纯苯
- 格式:doc
- 大小:80.50 KB
- 文档页数:3
纯苯的生产工艺
纯苯是一种有机化合物,常用于工业领域,用作溶剂和原料。
下面是一种常见的纯苯生产工艺。
首先,通过石化工艺从石油中提取石脑油。
石脑油是一种混合的碳氢化合物,主要由苯、甲苯和二甲苯组成。
石脑油通常在蒸馏塔中进行精馏,将其中的苯分离出来。
然后,将蒸馏得到的苯进一步纯化。
首先,苯经过加热以去除其中的杂质,如酚和硫化物。
然后,将苯传送到蒸馏塔中进行分馏,以去除其中的甲苯和二甲苯等杂质。
在这个过程中,通过控制温度和压力,使得只有纯苯得以从蒸馏塔中收集。
最后,对收集到的纯苯进行进一步的纯化。
一种常用的方法是将苯通过储罐中的氮气冷凝,以去除其中的水分和其他杂质。
此外,还可以通过添加一些特定的試剂,如硅胶和活性炭,对苯进行吸附和脱除其中的杂质。
纯苯的生产工艺需要严格控制温度和压力,以及选择合适的催化剂和吸附剂,以确保纯苯的质量。
此外,还需要进行定期的检验和监控,以确保生产过程的安全和稳定。
总之,纯苯的生产工艺包括石脑油的提取、苯的分离和纯化等步骤。
通过合理的操作和控制,可以获得高质量的纯苯产品。
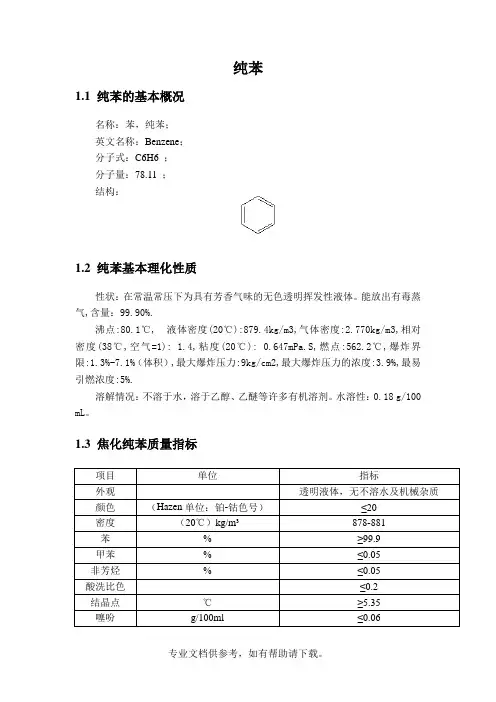
纯苯1.1 纯苯的基本概况名称:苯,纯苯;英文名称:Benzene;分子式:C6H6 ;分子量:78.11 ;结构:1.2 纯苯基本理化性质性状:在常温常压下为具有芳香气味的无色透明挥发性液体。
能放出有毒蒸气,含量:99.90%.沸点:80.1℃, 液体密度(20℃):879.4kg/m3,气体密度:2.770kg/m3,相对密度(38℃,空气=1): 1.4,粘度(20℃): 0.647mPa.S,燃点:562.2℃,爆炸界限:1.3%-7.1%(体积),最大爆炸压力:9kg/cm2,最大爆炸压力的浓度:3.9%,最易引燃浓度:5%.溶解情况:不溶于水,溶于乙醇、乙醚等许多有机溶剂。
水溶性:0.18 g/100 mL。
1.3 焦化纯苯质量指标项目单位指标外观透明液体,无不溶水及机械杂质颜色(Hazen单位:铂-钴色号)≤20密度(20℃)kg/m³878-881苯% ≥99.9甲苯% ≤0.05非芳烃% ≤0.05酸洗比色≤0.2结晶点℃≥5.35噻吩g/100ml ≤0.06二氧化碳g/101ml ≤0.006总硫ppm ≤1溴价g/101ml ≤0.15氯化物ppm ≤1总氮化合物ppm ≤11.4 上下游产业链纯苯来源于乙烯装置联产、炼油厂重整芳烃抽提、对二甲苯装置甲苯歧化和煤焦油抽提。
上下游产业链见下图。
由乙烯和纯苯反应先得到乙苯,然后通过催化脱氢得到苯乙烯。
国内纯苯主要有4个途径获得:(1)乙烯裂解装置所副产的裂解汽油;(2)重整装置所产生的重整生成油;(3)对二甲苯(PX)联合装置所产生的副产品;(4)煤焦化过程所产生的副产品。
前3种途径获得的纯苯称为石油苯,第4种途径获得的纯苯称为焦化苯。
焦化苯是酸洗苯、精制苯和加氢苯的统称,其上游原料均为焦化粗苯。
焦化粗苯是焦炭煤气净化过程中的衍生副产物。
酸洗苯则是将焦化粗苯用硫酸进行酸洗,再经过蒸馏提纯后的产物。
精制苯实际卜就是对酸洗苯再次进行精加工,工艺方法主要有酸洗、萃取、吸符分离和蒸馏。
纯苯的生产工艺
纯苯是一种重要的有机化工原料,广泛应用于合成树脂、合成纤维、合成橡胶等领域。
其生产工艺多种多样,其中以催化重整、乙炔加成法和芳烃转化法等工艺为主。
催化重整工艺是一种常用的生产纯苯的方法。
该工艺以石油裂解产生的轻质烃为原料,在催化剂的作用下,通过重整反应生成芳烃。
其中,苯主要来自催化重整装置的芳烃抽提单元,通过进一步精制和分离得到高纯度的苯。
另一种生产纯苯的方法是乙炔加成法。
该工艺以乙炔为原料,与氢气在催化剂的作用下反应生成苯。
这种方法虽然成本较高,但具有较高的选择性,可以获得较高的收率。
此外,芳烃转化法也是一种常用的生产纯苯的方法。
该工艺以石油裂解产生的芳烃为原料,通过催化剂的作用下进行转化反应,生成高纯度的苯。
这种方法虽然原料成本较低,但需要使用贵金属催化剂,因此成本较高。
除了以上几种方法外,还有一些其他的方法也可以生产纯苯,例如甲苯脱烷基化法、甲苯歧化法等。
这些方法各有优缺
点,需要根据具体的情况选择合适的方法。
总之,生产纯苯需要选择合适的工艺和技术,以保证产品的质量和产量。
同时,还需要考虑原料成本、能源消耗、环境保护等因素,以实现可持续发展。
2024年纯苯市场前景分析简介本文旨在分析纯苯市场的前景。
纯苯是一种重要的化工原料,广泛用于合成塑料、橡胶、纺织品等行业。
通过对全球纯苯市场的趋势、市场驱动因素、竞争格局和发展机会等方面进行分析,本文旨在为投资者和相关利益相关者提供合理的决策依据。
市场趋势当前,纯苯市场呈现出以下趋势:1.需求稳定增长:全球经济的快速发展推动了塑料、橡胶、纺织品等行业的需求增长,从而带动了对纯苯的需求。
特别是亚太地区的工业化进程加快,该地区对纯苯的需求将继续增长。
2.制造工艺创新:纯苯的制造工艺不断创新,新工艺的采用使得纯苯生产成本降低,提高了市场竞争力。
3.环保意识提升:随着环保意识的增强,对可持续发展的需求也在不断提高。
纯苯的应用领域在环保方面也不断进行创新,例如研发环保型纺织品、可降解塑料等,这将进一步推动纯苯市场的发展。
市场驱动因素市场前景的分析离不开市场驱动因素的考量。
以下是纯苯市场的主要驱动因素:1.工业需求:塑料、橡胶、纺织品等行业对纯苯的需求呈现稳定增长趋势,这是纯苯市场的主要驱动力。
2.地理因素:亚太地区的快速工业化进程和人口增长使该地区成为纯苯市场的主要消费地。
此外,中东地区也是纯苯市场的重要地区之一。
3.制造工艺创新:纯苯的制造工艺不断改进,新工艺的应用降低了生产成本,提高了市场竞争力。
4.环保要求:随着环保法规的加强,对环保性能较好的化工产品的需求增加,这为纯苯市场提供了机遇。
竞争格局当前,全球纯苯市场的竞争格局较为激烈。
以下是主要竞争因素:1.产品质量:纯苯市场的竞争主要体现在产品质量、纯度和稳定性上。
企业通过提高产品质量来增强市场竞争力。
2.品牌效应:一些知名企业通过打造品牌形象来吸引消费者,并在市场竞争中占据优势地位。
3.价格竞争:纯苯市场的价格竞争较为激烈,企业通过降低成本来降低产品价格,以获取市场份额。
4.制造工艺:纯苯的制造工艺创新也是企业获得竞争优势的重要因素。
发展机会纯苯市场存在一些发展机会,以下是一些有利因素:1.技术创新:纯苯市场在产品性能上还有改进空间,通过技术创新可以提升纯苯在塑料、橡胶、纺织品等行业的应用效果。
纯苯气体易燃易爆苯是一种常见的有机化合物,属于芳香烃,具有强烈的苯香味。
纯苯气体是一种易燃易爆的气体,有很高的危险性。
1. 纯苯气体的物理性质纯苯气体是一种无色无味的气体,在常温下易挥发。
苯的密度为1.04 g/mL,所以纯苯气体比空气更重,在空气中易聚集。
苯的沸点为80.1℃,如果把纯苯气体放置在高温环境中,它会快速升温并在一定条件下引爆。
2. 纯苯气体的危险性苯是一种易燃易爆物质,能够在空气中形成可燃气体。
虽然苯气体的爆炸范围很窄(1.4%-7.8%),但一旦发生爆炸,会造成极大的伤害和破坏。
另外,苯还是一种有毒物质,能够在短时间内对人体造成严重的伤害。
苯气体进入人体后,会破坏红细胞,导致暴露者出现头晕、恶心等症状,甚至危及生命。
3. 如何减少纯苯气体的危险性既然纯苯气体具有如此高的危险性,我们需要采取措施来减少其危险性。
3.1 严格控制生产过程在生产纯苯气体过程中,需要严格控制温度和压力,防止产生不稳定的化学反应,并设置防爆装置。
3.2 贮存和运输要注意安全纯苯气体应在低温低压状态下贮存,并在运输和储存过程中采取安全措施,防止气体泄漏。
同时,应在贮存地点设置防爆装置,以便在气体泄漏时能及时隔离气体。
3.3 排放控制在使用纯苯气体时,需要在处理过程中采取有效的排放控制措施,防止气体泄漏造成环境污染和危害。
3.4 个人防护在需要接触纯苯气体的情况下,应佩戴个人防护装备,限制气体的接触时间,并遵守安全操作规程,防止发生意外。
4. 总结纯苯气体是一种具有高度危险性的气体,容易发生爆炸,同时还具有毒性。
为了减少其危险性,需要对生产、储存、运输和使用过程中严格控制。
同时,需要保持高度警觉,采取有效的个人防护措施,以防止事故的发生和人员伤害。
纯苯理化性质与质量指标纯苯是一种无色、透明的液体,具有苦甜的气味。
它是一种揮发性有机溶剂,在许多工业上都有广泛的应用,例如作为溶解剂、燃料和其他化学品的原料。
下面将介绍纯苯的一些重要的理化性质和质量指标。
1. 密度:纯苯的密度为0.876 g/cm³,这意味着它比水更轻。
由于其低密度,它会浮在水的上面。
2.沸点和凝固点:纯苯的沸点为80.1°C,凝固点为5.5°C。
这些温度值是纯苯从液态转变为气态和固态的温度。
3. 熔化热和汽化热:纯苯的熔化热为12.6 kJ/mol,汽化热为30.8 kJ/mol。
这些值代表在物质从固态转变为液态和从液态转变为气态时所吸收的热量。
4.溶解性:纯苯是一种溶解性良好的溶剂。
它可以与许多有机和无机物质混合,包括烃类、酮类、醇类和无机盐。
但它与水不相溶,由于苯分子间的氢键结构与水分子不相容。
5.稳定性:纯苯是一种相对稳定的化合物,但它在阳光下暴露或接触到空气中的氧气时可能发生自燃。
6.燃烧性:纯苯具有可燃性。
它可以与氧气反应,经过适当的点火源点燃。
在燃烧过程中,它释放出大量的热能和光能。
此外,纯苯还有一些重要的质量指标:1.纯度:纯苯的纯度是指其所含杂质的含量。
高纯度的苯通常需要满足一定的标准,包括国际标准以及各个行业的标准。
通常,工业用苯的纯度要求在99.5%以上。
2.水含量:苯具有一定的亲水性,因此在生产和储存过程中可能会含有一定数量的水。
水含量的控制对于苯的质量非常重要,因为水的存在可能会影响苯的一些性质和应用。
3.酸碱度:苯的酸碱度也是一个重要的质量指标。
酸碱度的测定可以通过测定苯的pH值来进行,该值可以用于判断苯是否过酸或过碱。
通常情况下,苯的pH值应保持在中性范围内(约为6-8之间)。
4.重金属含量:纯苯中如果含有重金属元素(例如镉、铅等),可能会对环境和人体健康造成危害。
因此,对于工业纯苯的质量控制中,也要求重金属元素的含量低于一定的标准。
纯苯理化性质与质量指标
1.1 纯苯的基本概况
名称:苯,纯苯
英文名称:Benzene
分子式:C6H6
分子量:78.11
CAS号:71-43-2
结构:
苯是染料、塑料、合成橡胶、合成树脂、合成纤维、合成药物和农药等的重要原料,也是涂料、橡胶、胶水等的溶剂,也可以作为燃料。
1.2 纯苯基本理化性质
性状:无色易挥发和易燃液体,有芳香气味,有毒。
密度:0.8786。
熔点:5.5℃。
沸点:80℃。
折射率:1.5011。
闪点:-11℃。
粘度:0.6468
蒸气压:3550(0℃);9970(20℃);35700(50℃)
毒性LD50(mg/kg):大鼠经口5700。
溶解情况:不溶于水,溶于乙醇、乙醚等许多有机溶剂。
水溶性:0.18 g/100 mL。
蒸气与空气形成爆炸混合物,爆炸极限1.5%~8.0%(体积)
1.3 纯苯的贮运及其他
采用铁桶或者槽车运输,苯是一种易挥发、易燃、有毒的物质,在装运时,要注意防护,储存环境应是阴凉、通风之处,要远离火种,热源避免阳光直晒。
包装、标识、运输、储存以及交货验收均按照国家关于化学危险品SH0164的有关规定办理准运手续进行。
1.4 纯苯质量指标
纯苯的生产指标分为石油苯(GB/T3405-1989)和焦化苯(GB/T 2283-2008)两种。
表2.1 石油苯(GB/T3405-1989)指标表
表2.2 焦化苯(GB/T 2283-2008)指标表
详细内容参见六鉴网()发布《纯苯技术与市场调研报告》。
纯苯产业简介及其未来发展趋势纯苯是一种化学物质,由分子式C6H6表示,是一种无色透明的液体,在化工、石油化工和医药等众多领域有着广泛的应用。
纯苯是一种具有刺激性气味的有机溶剂,常被用于生产合成树脂、塑料、合成橡胶、染料等化学品。
在这篇文章中,我们将对纯苯产业进行简要介绍,并探讨其未来发展趋势。
纯苯的应用领域纯苯广泛应用于涂料、塑料、医药、橡胶、染料等领域。
在涂料行业中,纯苯被用于生产溶剂型涂料、颜料、油墨和清漆等。
在塑料行业中,纯苯可以用于生产聚苯乙烯、聚合物、防火材料和绝缘材料等。
在医药行业中,纯苯常被用于配制抗癌药、肝素和其他药物。
在橡胶行业中,纯苯被用于生产防胶病药剂、丁苯橡胶和丁腈橡胶等。
在染料领域,纯苯被用于生产衣料染料、油漆、墨水和染料粉末等。
纯苯的市场概况目前,全球纯苯市场超过2000万吨,而中国纯苯市场规模占据全球市场的1/5。
估计到2024年,全球纯苯市场将达到2530万吨以上。
纯苯的全球市场主要集中在美国、中国和亚洲国家。
然而,由于国际能源价格的变化和环保问题的关注,也许会对纯苯市场的增长带来一些不确定性因素。
近年来,中国经济发展迅速,纯苯产业也在快速增长。
大力推进环保政策和绿色化生产,使中国纯苯工业进入了一个高质量、高效益、低排放、环保可持续发展的新阶段。
同时,中国的科技研发和产业转型升级也在推动纯苯产业的智能化、绿色化和服务化的发展,正在向规模化集群、特色化发展、技术创新和国际化方向迈进。
纯苯产业的未来发展趋势在未来几年里,纯苯产业将继续保持快速增长,随着市场的增长和技术的进步,纯苯产业将呈现出以下几大发展趋势:1. 科技创新驱动。
随着新材料、新工艺和新技术的不断涌现,纯苯产业将会更加注重技改升级和产业链的优化升级,加快推进科技与产业深度融合,推动产业升级和创新服务能力的提升。
2. 绿色化生产。
绿色环保等方面的政府政策力度加大,纯苯产业的环境保护也将会越来越受到关注。
未来,纯苯产业将会趋向绿色、可持续和协调发展方向,推进绿色发展、循环经济和资源节约型产业。
纯苯行业分析报告纯苯是指化学式为C6H6的有机化合物,具有清澈透亮的液态,是一种广泛用于化学、医药、石油化工、塑料、纺织、半导体、染料、涂料等领域的重要原料。
本文将对纯苯所处的行业进行概述,分析其产业链、发展历程、行业政策文件、经济环境、社会环境、技术环境、发展驱动因素、现状与痛点、发展建议、趋势前景、竞争格局、代表企业和产业链描述,以及SWOT分析和行业集中度进行解析。
一、纯苯的定义、分类特点纯苯是由苯分离、精制而成,其结构为一个环形六元芳烃,分子式为C6H6,其物理性质为无色透明液体,有苯的特有香味。
纯苯按照用途可分为工业级和实验室级,按照纯度可分为一级、二级和三级。
纯苯的分类特点是由于其用途不同,其纯度要求也略有差别,一般用于化工生产的工业级纯苯要求较低,通常为96%以上,水分和非苯杂质含量要求不高;而实验室级纯苯的需求要求更高,通常要求纯度达到99.5%以上,水分和非苯杂质含量都要极其严格。
需要注意的是,纯苯在化学反应中具有高度的活泼性和危险性,应当在专业人士指导下慎重操作。
二、纯苯行业的产业链纯苯行业的产业链包含原材料采购、生产加工、销售、最终应用等多个环节。
原材料采购主要包含煤焦油、裂解汽油等化工原料的采购,而生产加工环节则是纯苯加工厂的核心业务,包括煤焦油和裂解汽油的提纯、苯的精馏和精制、纯苯包装出售等。
销售环节则由纯苯生产企业提供,最终应用环节则包括医药、染料、涂料、塑料等多个领域。
三、纯苯行业的发展历程纯苯作为最早被发现的有机化合物之一,其产业历史悠久,但纯苯行业在中国起步较晚,进入20世纪后,我国化工行业快速发展,纯苯产业进入了快速发展期。
21世纪以来,我国化工产业得到了快速发展,纯苯行业趋势稳健,市场需求逐年增长。
四、纯苯行业的政策文件及其主要内容为促进纯苯行业的健康发展,我国政府出台了多项行业政策文件,主要包括《中华人民共和国环境保护法》、《中华人民共和国安全生产法》、《中华人民共和国化学品管理条例》等。
苯分离和提纯苯是一种常见的有机化合物,广泛应用于化工、医药、农药等领域。
苯的纯度对于其应用性能至关重要,因此分离和提纯苯是一个重要的工艺过程。
一、苯的分离方法苯的分离可以采用许多不同的方法,下面将介绍两种常见的分离方法。
1. 蒸馏法蒸馏是最常用的苯分离方法之一。
苯和其他有机物在沸点上有较大的差异,通过控制温度和压力,在适当的蒸馏装置中进行蒸馏,可以使苯和其他杂质分离。
在蒸馏过程中,苯会先于其他有机物蒸发,进而通过冷凝收集得到纯苯。
2. 结晶法结晶法也是一种常用的苯分离方法。
苯和其他杂质在溶解度上有所差异,通过适当的溶剂和温度条件,使苯在溶液中结晶出来,进而分离出纯苯。
结晶法分离苯的优点是操作简单,但对溶剂和温度的选择要求较高。
二、苯的提纯方法苯的提纯方法可以采用以下两种常见的方法。
1. 重结晶法重结晶法是一种常用的苯提纯方法。
首先将苯通过适当的溶剂溶解,然后通过加热溶解,再通过冷却结晶出纯苯。
重结晶法可以去除苯中的杂质,提高苯的纯度。
2. 萃取法萃取法是一种常用的苯提纯方法之一。
通过选择合适的溶剂,将含有苯和杂质的混合物进行萃取。
在适当的条件下,苯可以被溶剂提取出来,从而实现苯的提纯。
三、苯的分离与提纯工艺流程苯的分离与提纯工艺流程可以根据具体情况进行设计,下面是一个常见的工艺流程示例。
1. 分离过程:(1) 将含有苯和其他有机物的混合物经过预处理,去除固体杂质。
(2) 将混合物经过加热,进入蒸馏塔进行蒸馏,控制温度和压力,使苯和其他有机物分离。
(3) 将蒸馏得到的苯进行冷凝收集,得到大部分的苯。
2. 提纯过程:(1) 将蒸馏得到的苯通过重结晶法进行提纯,加热苯溶液使其溶解,然后通过冷却结晶出纯苯。
(2) 通过重复结晶的方式,可以进一步提高苯的纯度。
(3) 若需要更高纯度的苯,可以采用萃取法进行提纯,选择合适的溶剂进行苯的萃取。
四、苯的分离与提纯设备苯的分离与提纯需要使用适当的设备,以保证操作效果和产品质量。
纯苯标准密度
苯是一种化学物质,其分子式为C6H6。
在标准温度和压力条件下(20摄氏度,1大气压),苯的标准密度为约0.879 g/cm³。
请注意,这是一个标准值,实际密度可能会在不同条件下发生变化。
苯由六个碳原子和六个氢原子组成。
它是一种芳香烃,具有特殊的环状结构,其中每个碳原子与相邻的两个碳原子形成共轭双键。
这种分子结构导致苯具有相对较高的稳定性和芳香性。
以下是一些关于苯的基本信息:
1. 物理性质:
* 聚集态:室温下,苯是一种无色的液体。
* 密度:标准条件下,苯的密度约为0.879 g/cm³。
* 熔点和沸点:苯的熔点为5.5摄氏度,沸点为80.1摄氏度。
2. 化学性质:
* 芳香性:苯是一种典型的芳香烃,具有稳定的芳香性质。
* 反应:苯可以发生芳香性取代反应,其中一个或多个氢原子被其他基团取代。
常见的反应包括硝化、氢化、氯代反应等。
3. 用途:
* 苯是一种重要的化工原料,用于生产各种化学产品,如塑料、合成纤维、橡胶和染料。
* 它还是溶剂的常用成分,广泛用于涂料、胶水和清洁剂等工业应用。
4. 安全注意事项:
* 苯对人体有毒,长期接触或吸入高浓度的苯蒸气可能对健康造成危害,包括对中枢神经系统的影响和可能引发白血病。
5. 环境影响:
* 苯是一种挥发性有机物,可能对环境产生一定影响。
其使用和处置需要谨慎,以防止对空气和水资源造成污染。
苯是一种在化学和工业中广泛应用的化合物,但在使用和处理时应当谨慎,以确保安全和环保。
关于纯苯安全储存和损耗控制的思考内容摘要:液态苯极易燃烧爆炸,极易挥发,因其特殊的物化性质,苯类化学事故造成的后果及影响极大,在其储运过程中的损耗极大,其安全储存和损耗控制涉及多方面技术措施。
本文通过危险预知分析、合理控制损耗、呼吸气治理等方法,较详细地介绍了苯罐的安全储存温度、安全储存的技术措施和损耗的控制。
与实际相结合,指出了我们日常工作中应注意的问题。
关键词:苯安全储存损耗控制引言:在石油石化的领域中,纯苯是一种重要的化工原料,由于其特殊的物化性质,在储存过程中存在有燃烧爆炸的危险和蒸发损耗,其安全储存和损耗控制是一项不可忽略的问题。
1 苯的性质纯苯为无色、透明的液体,极易燃烧,挥发,具有特殊的臭味,有麻醉性及毒性,不溶于水,可与醇、醚、丙酮等多数有机溶剂混容,凝点为5.5℃,其蒸汽和空气形成爆炸性混合物,爆炸极限为1.4~8.0%(体积),易产生和积聚静电,有燃烧爆炸危险。
纯苯具有以下四个基本特性:(1)易燃性。
苯属于闪点在45℃以下的易燃液体,所以在常温条件下,遇明火能使表面的苯蒸汽闪燃。
(2)易爆性。
苯液体的蒸汽与空气混合,浓度达到一定的范围时,遇明火会发生爆炸。
(3)挥发性。
苯常温下就极易挥发,应储存于阴凉通风低温处,夏季防止阳光直射,应尽量在低温时运输,日常储运过程中产生的损耗极大。
(4)毒害性。
高浓度苯对中枢神经系统的麻醉作用,引起急性中毒;长期接触高浓度苯对造血系统造成损害, 引起慢性中毒。
职业性接触毒物分类:Ⅰ级( 极度危害)。
2 苯罐安全储存温度的确定由于苯具有易挥发、低闪点、高度易燃易爆的特性,所以苯罐安全储存的前提是:必须确定苯的储存温度是否安全。
确定苯罐的安全储存温度,就要避免储罐内苯蒸汽与空气形成混合性气体的爆炸极限在 1.4~8.0%的爆炸极限浓度范围内。
消除形成爆炸浓度的可能温度有两种方法,一是低于闪点的温度,二是高于爆炸上限的温度。
但由于苯的闪点为-11℃, 凝点为5.5℃,若储罐内苯的存储温度控制不好,过低液态苯会有凝固的可能。
纯苯成本公式纯苯是一种彩色无溶剂、无机溶剂残留物的无色油状液体。
它在化工行业中广泛应用于各种合成、溶解和萃取过程,在许多工业领域中都扮演着重要角色。
了解纯苯的成本结构和计算公式对于企业评估生产成本、制定定价策略以及提高生产效率具有重要意义。
纯苯的成本结构主要包括原材料成本、生产成本和销售成本等。
下面将依次介绍每个方面的成本,并给出成本计算公式。
一、原材料成本纯苯的原材料成本是指用于生产纯苯的化工原料的成本,主要包括苯乙烯和苯的制造成本。
其中,苯乙烯是通过乙烯经氧化、碳化等工艺合成的,苯则主要从石油炼厂的石脑油中分离得到。
苯乙烯的成本和苯的成本是影响纯苯成本的重要因素。
苯乙烯的成本计算公式如下:苯乙烯成本 = 苯乙烯价格 ×苯乙烯用量苯的成本计算公式如下:苯成本 = 苯价格 ×苯用量二、生产成本纯苯的生产成本是指将原材料加工转化为纯苯的过程中所需的各种费用,包括劳动力成本、能源成本、设备维护等。
劳动力成本计算公式如下:劳动力成本 = 单位人工费用 ×劳动力用量能源成本计算公式如下:能源成本 = 单位能源价格 ×能源用量设备维护成本计算公式如下:设备维护成本 = 单位维护费用 ×设备数量三、销售成本纯苯的销售成本包括包装、运输和销售费用等。
这些费用需考虑到销售市场和销售渠道的特点,以确定合理的销售成本。
包装成本计算公式如下:包装成本 = 单位包装费用 ×销售量运输成本计算公式如下:运输成本 = 单位运输费用 ×运输量销售费用计算公式如下:销售费用 = 单位销售费用 ×销售量综上所述,纯苯的总成本即为原材料成本、生产成本和销售成本的总和。
计算公式如下:总成本 = 原材料成本 + 生产成本 + 销售成本纯苯成本 = 苯乙烯成本 + 苯成本 + 劳动力成本 + 能源成本 + 设备维护成本 + 包装成本 + 运输成本 + 销售费用对于企业管理者来说,了解纯苯成本结构以及相应的计算公式,有助于制定有效的成本控制策略和优化生产流程,提高企业盈利能力。
纯苯成本公式
纯苯成本公式是指纯苯的生产成本公式。
纯苯是一种有机化合物,化学式为C6H6。
其生产成本公式可以包括以下几个要素:
1. 原材料成本:纯苯的主要原料通常是石油或煤焦油中的苯系物,因此原材料成本是纯苯生产中的重要成本。
原材料的价格波动会直接影响纯苯的生产成本。
2. 生产设备成本:生产纯苯需要相应的生产设备,包括反应釜、分离设备、蒸馏塔等。
这些设备的采购和维护成本都会计入纯苯的生产成本。
3. 能源成本:纯苯的生产过程需要消耗能源,如电力、燃料气等。
能源的价格和消耗量将直接影响纯苯的生产成本。
4. 人工成本:生产纯苯需要操作工人和管理人员进行生产管理和操作,他们的工资、福利和培训成本也是纯苯生产成本的一部分。
5. 其他运营和管理费用:包括仓储费用、运输费用、销售与营销费用、管理费用等。
综上所述,纯苯的生产成本公式可以表示为:
纯苯成本 = 原材料成本 + 生产设备成本 + 能源成本 + 人工成
本 + 其他运营和管理费用
具体的成本计算需要根据实际情况进行,并考虑各个成本要素的权重和因素的波动性。
纯苯
1.1 纯苯的基本概况
名称:苯,纯苯;
英文名称:Benzene;
分子式:C6H6 ;
分子量:78.11 ;
结构:
1.2 纯苯基本理化性质
性状:在常温常压下为具有芳香气味的无色透明挥发性液体。
能放出有毒蒸气,含量:99.90%.
沸点:80.1℃, 液体密度(20℃):879.4kg/m3,气体密度:2.770kg/m3,相对
密度(38℃,空气=1): 1.4,粘度(20℃): 0.647mPa.S,燃点:562.2℃,爆炸界限:1.3%-7.1%(体积),最大爆炸压力:9kg/cm2,最大爆炸压力的浓度:3.9%,最易
引燃浓度:5%.
溶解情况:不溶于水,溶于乙醇、乙醚等许多有机溶剂。
水溶性:0.18 g/100 mL。
1.3 焦化纯苯质量指标
项目单位指标
外观透明液体,无不溶水及机械杂质颜色(Hazen单位:铂-钴色号)≤20
密度(20℃)kg/m³878-881
苯% ≥99.9
甲苯% ≤0.05
非芳烃% ≤0.05
酸洗比色≤0.2
结晶点℃≥5.35
噻吩g/100ml ≤0.06
二氧化碳g/101ml ≤0.006总硫ppm ≤1
溴价g/101ml ≤0.15
氯化物ppm ≤1
总氮化合物ppm ≤1
1.4 上下游产业链
纯苯来源于乙烯装置联产、炼油厂重整芳烃抽提、对二甲苯装置甲苯歧化和煤焦油抽提。
上下游产业链见下图。
由乙烯和纯苯反应先得到乙苯,然后通过催化脱氢得到苯乙烯。
国内纯苯主要有4个途径获得:
(1)乙烯裂解装置所副产的裂解汽油;(2)重整装置所产生的重整生成油;(3)对二甲苯(PX)联合装置所产生的副产品;(4)煤焦化过程所产生的副产品。
前3种途径获得的纯苯称为石油苯,第4种途径获得的纯苯称为焦化苯。
焦化苯是酸洗苯、精制苯和加氢苯的统称,其上游原料均为焦化粗苯。
焦化粗苯是焦炭煤气净化过程中的衍生副产物。
酸洗苯则是将焦化粗苯用硫酸进行酸洗,再经过蒸馏提纯后的产物。
精制苯实际卜就是对酸洗苯再次进行精加工,工艺方法主要有酸洗、萃
取、吸符分离和蒸馏。
加氧苯是指通过对酸洗苯进行加氢、萃取蒸馏后得到高纯度苯。
1.5 纯苯的用途
苯是染料、塑料、合成橡胶、合成树脂、合成纤维、合成药物和农药等的重要原料;也是涂料、橡胶、胶水等的溶剂,在炼油工业中用作提高汽油辛烷值的掺合剂;也可以作为燃料。
我国纯苯消费结构如下:2 7.2 5%用于合成苯乙烯,聚酰胺树脂(环己烷)约占12.6 5%,苯酚约占11.3 7%,氯化苯约占l0.98%,硝基苯约占9.8%,烷基苯约占7.8 4%,农用化学品约占5.56%,顺酐约占4.7l%,其它医药、轻工及橡胶制品业等约占9.84%。
苯乙烯是纯苯最主要的消费用途,生产能力约70~100万吨/年。
环已烷是仅次于苯乙烯的纯苯消费产品,主要用于生产尼龙6和尼龙66等产品,国内产能达到30~45万吨/年。
苯酚是消耗纯苯较多的化工产品之一,我国苯酚的需求增长较快,预计2000—2003年,国内苯酚对纯苯的需求量将以年均6%的速度增长。
氯化苯的产量约为20万吨/年,对纯苯的需求量将以年均3%的速度增长。
硝基苯产量约为25万吨/年,预计近期内对纯苯的需求将以每年5%的速度增长。
烷基苯的产量约35万吨/年,预计近几年对纯苯的需求会以年均5%的速度增长。
顺酐的产量增长很快,l990年顺酐产量仅为1.9 8万吨,目前产量约为7.8万吨/年,其对纯苯的年需求增长率估计将达到7%。
蜡、树脂、油的溶剂:合成化学制品和制药的中间体。
86%苯用于制造苯乙烯、苯酚、坏乙烷和其他有机物。
剩余部分主要用于制造洗涤剂、杀虫剂和油漆清除剂。
苯可作为汽油一种成份,含量<2%。
另外,包装印刷行业目前广泛使用的油墨以苯、乙醚之类的有毒有机试剂为溶剂,油墨中有机溶剂含量一般为30%~70%,这不仅导致印刷车间内存在易燃易爆的危险隐患,而且这类溶剂在印刷过程中全部挥发,严重污染车间及大气环境,对印刷操作工人及周围居民的健康构成威胁。
1.6 纯苯的贮运及其他
采用铁桶或者槽车运输,苯是一种易挥发、易燃、有毒的物质,在装运时,要注意防护,储存环境应是阴凉、通风之处,要远离火种,热源避免阳光直晒。
包装、标识、运输、储存以及交货验收均按照国家关于化学危险品SH0164的有关规定办理准运手续进行。