偏心工件车削
- 格式:docx
- 大小:60.64 KB
- 文档页数:7
授课日期
教师 孙强 审批签字
单兀九 较复杂零件的车削 课题三 偏心工件的车削
目 一、偏心工件在三爪、或四爪卡盘上的找正方法
的 二、偏心工件的划线、车削方法
要
求 三、简单曲轴的加工工艺
实习内容 三爪单动卡盘车偏心轴和偏心套
实习准备 工具:偏心垫块、磁力表座 材料:
0〜5mn百分表 教学挂图:偏心轴、 45 钢① 45 X 100
偏心套、视频、 课件
教 学 内 容
组织教学 一、 站队点名,检查出勤和安全情况
二、 检查服装及设备运转情况
入 一、复习提问
门 二、讲授新课 垫块的计算 车偏心时工件的找正、车削方法
各种车偏心的特点曲轴加工方法介绍
指 * —* ——*
三、示范演示 偏心工件的找正、车削方法
导
四、分配任务 两顶尖加工偏心工件时的划线方法
分组进行偏心工件加工练习
巡回指导 一、 检查学生找正偏心的情况
二、 排查非安全因素,辅导学生进行偏心工件的找正和车削做
好讲授和个别辅导 结束指导 一、 总结本课日的总体情况
二、 布置课后作业
组织教学
一、 学生站队进入实习教室。
二、 宣布本课题内容要求:
1. 掌握偏心工件在三爪或四爪卡盘上的找正方法。
2. 掌握偏心工件的划线、车削方法。
3. 了解曲轴的加工工艺。
入门指导
复习提问
对盲孔车刀有什么要求
答:主偏角Kr大于90 ° ;
刀尖到刀背的距离小于内孔的半径。
讲授新课
相关工艺知识
零件的外圆与外圆或外圆与内孔的轴线平行而不重合,这两条平行轴线间的 距离称为偏心距,外圆与外圆偏心的零件叫偏心轴;外圆与内孔偏心的零件叫偏 心套。(如图)
曲
偏心零件的精度要求除尺寸要求外,还应特别注意控制轴线间的平行度和偏 心距的精度。
、偏心工件在三爪或四爪卡盘上的找正方法
1. 三爪车偏心垫块的计算 X=± K
e
X――偏心垫块厚度;
e 工件偏心距;
K――偏心距修正值;实测偏心距比工件大,K取负值,反之取正值;
△ e 试切后,实测偏心距误差;
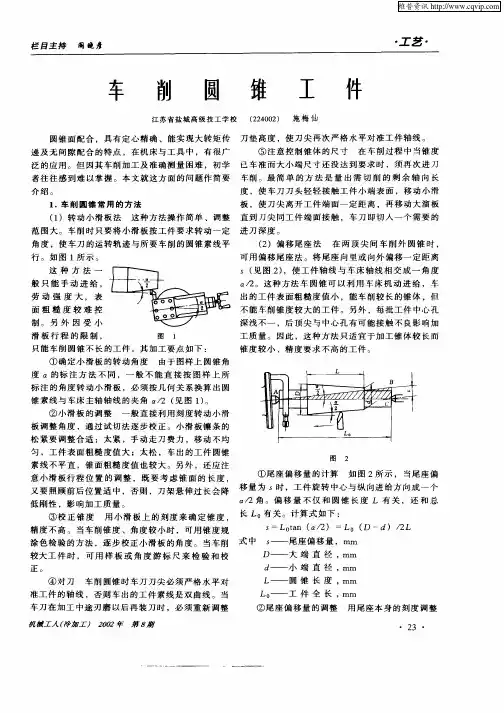
2. 找正方法
(1)工件加垫块后适当夹紧(找出与工件偏心距误差最小的卡爪)先找平
一条最高素线,使其与主轴轴线平行;
(2) 工件转过90°找平另一条最高素线(方法同1);
(3) 找正偏心距(工件的跳动量为 2e);
(4) 工件夹紧后复查(2)、(3)、(4)、防止相互干扰。
二、偏心工件的划线、车削方法
1. 划线方法
(1) 将工件车成一根光轴,直径为 D,长为L,使两平面与轴线垂直,将两 平面涂色后平放在V形架中;(涂色)
(2) 用游标高度尺在光轴一端平面半径处划水平线,将工件转过 90°划出 另一条水平线,两线的交点为工件的轴线位置;(找中心)
(3)用游标高度尺在工件四周划一道圈线,将工件转 90°划另一道圈线;
划圈线) ( 4)将游标高度尺移动一个偏心距, 在工件四周划一道圈线;(画偏心圈线)
(5)在偏心中心的两端面分别打样冲眼,样冲眼的中心要正确,深浅一致, 小而圆。(打样冲眼)
1)若用四爪单动卡盘车偏心,先画偏心圆,打四个样冲眼。
2)若用两顶尖车偏心轴,要依此样冲眼钻出中心孔。
2. 工件的车削方法
(1)长度较短的偏心工件,应在三爪自定心卡盘加垫块车削(精度要求不
高,偏心距10mm以下)。
(2) 精度要求不高,偏心距较小,长度较短而简单的偏心工件,应在四爪 单动卡盘上车削。
(3) 较长的偏心轴,只要轴的两端面能钻出中心孔,并有鸡心夹头的装夹 位置,应该在两顶尖间车削。
(4) 用双重卡盘
(5) 用偏心卡盘
(6) 用偏心夹具
车偏心要领
车偏心方法有六种,三爪、四爪、两顶针;
批量车削法有三,夹具、双重和偏心;
三爪、四爪要用表,先校素线后偏心;
校好偏心应复查,以防走动假乱真;
两顶尖间车偏心,划线、涂色要均匀;
中心孔、应钻正,车削过程应防振;
粗车转速不宜高,车刀由高向低进;
精车过程应细心,用量合理尺寸准
三、简单曲轴的加工工艺(P295〜P296略) 示范操作
一、 偏心轴、偏心套的找正、加工方法(强调找正素线、偏心距后的复查,
特别要注意用表安全,轻拿轻放,用表压力不可超过百分表的弹性极限)
二、 两顶尖加工偏心时工件的划线方法(线条要细、样冲眼应小而圆,并要
打在交点上与端面垂直)
分配实习任务
、分组进行偏心轴、偏心套的加工练习
1. 偏心轴的加工步骤
(1) 工件伸出45左右找正、夹紧。
(2) 粗、精车①至精度要求,并倒角C1。
(3) 切断总长为。
(4) 调头找正、夹紧、取总长 40±,倒角C1。
(5) 加垫块,适当夹紧。
(6) 找正两条测素线(水平误差以内)。
(7) 找正偏心距(工件跳动量 2±)。
(8) 夹紧后复查(6)、( 7),若工件走动,重新找正
(9) 粗精车外圆①X 200至精度要求,倒角C1。
(10)检查工件后卸下。 2. 偏心套的加工步骤要求学生自己制定后由老师检查(课外作业) 巡回指导
一、检查学生实习情况 使用百分表是否正确,找正工件的方法是否得当, 切削用量的选择是否合理, 分组辅导学生进行偏心工件的找正、车削,并及时纠正不正确的方法。
二、检查有无非安全因素
使用百分表时是否注意了用表的安全, 调整压表时要压在工件的最低点并注 意不能超过表的弹性极限。
结束指导
一、总结本课日的总体情况
1. 站队和服装佩戴情况。
2. 听讲、安全情况。
3. 课题练习及纪律情况。
二、课外作业
1.习题册P90〜P92
2. 编排如下图所示小曲轴的加工工艺
Off u
单拐曲轴