数控机床附件铣头坐标转换和CYCLE800的应用复习课程
- 格式:doc
- 大小:891.50 KB
- 文档页数:22

数控铣床实训教案——坐标变换编程一、教学目标1. 理解数控铣床坐标变换编程的基本概念。
2. 学会使用数控铣床进行坐标变换编程操作。
3. 掌握坐标变换编程在实际加工中的应用。
二、教学内容1. 数控铣床坐标变换编程概述坐标变换编程的定义坐标变换编程的作用2. 坐标变换类型平移变换旋转变换缩放变换3. 坐标变换编程操作步骤输入坐标变换参数编写坐标变换程序执行坐标变换操作4. 坐标变换编程实例简单零件的坐标变换编程复杂零件的坐标变换编程三、教学方法1. 理论讲解:通过PPT、教材等资料,讲解数控铣床坐标变换编程的基本概念、坐标变换类型及操作步骤。
2. 实操演示:教师在数控铣床上进行坐标变换编程操作,学生观看并学习。
3. 学生实操:学生分组进行数控铣床操作,实践坐标变换编程,教师巡回指导。
4. 案例分析:分析实际加工中的坐标变换编程案例,提高学生应用能力。
四、教学评价1. 课堂提问:检查学生对数控铣床坐标变换编程的理解程度。
2. 实操考核:评估学生在数控铣床上的操作熟练程度及坐标变换编程能力。
3. 案例分析报告:评估学生对坐标变换编程在实际加工中的应用能力。
五、教学资源1. PPT、教材等教学资料。
2. 数控铣床及其操作设备。
3. 坐标变换编程实例零件图。
4. 编程软件及相关工具。
教案编写完毕,仅供参考。
如有需要,请根据实际情况进行调整。
六、教学过程1. 课前准备:检查数控铣床设备及工具,确保正常运行。
2. 课堂讲解:讲解坐标变换编程的基本概念、类型及操作步骤。
3. 实操演示:教师在数控铣床上进行坐标变换编程操作,展示操作过程。
4. 学生实操:学生分组进行数控铣床操作,实践坐标变换编程。
5. 案例分析:分析实际加工中的坐标变换编程案例,讨论操作技巧。
6. 课堂总结:回顾本节课所学内容,解答学生疑问。
七、教学反思1. 教师课后总结:反思教学过程中的优点和不足,提出改进措施。
2. 学生反馈:收集学生对教学内容的反馈,了解掌握程度。



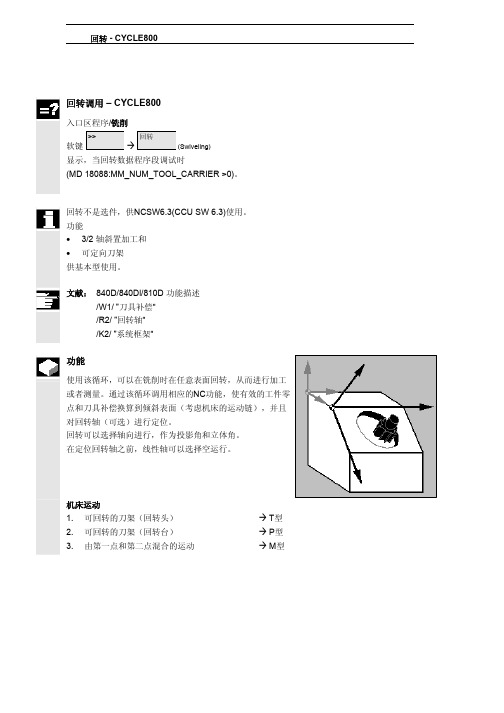
回转 - CYCLE800回转调用 – CYCLE800 入口区程序/铣削软键Æ显示,当回转数据程序段调试时(MD 18088:MM_NUM_TOOL_CARRIER >0)。
回转不是选件,供NCSW6.3(CCU SW 6.3)使用。
功能• 3/2 轴斜置加工和• 可定向刀架供基本型使用。
文献: 840D/840Di/810D 功能描述/W1/”刀具补偿“/R2/”回转轴“/K2/”系统框架“功能使用该循环,可以在铣削时在任意表面回转,从而进行加工或者测量。
通过该循环调用相应的NC功能,使有效的工件零点和刀具补偿换算到倾斜表面(考虑机床的运动链),并且对回转轴(可选)进行定位。
回转可以选择轴向进行,作为投影角和立体角。
在定位回转轴之前,线性轴可以选择空运行。
机床运动1. 可回转的刀架(回转头)Æ T型2. 可回转的刀架(回转台)Æ P型3. 由第一点和第二点混合的运动Æ M型回转 - CYCLE800重要在主程序中第一次调用回转循环之前,必须编程一个刀具(刀沿D>0)和零点偏移(NPV),用此刀沿对工件进行刮痕或者测量。
在此回转循环中,该零点偏移转换到相应的加工平面中,值保持不变。
平移和旋转部分在系统框架(回转框架)、刀具框架(TOOLFRAME)、刀架(PARTFRAME)和工件框架(WPFRAME)中存储(参见HMI->参数,有效NPV)。
回转循环考虑当前的加工平面(G17, G18, G19)。
回转到一个加工表面回转一个辅助平面时始终有3步:• 在旋转之前平移基准点(根据TRANS 或者 ATRANS)• 旋转(根据AROT 或者 AROTS)• 在旋转之后平移(根据ATRANS)平移或者旋转与机床无关,它们与工件坐标系X/Y/Z相关。
在回转循环中不使用可编程的框架。
在附加回转时考虑由用户编程的框架。
如果回转到一个新的回转平面,则删除可编程的框架(TR ANS)。
CYCLE800的参数设置和使用方法SIEMENS 840D数控系统提供的CYCLE800固定循环可以实现工件坐标转换功能(Swiveling)。
本文以具有旋转工作台的4轴加工中心或镗床为例,简单介绍CYCLE800的参数设置和使用方法。
关键词:SIEMENS 840D CYCLE800 坐标转换零点跟踪SIEMENS 840D数控系统提供的CYCLE800固定循环可以实现工件坐标转换功能(Swiveling),适用于具备数控转台或能立卧转换的数控角铣头的机床。
零点跟踪功能就是坐标转换的一个应用。
理论上在加工程序中只使用一个工件坐标系,如G54,结合CYCLE80就可以实现多个面的加工,这样就简化了加工程序的编程,减少了人工计算量。
在手册中CYCLE800对系统软硬件配置的要求是:人机界面用PCU20或PCU50,版本SW6.02;NCK版本SW6.3或以上。
本例的机床配置是:PCU20 SW6.02NCK SW6.43个直线轴,X、Y、Z1个旋转轴B,作为数控转台这是卧式加工中心或镗铣床基本的配置,设置和使用CYCLE800比较简单。
1.零点跟踪的概念如P0是机床零点,P1是工件坐标系零点,工件绕P0点旋转90°后P1变成P2。
如果将P1的机床坐标作为G54零点,工件经过移动或旋转,P2自动成为新的G54零点,这就是零点跟踪。
此时如果执行NC指令:G54 G00 X0 Z0则坐标轴运行到P2点。
2.机床零点的设置为了便于CYCLE800的应用,应将X轴和Z轴的机床坐标零点设置在转台(B轴)回转中心。
可以通过修改机床参数MD34100,使X轴的零点对准转台中心;Z轴的零点在主轴端面对准转台中心的位置。
在Z轴方向,不论是转台固定,主轴移动;还是主轴固定,转台移动都是一样的,即主轴趋近转台的方向为负,远离转台的方向为正。
3.参数设置MD18088$ MN_MM_NUM_TOOL_CARRIER=1MD30455$ MA_MISC_FUNCTION_MASK[AX4]=05H ;B轴参数说明:MD18088置1后,系统会生成$TC_CARR1至$TC_CARR40共40个系统变量,用于CYCLE800功能的设置。
数控机床铣头附件坐标转换和CYCLE800的应用一 .课题的提出和要求随我公司三轴联动龙门式数控机床产品技术的发展及用户工艺加工要求的提高和扩大,现有的数控机床铣头附件控制功能已不能满足用户的使用要求。
主要问题是,自动化更换机床铣头附件中,未能实现被加工工件参考坐标系的连续性转换;每次更换机床铣头附件后,只能中断加工程序进行手动重新设置加工工件参考坐标系的零点位置,且无法实现倾斜面的加工。
此问题影响到数控机床连续加工性、加工精度和加工效率。
因此已有不少购买我公司数控机床产的用户要求,数控机床更换铣头附件后自动实现加工工件参考坐标系的零点位置的自动设置、几何轴的旋转角度和当前加工坐标系平面的刀具补偿。
数控系统针对数控机床技术的发展的现状和用户要求,我们提出了建立在SEIMENS840D数控系统下的《数控机床铣头附件坐标转换和CYCLE800的应用》的研发课题。
本课题首先是,用来解决铣头附件坐标转换问题,提高我公司数控机床自动性能,扩大加工使用范围,以适应市场的需求,满足用户要求;其二是,进一步掌握数控机床的复杂的坐标转换技术,为在其他种类的数控机床和数控系统(例如,五轴联动数控机床、带附件铣头和旋转工作台数控镗铣加工中心和FANUC、FIDIA数控系统等)上的坐标转换技术应用打下基础,为今后的数控机床产品发展做好技术准备。
该课题的要求是:1.数控机床直角铣头、万能铣头和加长铣头附件的相对固定的Z轴滑枕上的坐标参考点的坐标平移和旋转(坐标转换)。
2.坐标转换后,刀具方向可根据坐标转换前所的加工平面(G17、G18、G19)定义新的刀具方向,以进行刀具长度和半径补偿。
3.能铣头坐标转换的几何轴回转具有三种模式,既逐轴、投影片角和立体角模式。
4.铣头附件的转动:手动和自动。
5.实现可编成的坐标转换下的铣头附件绝对的坐标转换。
二.课题国内现状简析虽然目前国内所使用的带附件铣头数控机床数量不少,但尚未发现使用数控机床铣头附件坐标转换功能。
使用万能附件铣头,回转C和B摆来确定刀具定向时,仅是回转几何同过手动来确定工件具有坐标系零点。
除五联动数控机床TPCR(刀具定向,具有结构动态补偿)功外,部分进口带附件铣头数控机床具有铣头附件坐标转换功能,而此功能是制造商用可编成几何坐标加工指令做成,使用受一定条件的限制。
鉴于国内数控机床前景及铣头附件坐标转换功能的重要性,已有厂家开始研发此项功能,借此提高数控机床的产品性能,以得到好的市场回报。
就数控系统发展而言,NC的功能性在逐渐提高,如在结构补偿中增加了附件坐标转换功能,FIDIA数控系统是这样,在三轴联动数控机床功能上设定虚拟轴来实现附件坐标转换功能;SEIMENS840D数控系统才用的是静态的框架结构补偿。
各数控系统在逐渐增加框架结构补偿功能性,因此数控机床铣头附件坐标转换作为NC的功能,其使用更加灵活和可靠。
三.解决方案通过对SEIMENS840D系统功能研究,有如下三种方案进行比较。
1.方案一,使用可编程的坐标转换,坐标旋转简便,但平移计算复杂,控制程序庞大而复杂,实现较为困难。
2.方案二,使用NC附件坐标转换功能,主要由两个部分。
一是绝对式的附件坐标转换功能(TCOABS)。
用于实现附件坐标转换平移补偿,转换后的工件和刀具坐标没有被旋转,仅刀具长度沿附件旋转角度定向。
坐标可过工件坐标旋转(PAROT)和刀具坐标旋转(TOROT)功能进行转动;TOROT功能按被附件坐标转换激活的角度定向刀具,同时覆写系统工件坐标变量$P_TOOLFR,使工件坐标发生旋转。
其二是相对于可编程的坐标旋转的附件坐标转换(TCOFR),用于实现附件坐标转换按可编程坐标旋转角度进行。
刀具补偿是根据变换前所在的平面(G17、G18G或19)被定位于新的坐标系中。
坐标旋转较为灵活,有逐轴、投影和立体角等转换方式,可根据附件的姿态和加工件灵活使用。
不足的是,没有介面支持,配置困难使用灵活性差。
3.方案三,使用CYCLE800功能循环程序。
由CYCLE800功能循环程序参数编辑界面、配置界面和CYCLE800程序(CYCLE800.SFP、TOOLCARR.SFP)组成,使用和设置灵活方便。
功能方面,主要是可编程的坐标旋转的附件坐标转换(TCOFR)、自动功能方式。
CYCLE800功能循环程序按铣头附件的摆动角(C和B角)先做工件坐标变量$P_WPFRAME($P_WPFR)角度设置进行坐标旋转,再进行可编程的坐标旋转的附件坐标转换(TCOFR、TCOFRY、TCOFRX)。
但无法使用绝对式的附件坐标转换功能,TCOABS功能CYCLE800功能循环程序中仅用做第二旋转轴为斜轴时的角度计算。
4.方案四,使用方案三结合方二案中的绝对式的附件坐标转换功能。
我们经对我公司数控机床铣头附件和用户的要求实验分析及上述方案比较,认为采用方案四是合理的。
四.方案分析1. 绝对式的附件坐标转换功能绝对式的附件坐标转换功能(TCOABS)使得工件坐标产生平移,刀具长度沿附件旋转角度定向,转换矢量见图1。
附件参考点是被设定在滑枕的断面上,是所有铣头附件的参考点。
L1:附件参考点至第一旋转轴的轴线矢量。
L2:第一旋转轴的轴线至第二旋转轴的轴线矢量。
L3:在第二旋转轴上的摆的长度矢量。
V1和V2:旋转轴线的角度矢量。
系统变量:$TC_CARR13[m] =“第一旋转轴的角度”$TC_CARR14[m] =“第二旋转轴的角度”$TC_CARR21[m] =“C”;第一旋转轴的轴符。
$TC_CARR22[m] =“B”;第二旋转轴的轴符。
$TC_CARR23[m] = “T”;定义刀具旋转。
$TC_CARR30[m]、$TC_CARR31[m]:第一旋转轴的正负角度限制。
$TC_CARR32[m]、$TC_CARR33[m]:第二旋转轴的正负角度限制。
$TC_CARR1[m]~ $TC_CARRm12m],$TC_CARR15[m]~$TC_CARR17[m] 是根据铣头附件的结构来设置L1、L2、L3、V1、V2矢量。
这些参数可通过CYCLE800程序的配置界面进行设定。
V1或V2旋转轴线的角度矢量在非平行于任何机床坐标轴,刀具方向相对于转换前的坐标的角度,通过PAROT功能后的系统坐标变量$P_PARTFRAME来确定。
当$TC_CARR13[m] 和$TC_CARR14[m]均为零时,附件坐标转换按$TC_CARR21[m] 和$TC_CARR22[m] (C和B轴)设定轴的实际位置角度计算。
自动方式下,C和B轴(模态方式)旋转角度有一定的范围,需设置$TC_CARR30~33参数。
NC在附件坐标转换功能中计算旋转方向和角度。
由变量$P_TCSOL读出计算状态,1是输入角度正确,2是存在第二解析,输入角度要通过读变量$P_TCANG[3]和$P_TCA NG[4]来修正。
3是入角度超出限制。
绝对式的附件坐标转换功能按图2配置。
图2中,附件参考点与第一旋转轴的轴线上的旋转点重合,矢量合为零(不包括刀具长度),转换后的附件补偿量在WCS中位移量为零,其类似“三轴到五轴转换功能”中的工件坐标的补偿矢量Po作用(区别是,前者为静态而后者为动态)。
2. CYCLE800功能循环程序图2中,附件坐标转换后,工件坐标的Z轴垂直于被加工的平面,这是典型的倾斜加工方式,CYCLE800功能循环如是。
根据所使用的铣头附件结构,用CYCLE800功能循环程序配置界图3图4面功能,设置图2(或图1)中矢量参数、铣头附件号、回缩方式、刀尖跟踪方式等。
界面编辑见图3、4。
附件坐标转形式:设置变量$TC_CARR23[m],T刀具旋转;P 工作台旋转;M刀具和工作台旋转。
矢量参数:设置变量$TC_CARR1[m]~ $TC_CARRm12m]、$TC_CARR15[m]~$TC_CARR17[m]。
铣头附件号:$TC_CARRn[m]中的值。
回缩方式:附件坐标转换前铣头附件沿Z轴(或X、Y)回退。
刀尖跟踪方式:使用“三轴到五轴转换功能”(TRAORI)。
TRAORI 功能启动后,WCS中的坐标值是刀尖的位置,故CYCLE800功能循环程序形式参数X0、Y0、Z0、X1、Y1、Z1不起作用。
坐标旋转仅为逐轴方式。
说明的是,使用TRAORI后再用附件坐标转换不方便,用RPY angle、Euler angle和Direction vector方式之一是合理的。
旋转角度限制轴的选择(Direction):根据CYCLE800功能循环中参数旋转轴的方向,是用于第一旋转轴或第二旋转,与CYC LE800程序形式参_DIR结合使用。
自动或手动方式(Mode):C和B轴的手动转动和自动转动。
旋转角度限制(Angle area):旋转角度的范围。
旋转记录:附件坐标转换后,产生一文件TC_LOG.MPF,记录坐标转换数据。
使用附件坐标转换要进一步对CYCLE800功能循环中参数设定,见图5。
图5铣头附件名:配置界面设定的铣头名称。
回退轴(Retract):附件坐标转换前铣头附件沿Z轴(或X、Y、Z和不回退)回退。
转换后的再旋转(SCHWENKEN):老的坐标转换在附件坐标转换后进行。
“Yes”是对老的坐标平面(swivel plane)起作用。
附件坐标转换计算角度=老的坐标平面角度+可编程坐标平面角度+A、B(C)角度。
坐标转换角度=老的坐标平面角度+可编程坐标平面角度。
坐标平面(swivel plane):新的--附件坐标转换前老的附件坐标转换被删除及不存在可编程坐标转换。
老的—建立在老的附件坐标转换及可编程坐标转换的附件坐标转换。
附件坐标转换计算角度和坐标转换角度=老的坐标平面角度+可编程坐标平面角度+A、B(C)角度。
旋转前参考点(Ret point X0\Y0\Z0):附件坐标转换前的WCS零点。
旋转方式(swivel mode):有逐轴、投影角和立体角三种。
旋转轴(Rrot around):一、二旋转轴绕几何坐标轴(X、Y、Z)的定义。
第三几何坐标轴未定义。
立体角方式下此参数的定义无意义。
旋转角度(A\B\C):铣头附件旋转角度。
旋转后参考点(Zero point X1\Y1\Z1):附件坐标转换后的WCS零点。
轴的旋转方向(direction):自动方式下,有正、负和最短距离方式。
刀尖跟踪方式(Tracking TL):在配置界面中设定。
CYCLE800功能按旋转方式输入角度,进行可编程的坐标旋转设置和变换。
立体角坐标旋转、刀具在Z轴方向和手动旋转方式,其主要转换程序段如下:N100 G17;选择加工平面。
N200 _WPFR=CTRANS(X,X0,Y,Y0,Z,Z0):CROT(C,“C轴的输入角度”):CROT(B,“B轴的输入角度”): CTRANS(X,X1,Y,Y1,Z,Z1); 立体角和平移量输入到中间坐标变量。