课题二(焊条电弧焊板V型坡口单面焊双面成形平位对接焊).doc
- 格式:doc
- 大小:216.51 KB
- 文档页数:7
V形坡口板对接立焊
(焊条电弧焊单面焊双面成形)
教案
工作任务页
V形坡口板对接立焊(焊条电弧焊单面焊双面成形)
本次学习内容定位
《焊工工艺学》第三版P52-59“焊接接头类型及焊缝形式”P59-68“焊接工艺参数”部分容
《焊工技能训练》P15-23“板对接平焊”P24-30“板对接立焊”部分内容
任务一
本次学习所需要的理论基础知识-
1、根据焊缝位置把焊接分为:平焊,横焊,立焊,仰焊几种焊接位置
2、与平焊相比较,立焊最大的困难是什么:铁水下淌,不易控制熔池
3、为什么要开坡口,开坡口焊接打底时,要特别注意什么:开坡口的目的是为了焊透,在打底焊时,要注意不能焊穿
任务二
板对接立焊的工艺参数(焊机型号WS-400,试板厚12mm,开60°V形坡口,焊条型号结422,¢3.2,¢4.0)
1、通过学习在下表中列出本次焊接所需的焊接工艺参数,思考为什么。
2、想一想,如果把焊条换成结517,上表中哪些参数要作相应的变化
任务三板对接立焊的操作步骤和注意事项。
v形坡口对接横焊单面焊双面成形焊缝的方法分析摘要:采用v形坡口单面焊双面成形方法焊接时,第一层焊缝背面常产生缺肉和缩孔。
为了解决这一问题,经过多次焊接试验并结合学生多次训练,总结出一种解决的方法:利用灭弧法时采用两点击穿灭弧法,焊接时焊条与焊缝的夹角在30°左右,结合月牙形断弧焊操作法,使电弧能深入到熔池根部和背面,加强了对熔池正反两面的保护,,从而消除了单面焊双面成形焊缝背面出现的缺肉和缩孔。
关键词:单面焊双面成形;焊缝背面;缺肉和缩孔;焊条角度正文采用单面焊双面成形技术,是不能进行双面焊接的重要部位时采用的一种焊接方法。
在焊工资格证考试等操作中,经常采用此技术,主要是因为对单面焊双面成形操作技术的掌握有一定的难度。
尤其对大专、技校学生来说,掌握此技术是关键。
此技术的难点就是第一层的焊缝的焊接。
在以往的教学中,由于对焊接工艺参数不够重视,仅凭自己的经验来传授给学生,焊条的角度不确定,甚至焊条垂直指向被焊母材,这种操作方法在焊接过程中因为熔池不易观察和控制,所以在焊缝的背面易产生未焊透和未熔合,或产生余高超高、焊瘤等焊缝缺陷。
焊缝收尾处因冷却速度过快产生缺肉和缩孔等,造成焊缝不合格。
很多同学在训练中,都有此现象出现。
根据这种情况,本人经过深研焊接方法,利用教材的焊接工艺,反复试验,总结出一种解决的方法:利用灭弧法时采用两点击穿灭弧法,焊接时焊条与焊缝的夹角在25°~30°,结合月牙形断弧焊操作法,使电弧能深入到熔池根部和背面,加强了对熔池正反两面的保护,,从而消除了单面焊双面成形焊缝背面出现的缺肉和缩孔。
在对学生进行训练中,全部掌握了这种方法。
这种方法不但用于板材焊接,还可以用于管材和管板等方法的焊接。
在实际焊接时,对不同的焊接方法,合理的选择焊接工艺参数是获得良好的焊缝成形、合格的焊缝质量的必要保证。
v形坡口对接横焊单面焊双面成形方法焊接时,板厚10mm,焊条电弧焊的主要参数有焊条直径、焊接电流、电弧电压。
任务五V形坡口立对接☆☆☆学习目标1.学会钢板立位焊条电弧焊单面焊双面成形的操作要领。
2. 能叙述焊条电弧焊焊接设备的基本构造、原理和调节方法。
3. 焊缝外观尺寸达到目标测试要求。
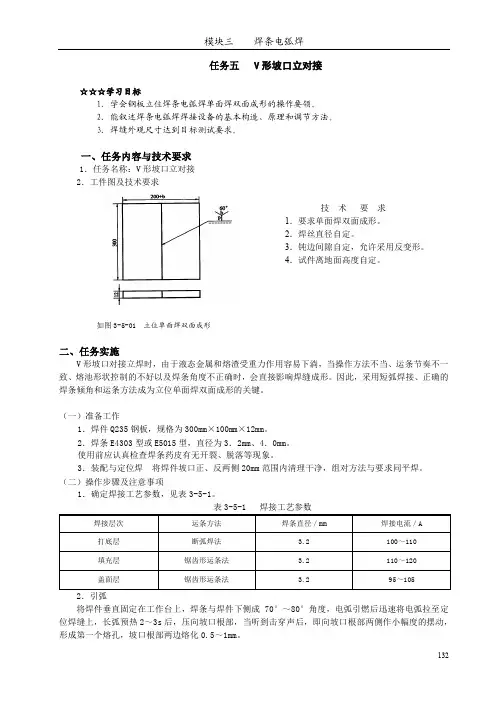
一、任务内容与技术要求1.任务名称:V形坡口立对接2.工件图及技术要求1.要求单面焊双面成形。
2.焊丝直径自定。
3.钝边间隙自定,允许采用反变形。
4.试件离地面高度自定。
如图3-5-01 立位单面焊双面成形二、任务实施V形坡口对接立焊时,由于液态金属和熔渣受重力作用容易下淌,当操作方法不当、运条节奏不一致、熔池形状控制的不好以及焊条角度不正确时,会直接影响焊缝成形。
因此,采用短弧焊接、正确的焊条倾角和运条方法成为立位单面焊双面成形的关键。
(一)准备工作1.焊件Q235钢板,规格为300mm×100mm×12mm。
2.焊条E4303型或E5015型,直径为3.2mm、4.0mm。
使用前应认真检查焊条药皮有无开裂、脱落等现象。
3.装配与定位焊将焊件坡口正、反两侧20mm范围内清理干净,组对方法与要求同平焊。
(二)操作步骤及注意事项1.确定焊接工艺参数,见表3-5-1。
表3-5-1 焊接工艺参数2.引弧将焊件垂直固定在工作台上,焊条与焊件下侧成70°~80°角度,电弧引燃后迅速将电弧拉至定位焊缝上,长弧预热2~3s后,压向坡口根部,当听到击穿声后,即向坡口根部两侧作小幅度的摆动,形成第一个熔孔,坡口根部两边熔化0.5~1mm。
1323.打底焊(1)起头方法:建立溶池底座后采用断弧法转入正常焊接。
(2)运条方法及焊条角度。
如图3-5-02 焊条角度、运条方法如图3-5-03 熔孔尺寸运条方法:如图,从坡口一侧引燃电弧,移动坡口另一侧交替地引燃和熄灭。
要领:听声音(电弧穿透坡口的声音)打熔孔(熔孔尺寸约0.8mm。
大小均匀,孔距一致)如图3-5-03 (3)接头方法:引弧位置在离末尾熔池5~6mm接缝。
编号:KJX/D 17-10(2-2)1、了解 本课题存在的风险识别、设备使用原理、板平位对接焊焊工艺参数选择、焊接要求等 。
2、明确板平位对接焊的操作步骤、操作工艺要点以及操作技术、评分标准。
1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性中毒⑥着火。
2.防范措施 ------①着装符合要求,按操作规程正确操作,不许赤手触摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡住面部或佩戴平光镜,以免手、面部和眼睛烫伤。
②防触电措施到位,不能赤手更换焊条。
③正确掌握引弧方法,正确处理电焊面罩漏光问题,避免弧光伤眼。
④操作时特别注意发生短路(如粘焊条、地线与焊把线直接接触),防止焊机过热而烧毁。
⑤改善通风装置、充分发挥自然通风、合理安排中间休息⑥按操作规程操作,工作人员和学生熟悉消防器材的位置和正确使用方法。
课题二 SMAW 焊板V 型坡口单面焊双面成形平位对接焊( 49 学时)一、实习目的二、风险识别1、焊机原理:⑴ 焊机型号(尽量图片解释)ZX7-315焊机 ⑵ 焊机调试:电流、电压、电弧推力、起弧电流的调节方法;电源极性的调节; ⑶ 注意事项:风险识别中已提到。
2、常用工具: (尽量图片解释)角向磨光机;钢丝刷;敲渣锤。
(一) 焊前准备及试件装配焊前准备1、试件材料: 20 钢或 16Mn 。
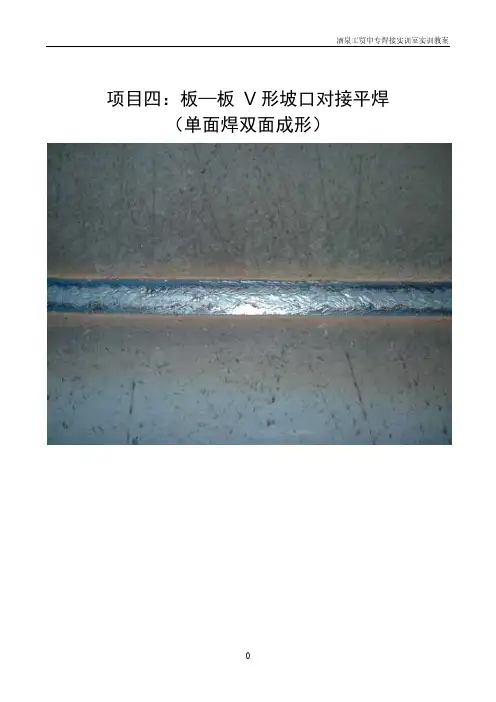
2、试件尺寸: 300mm ×200mm ×12mm ;坡口尺寸:60°V 形坡口,如图 1 一 1 所示。
3、焊接要求: 单面焊双面成形。
4、焊接材料: E4303 (结 422 )或 E5015 (结 507 ) ,直径¢3.2 mm 和¢4.0 mm ,焊条烘焙 350 ~400 ℃(结 507) ,恒温2h ,随用随取。
5、焊机 : ZX7 一 315 型或 ZX7- 400型。
图1 一 1 V 形坡口对接平焊试件图试件装配四、实习内容三、设备原理、工具1、试件的清理:清除坡口面和坡口正反两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
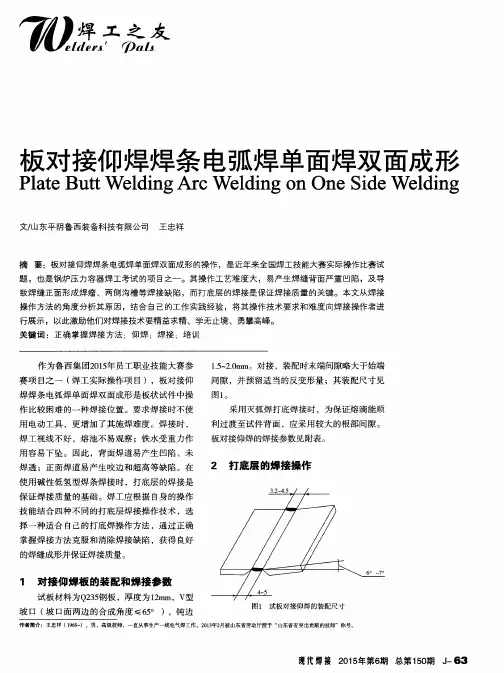
V形坡口单面焊双面成形技能教学作者:李歆来源:《科教导刊》2012年第06期摘要本文对“V形坡口单面焊双面成形”这一重点课题的学习目标、技能要求、教学环节、教学过程、教学评价等环节进行分析和总结,提出切实可行的理论、实践一体化教学模式,教学效果良好。
关键词单面焊双面成形技能教学理论实践一体化中图分类号:G424 文献标识码:AV Groove of one Side WeldingSkill TeachingLI Xin(Shaanxi Shangluo Technical School, Shangluo, Shaanxi 726000)Abstract In this paper, "V groove of one-side welding with back formation" the key task of learning objectives, skills, teaching process, teaching process, teaching evaluation and other aspects of the analysis and the summary, proposes the practical and feasible theory, practice integrated teaching mode, the teaching effect is good.Key words single-side welding double-side; molding skill teaching; the integration of theory and practice0 前言“V形坡口单面焊双面成形”是焊工技能教学中的一个重点课题,学生对单面焊双面成形技能的掌握情况直接影响到后续技能学习的效果,对学生操作技能的形成和快速提高至关重要。
因此,我校在技能实训教学中安排足够课时,穿插理论教学,采用示范、讲解、讨论与学生动手操作实践相结合的教学方法,取得了较好的教学效果。
编号:KJX/D 17-10(2-2)1、了解 本课题存在的风险识别、设备使用原理、板平位对接焊焊工艺参数选择、焊接要求等 。
2、明确板平位对接焊的操作步骤、操作工艺要点以及操作技术、评分标准。
1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性中毒⑥着火。
2.防范措施 ------①着装符合要求,按操作规程正确操作,不许赤手触摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡住面部或佩戴平光镜,以免手、面部和眼睛烫伤。
②防触电措施到位,不能赤手更换焊条。
③正确掌握引弧方法,正确处理电焊面罩漏光问题,避免弧光伤眼。
④操作时特别注意发生短路(如粘焊条、地线与焊把线直接接触),防止焊机过热而烧毁。
⑤改善通风装置、充分发挥自然通风、合理安排中间休息⑥按操作规程操作,工作人员和学生熟悉消防器材的位置和正确使用方法。
课题二 SMAW 焊板V 型坡口单面焊双面成形平位对接焊( 49 学时)一、实习目的二、风险识别1、焊机原理:⑴ 焊机型号(尽量图片解释)ZX7-315焊机 ⑵ 焊机调试:电流、电压、电弧推力、起弧电流的调节方法;电源极性的调节; ⑶ 注意事项:风险识别中已提到。
2、常用工具: (尽量图片解释)角向磨光机;钢丝刷;敲渣锤。
(一) 焊前准备及试件装配焊前准备1、试件材料: 20 钢或 16Mn 。
2、试件尺寸: 300mm ×200mm ×12mm ;坡口尺寸:60°V 形坡口,如图 1 一 1 所示。
3、焊接要求: 单面焊双面成形。
4、焊接材料: E4303 (结 422 )或 E5015 (结 507 ) ,直径¢3.2 mm 和¢4.0 mm ,焊条烘焙 350 ~400 ℃(结 507) ,恒温2h ,随用随取。
5、焊机 : ZX7 一 315 型或 ZX7- 400型。
图1 一 1 V 形坡口对接平焊试件图试件装配四、实习内容三、设备原理、工具1、试件的清理:清除坡口面和坡口正反两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
授课计划编码:CR/C09/7。
5—2-12 A/0 编号:一、理论知识讲授二、实际操作立焊有两种操作方法。
一种是由下向上施焊,是目前生产中常用的方法叫向上立焊或简称为立焊;另一种是由上向下施焊叫向下立焊,这种方法要求采用专用的向下立焊条才能保证焊缝质量。
4。
实作注意事项:焊接实作的主要安全问题是防止触电和烧伤烫伤,要切实遵守和执行安全技术操作规程。
安全生产必须引起足够的重视,尤其是焊接操作人员,经常与可燃气体、火焰、电弧光以及大大小小的钢结构件打交道,因此必须严格执行安全操作技术规程,决不能违反科学规律而盲目蛮干,以免造成设备和人身事故。
安全生产是文明生产的前提,文明生产又是安全生产的重要保障。
故此在工作中要时时刻刻注意安全。
5、安全技术:1.正确穿戴劳保用品;劳保用品必须完好无损。
2. 清理工作场地,不得有易燃易爆物品3. 检查焊机和所使用的工具;焊接电缆焊钳完好,焊把线接地良好。
4。
操作时必须是先戴面罩然后才开始操作,避免电弧光直射眼睛。
1.立对接接头焊施工图技术要求1)。
材料 Q235300× 125× 12;2).单面焊双面成形;3).焊缝:c=坡口宽度+4;2。
立对接接头焊接试件坡口形式可由学生理解性的解答重点讲解强调操作安全(完整word)板—板对接立焊单面焊双面成型公开课教案任务讲解3.检测工具焊缝万能量规4.(1)制定实施计划:1).教师根据生产过程对本课程的要求设定工作任务;2).根据教师的指导意见,提前由学生自行组织按工作任务将人员分组;3).实训教师在现场向学生讲解现场施工安全知识;4).由实训指导教师讲解焊接设备结构及使用;5).由实训指导教师讲解焊接参数的调节;6).由实训指导教师讲解操作要领并进行操作示范;7).学生操作练习;8).实训教师反复巡回指导;9).工作任务结束进行试件测评。
(2)、计划实施:1).选择焊机焊机:选用交流弧焊机BX3-300。
模块一焊条电弧焊项目1.2 板对接单面平焊双面成形板对接单面平焊双面成形实作一、任务分析图1 板对接单面平焊双面成形技术要求1.装配平齐,焊件两端20mm内定为,用单面焊。
2.焊条表面不得有严重焊接缺陷。
3. 焊后保持原始状态,不得修饰、焊补和打磨。
板对接单面焊双面成形操作时,要求焊件组对间隙b和钝边p的值较严格,对焊接电弧要求不能出现偏吹,容易使焊道背面产生未焊透、超高、焊瘤等缺陷。
二、焊前准备1按规定穿戴好焊接劳动保护用品,准备辅助工具和量具角向磨光机、焊条保温桶、錾子、清渣锤、钢丝刷、焊缝万能量规等。
2准备工件:按图样要求准备焊件,材质为Q235A,规格为300mm×100mm×12mm,钝边值为0.5-1mm,单边坡口为30º3焊条选用φ3.2mm和φ4.0mm两种规格的E5016(J506)型焊条。
根部焊道选用直径为3.2mm的焊条,填充及盖面焊道选用直径为4.0mm的焊条。
要求焊条不得受潮变质,焊芯无锈,药皮不得开裂和脱落。
用前烘至350-400℃,保温1-2h。
三、操作步骤1工件的组装与定位焊。
将两块钢板装配成V形坡口的对接接头,并预留一定的根部间隙,焊件装配定位焊要求始焊端为3.2mm,终焊端为4.0mm, 由于焊接过程中有横向收缩量,为保证熔透坡口根部所需要的间隙,终焊端间隙应放大些。
装配时可分别用φ3.2mm、φ4.0mm的焊条头分别夹在焊件坡口的始端和终端处,定位焊后再敲除。
定位焊时,应在焊件背面的两端20mm范围内进行,其长度为10-15mm,且应焊牢,以避免焊缝的收缩将末端段坡口间隙变小而影响打底层焊接。
2预留反变形量。
由于V形坡口不具对称性,只在一侧焊接,焊缝在厚度方向横向收缩不均,钢板会向上翘起产生角变形,其大小用变形角α来表示。
由于焊件要求变形角控制在3º以内,可采用预留反变形量的方法来控制焊后的角变形。
图2 预留反变形3焊接操作正确选用运条方法,最好采用横向锯齿形运条。
编号:KJX/D 17-10(2-2)1、了解 本课题存在的风险识别、设备使用原理、板平位对接焊焊工艺参数选择、焊接要求等 。
2、明确板平位对接焊的操作步骤、操作工艺要点以及操作技术、评分标准。
1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性中毒⑥着火。
2.防范措施 ------①着装符合要求,按操作规程正确操作,不许赤手触摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡住面部或佩戴平光镜,以免手、面部和眼睛烫伤。
②防触电措施到位,不能赤手更换焊条。
③正确掌握引弧方法,正确处理电焊面罩漏光问题,避免弧光伤眼。
④操作时特别注意发生短路(如粘焊条、地线与焊把线直接接触),防止焊机过热而烧毁。
⑤改善通风装置、充分发挥自然通风、合理安排中间休息⑥按操作规程操作,工作人员和学生熟悉消防器材的位置和正确使用方法。
课题二 SMAW 焊板V 型坡口单面焊双面成形平位对接焊( 49 学时)一、实习目的 二、风险识别1、焊机原理:⑴ 焊机型号(尽量图片解释)ZX7-315焊机 ⑵ 焊机调试:电流、电压、电弧推力、起弧电流的调节方法;电源极性的调节;⑶ 注意事项:风险识别中已提到。
2、常用工具: (尽量图片解释)角向磨光机;钢丝刷;敲渣锤。
(一) 焊前准备及试件装配焊前准备1、试件材料: 20 钢或 16Mn 。
2、试件尺寸: 300mm ×200mm ×12mm ;坡口尺寸:60°V 形坡口,如图 1 一 1 所示。
3、焊接要求: 单面焊双面成形。
4、焊接材料: E4303 (结 422 )或 E5015 (结 507 ) ,直径¢3.2 mm 和¢4.0 mm ,焊条烘焙 350 ~400 ℃(结 507) ,恒温2h ,随用随取。
5、焊机 : ZX7 一 315 型或 ZX7- 400型。
图1 一 1 V 形坡口对接平焊试件图试件装配四、实习内容三、设备原理、工具1、试件的清理:清除坡口面和坡口正反两侧各20 mm范围内的油污、锈蚀、水分及其他污物,直至露出金属光泽。
2、修磨钝边: 0.5 ~1mm ,无毛刺。
3、装配间隙:始端为 3.2mm ,终端为4.0mm。
放大终端的间隙是考虑到焊接过程中的横向收缩量,以保证熔透坡口根部所需要的间隙。
错边量≤1.2mm。
4、定位焊:采用与焊接试件相同牌号的焊条,将装配好的试件在距端部 20 mm之内进行定位焊,并在试件反面两端点焊,焊缝长度为 10 ~15mm。
始端可少焊些,终端应多焊一些,以防止在焊接过程中收缩造成未焊段坡口间隙变窄而影响焊接。
5、预置反变形量:预置反变形量为 3°,如图 1 一 2 所示。
反变形量获得的方法是:两手拿住其中一块钢板的两边,轻轻磕打另一块钢板,如图 2 一 3 所示。
图1一 2 反变形量图1 一 4反变形量经验测定法1 一焊条2 一直尺3 一焊件※经验点滴:装配时可分别用直径 3.2 mm和4.0mm的焊条夹在试件两端,用一直尺搁在被置弯的试件两侧,中间的空隙能通过一根带药皮的焊条,如图 1 一 4所示(钢板宽度 b =100 mm时,放置直径 3 .2 mm焊条;宽度b= 125 mm时,放置直径 4.0 mm焊条)。
这样预置的反变形量待试件焊后其变形角 均在合格范围内。
图1 一 3平板点固时预置反变形量 a )反变形量的获得 b )反变形角示意图(二)工艺参数表1—1 V 形坡口对接平焊焊接工艺参数焊接层数焊条直径(mm) 焊接电流(A) 电弧电压(V)打底层¢3.2 95~100 22~24填充层⑴¢3.2 120~130 22~24填充层⑵¢4.0 160~180 22~24盖面层¢4.0 160~170 22~24(三) 操作工艺要点及操作技术单面焊双面成形指在试件坡口一侧进行焊接而在焊缝正、反面都能得到均匀整齐而无缺陷的焊道。
其关键在于打底层的焊接。
它主要有三个重要环节,即引弧、收弧、接头。
1.打底焊打底焊的焊接方式有灭弧法和连弧法两种。
⑴灭弧法——灭弧法又分为两点击穿法和一点击穿法两种手法。
主要是依靠电弧时燃时灭的时间长短来控制熔池的温度、形状及填充金属的薄厚,以获得良好的背面成形和内部质量。
现介绍灭弧法中的一点击穿法。
①引弧:在始焊端的定位焊处引弧,并略抬高电弧稍作预热,焊至定位焊缝尾部时,将焊条向下压一下,听到“噗噗”的一声后,立即灭弧。
此时熔池前端应有熔孔,深人两侧母材 0.5~1 mm ,如图 1 一 5所示。
当熔池边缘变成暗红,熔池中间仍处于熔融状态时,立即在熔池的中间引燃电弧,焊条略向下轻微地压一下,形成熔池,打开熔孔后立即灭弧,这样反复击穿直到焊完。
运条间距要均匀准确,使电弧的 2 / 3 压住熔池, 1 / 3 作用在熔池前方,用来熔化和击穿坡口根部形成熔池。
图1 一 5 V形坡口对接平焊时的熔孔②收弧:收弧前,应在熔池前方做一个熔孔,然后回焊 10mm左右,再灭弧;或向末尾熔池的根部送进 2 ~3 滴熔液,然后灭弧,以使熔池缓慢冷却,避免接头出现冷缩孔。
③接头采用热接法。
接头时换焊条的速度要快,在收弧熔池还没有完全冷却时,立即在熔池后10~15mm处引弧。
当电弧移至收弧熔池边缘时,将焊条向下压,听到击穿声,稍作停顿,再给两滴熔液,以保证接头过渡平整,防止形成冷缩孔,然后转人正常灭弧焊法。
更换焊条时的电弧轨迹如图 1 一 6所示。
电弧在①的位置重新引弧,沿焊道至接头处②的位置,作长弧预热来回摆动。
摆动几下(③④⑤⑥)之后,在⑦的位置压低电弧。
当出现熔孔并听到“噗噗”声时,迅速灭弧。
这时更换焊条的接头操作结束,转人正常灭弧焊法。
灭弧法要求每一个熔滴都要准确送到欲焊位置,燃、灭弧节奏控制在 45~ 55 次/分钟。
节奏过快,坡口根部熔不透;节奏过慢,熔池温度过高,焊件背后焊缝会超高,甚至出现焊瘤和烧穿现象。
要求每形成一个熔池都要在其前面出现一个熔孔,熔孔的轮廓由熔池边缘和坡口两侧被熔化的缺口构成。
⑵连弧法——即焊接过程中电弧始终燃烧,并做有规则的摆动,使熔滴均匀地过渡到熔池中,达到良好的背面焊缝成形的方法。
①引弧从定位焊缝上引弧,焊条在坡口内侧作“ U ' , 形运条,如图1一 7 所示。
电弧从坡口两侧运条时均稍停顿,焊接频率约为每分钟 50 个熔池,并保证池间重叠 2/3 , 熔孔明显可见,每侧坡口根部熔化缺口为 0 . 5 ~1mm左右,同时听到击穿坡口的“噗噗”声。
一般直径 3 . 2 ~的焊条可焊接约 100mm长的焊缝。
②接头更换焊条应迅速,在接头处的熔池后面约 10mm处引弧。
焊至熔池处,应压低电弧击穿熔池前沿,形成熔孔,然后向前运条,以 2 / 3 的弧柱在熔池上, 1/3的弧柱在焊件背面燃烧为宜。
收尾时,将焊条运动到坡口面上缓慢向后提起收弧,以防止在弧坑表面产生缩孔。
2.填充层焊填充焊前应对前一层焊缝仔细清渣,特别是死角处更要清理干净。
填充焊的运条手法为月牙形或锯齿形,焊条与焊接前进方向的角度为 40°~50°。
填充焊时应注意以下几点:图1一 6更换焊条时的电弧轨迹图 1 一7 连弧法焊接的电弧运行轨迹⑴摆动到两侧坡口处要稍作停留,保证两侧有一定的熔深,并使填充焊道略向下凹。
⑵最后一层的焊缝高度应低于母材约 0.5~1.0mm。
要注意不能熔化坡口两侧的棱边,以便于盖面焊时掌握焊缝宽度。
⑶接头方法如图 1 一 8所示,各填充层焊接时其焊缝接头应错开。
3. 盖面层焊采用直径4.0mm焊条时,焊接电流应稍小一点;要使熔池形状和大小保持均匀一致,焊条与焊接方向夹角应保持 75°左右;采用月牙形运条法和 8 字形运条法;焊条摆动到坡口边缘时应稍作停顿,以免产生咬边。
更换焊条收弧时应对熔池稍填熔滴,迅速更换焊条,并在弧坑前 10mm左右处引弧,然后将电弧退至弧坑的 2/3 处,填满弧坑后正常进行焊接。
接头时应注意,若接头位置偏后,则接头部位焊缝过高;若偏前,则焊道脱节。
焊接时应注意保证熔池边沿不得超过表面坡口棱边2mm;否则,焊缝超宽。
盖面层的收弧采用划圈法和回焊法,最后填满弧坑使焊缝平滑。
图 1 一 8 填充焊焊缝接头方法五、操作步骤及技术要求(一)操作步骤⑴修磨试件坡口钝边,清理试件;按装配要求进行装配,保证装配间隙始端为3.2mm、终端为4.0mm ,进行定位焊,并按要求预置反变形量。
⑵采用直径3.2mm的焊条进行打底焊。
若选择酸性焊条( E4303 型)则采用灭弧法;若选择碱性焊条( E5015型或 E4315型)则采用连弧法打底焊,以防止气孔的产生。
⑶按焊接工艺参数(见表 1 一 1)规定焊接填充层焊道。
填充层各层焊道焊接时,其焊缝接头应错开。
每焊一层应改变焊接方向,从试件的另一端起焊,并采用月牙形或锯齿形运条法。
各层间熔渣要认真清理,并控制层间温度。
焊至盖面层前最后一道填充层时,采用锯齿形运条法运条,控制焊道距焊件表面下凹0.5~1.0mm.⑷盖面焊用直径4.0mm焊条,采用月牙形或 8 字形运条法运条,两侧稍作停留,以防止咬边。
⑸清理熔渣及飞溅物,并检查焊接质量,分析问题,总结经验。
(二)技术要求1、焊接要求:①焊缝表面应保持干净,引弧结束后认真清理试件表面。
②不得损坏相关设施和工具,文明操作。
③保持原始焊缝,焊后不得修补焊缝表面。
④焊件上非焊道处不得有引弧痕迹。
2、评分标准:班级:姓名: 年月日试题名称低碳钢板对接平位手工电弧焊考核项目考核内容及要求配分评分标准检测结果扣分得分备注外观质量裂纹、焊瘤、未熔合不允许存在咬边10 1.深度≤0.5mm,两侧总长≤26mm时,每7mm扣1分。
2.深度>0.5mm或两侧总长>26mm时,扣10分未焊透10 1.深度≤1.5mm,总长≤26mm时,每7mm扣1分。
2.深度>1.5mm或总长>26mm时,扣10分背面凹坑10 1.深度≤2mm, 总长≤26mm时,每7mm扣1分。
2.深度>2mm或总长>26mm时,扣10分表面气孔 5 1.气孔直径≤1mm,总数≤4个时,每1个扣1分2.直径>1mm或总长>4时,扣5分。
表面夹渣 5 1.深度≤1.2mm,长度深度≤3.6mm的夹渣允许在3个,每1个扣1分。
2. 深度>1.2mm或长>3.6mm时,扣5分余高 5 1.余高≤3mm时不扣分2.余高>3mm 时扣5分 焊缝宽度差 5 1.宽度差≤2mm 时不扣分 2.宽度差>2mm 时扣2分 角变形 5 (1).0°≤θ≤3°时不扣分.。
(2)θ>3°时扣5分。
错边 5 错边量≤1.2mm 不扣分。
错边量>1.2mm 时扣5分。
内部质量X 射线探伤 30 1. Ⅰ级片不扣分 2. Ⅱ级片扣5分 3. Ⅲ级片扣12分 4. Ⅲ级片扣30分 机械性能试验机械性能试验 10 1. 两个试样均合格不扣分; 2. 每一个试样不合格扣5分。