型,如车床,铣床,加工中心等,但对一些特殊的机床如专用磨床,专用位置控制设备等都需要有自己的专用界面,这样便于对设备的操作,管理。
这些界面必须用专用开发软件由设备制造,改造商开发。
西门子提供的专用开发软件OEM是专门用于对标准型数控系统进行二次开发。
其种类有:
WS800A软件:应用于西门子数控系统805/810/820/850/880/840C(DRDOS);
MMC103 OEM软件:应用于西门子数控系统810D/840D/FMNC使用的MMC103;
NC OEM软件:应用于西门子数控系统810D/840D NCU;
这里只介绍MMC103 OEM(下面简称OEM)的应用。
1、OEM主要功能
OEM开发软件一般由机床制造厂,机床改造商使用,根据用户需求,设计MMC103上各种机床界面。
它能完成:
NCU中各种变量的访问,如刀偏,零偏,轴坐标值等;
R参数的访问;
PLC中各种变量的访问,如I/O口,标志区M,数据块DB等;
NCU中文件读取;
MMC103中文件读取;
利用VB,C++设计应用界面,如显示数据,图形;输入数据;管理文件及对外部的控制等;
2、OEM开发环境
MMC103 OEM开发软件安装于PC微机上,在WINDOWS95下,使用VB,C++语言,利用OEM提供的DDE接口,访问NCK,PLC,MMC103变量及文件并支持中文系统。
各种软件的功能:
MMC103 OEM开发软件,完成各界面的定义;
C++软件,完成各种语言界面的生成;
VB软件,完成画面设计,变量访问,计算等;
3、OEM的应用
MC103界面的二次开发设计。
为便于说明,首先介绍一下某专用设备的情况:机床有9个坐标轴、工控机测量系统、专用传感器检测系统、气动真空系统及控制系统840D+FMNC。
控制系统的功能是实现精确位置控制和与各系统间动作的逻辑顺序控制,使之协调一致。
其中:
840D完成对7个数字伺服轴(X,Y,Z,C1,C2,C3,W1)的控制;
FMNC完成对2个模拟伺服轴(W2,W3)的控制;
工控机测量系统由各种传感器等组成,实现工件在空间非接触测量。
控制系统接收测量值并控制9个轴的运动轨迹;
专用传感器检测系统用于连续变化的物理量(力、温度等)信号的采集,向控制系统提供多路模拟量和多路数字量信号。
控制系统能对力、
温度等信号的连续变化做出快速响应,以便数据的实时采集。
其系统总体配置原理图如下:
它对MMC103界面的要求:
实时显示9个轴(X,Y,Z,C1,C2,C3,W1,W2,W3)的位置值;
实时显示力、温度值的变化,并根据信号值的大小对轴的运动实施控制;
实时显示工件空间位置;
实时显示各工件的相对位置;
设置各工件相关参数;
动态工作曲线;
4、OEM应用领域
OEM软件是为设计人员提供的进行人机界面二次开发的工具。
设计人员可根据用户需求设计出功能灵活多样,画面丰富的应用程序。
因此它应当在专用机床,专用控制系统中有着广泛的应用空间。
如大型轧辊磨床,凸轮磨床,曲轴磨床,专用磨床,特殊的加工中心,专用控制设备等。
目前,OEM已应用在大型轧辊磨床和专用控制设备上。
北京天拓四方科技有限公司。