热流道的保养与维护幻灯片
- 格式:ppt
- 大小:734.50 KB
- 文档页数:12
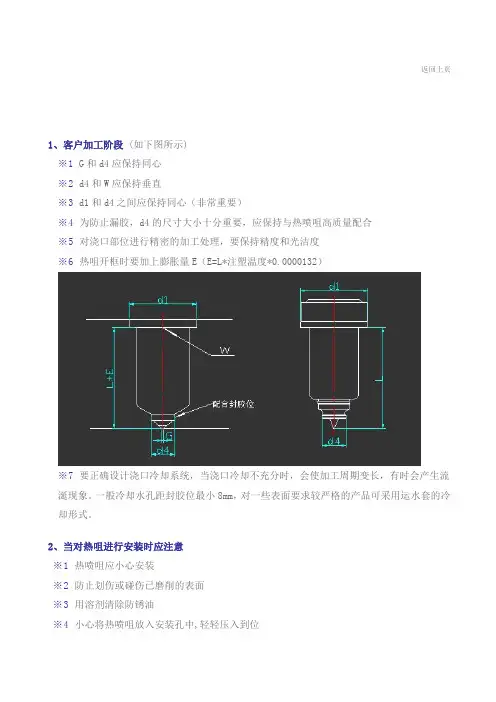
返回上页1、客户加工阶段(如下图所示)※1 G和d4应保持同心※2 d4和W应保持垂直※3 d1和d4之间应保持同心(非常重要)※4 为防止漏胶,d4的尺寸大小十分重要,应保持与热喷咀高质量配合※5 对浇口部位进行精密的加工处理,要保持精度和光洁度※6 热咀开框时要加上膨胀量E(E=L*注塑温度*0.0000132)※7 要正确设计浇口冷却系统,当浇口冷却不充分时,会使加工周期变长,有时会产生流涎现象。
一般冷却水孔距封胶位最小8mm,对一些表面要求较严格的产品可采用运水套的冷却形式。
2、当对热咀进行安装时应注意※1 热喷咀应小心安装※2 防止划伤或碰伤已磨削的表面※3 用溶剂清除防锈油※4 小心将热喷咀放入安装孔中,轻轻压入到位※5 在安装完毕前,将导线放入线槽中,不要用导线拉动或转动热喷咀,安装时要确保加热丝和热电偶的导线不会被过分折弯或被破坏※6 在一模多腔情况下,检查确保所有热喷咀的W面在同一平面(平面度误差为+/-0.02) ※7如图所示,保证热喷咀与模具在接触时维持最小接触面积※8 检查所有热喷咀安装高度,确保正确后热分流板方可被装入模具中,一切就绪后再安装O型金属密封圈。
※9 当加热到设定温度后,用一条软线(如保险丝线)检查热喷咀在热状态后咀尖与浇口之间的间隙,周围的间隙必须保证均匀,如果没有间隙或者间隙太小(小于0.2mm),请检查浇口规格和E值计算结果是否正确.※10 安装后都要对电路控制系统进行检查,以确保能正常运行。
(用万用表检测)3、安装热分流板按以下程序正确计算热喷咀和热分流板的膨胀量,是防止漏胶的重要条件:※1 测量热分流板、钢垫块、钛合金垫块、L的总高度。
※2 然后测量整个为安装热喷咀及热分流板所制作的空间,使尺寸完全达到要求,如测量从W面到定模固定板(底板)的高度等等。
※3 在工作温度下,热分流板钛合金垫块与定模固定板(底板)之间有0.05mm的过盈量,这个距离通过磨削钢垫块进行调整。
热流道系统的日常保养
热流道系统中电气部份是最容易损坏的部分,影响一套热流道系统使用寿命的也就是它。
使用前一定要确保电气系统的耐压值>800V/5秒,绝缘值>5MΩ,只有如此才能将热流道模具上机。
热流道系统要求使用带有软启动功能的温控器,利用软启动功能能有效的除去发热元件内蕴含的水气,防止爆管的发生,无此功能的都要求于正式生产前利用手动升温动作,将输出调为15%,并保持8~15分钟以达到同样的目的。
经过除温预热的热流道系统就可以调到正式的成形温度待用了。
不论使用什么品牌的热流道系统,除非应用于生产,诸如PP、PS、PE等物料,于投入生产物料前均建议使用透明PP用于预热系统模具,于暂时停止生产时也用于作为清机料,特别是应用于含有腐蚀性物质的塑胶料,更应严格要求此一步骤,若有物料供应商的特别指定,应遵循它的要求来作暖/清机用。
一般制作的热流道系统的寿命均为30万啤次~50万啤次,取决于系统选取的材质与设计,经过热处理的系统一般都能达到一百万啤次的生产任务,但不管有无处理程序,热流道连同模具均应于每30万啤次(通常为每2~3月)作一次例行保养:检查电气系统、热咀封胶位及与分流板接触位有无泄漏;分流板有无泄漏、螺钉有无松动等等。
若为针阀式系统还要检查阀针有否磨损、密封圈是否完好及针阀套有否渗液等等。
于模板上也要检查与热流道系统接触位有无沉降等等工作。
从大的方向来讲,热流道系统漏胶的最大可能还是在热咀与分流板的接触位,下表即为几种可能:
假若热流道系统发生了漏胶现象,各用户应协助热流道厂家保护第一现场,从而正确判断热流道系统的泄漏所在,不管以哪方面来讲,失去了第一现场,就无法正确解决泄漏这一严重问题,造成生产停顿,损失最大的还是用户。