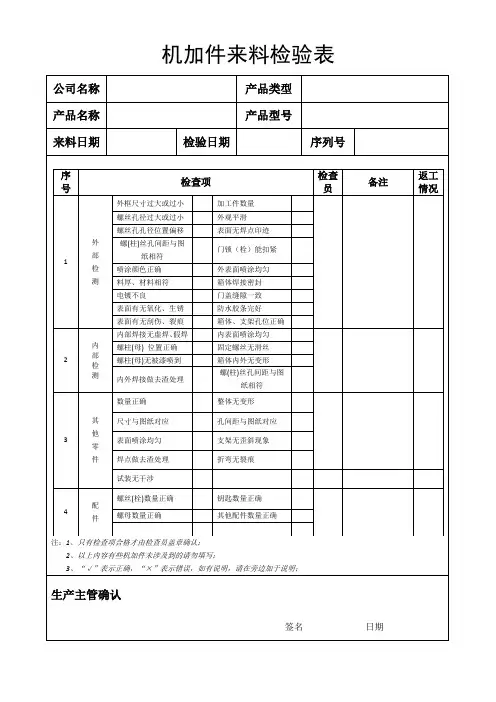
-箱体加工过程检验表
- 格式:docx
- 大小:55.84 KB
- 文档页数:18
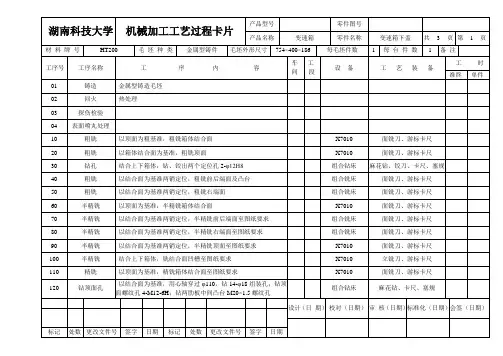
车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 5 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226 0.18 1.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.182 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0.12 9.2 1 0.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第11 页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0.13 1 1 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.27 5 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第18 页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量被吃刀量进给次数工时/minr/min m/min mm/r mm 机动辅助1 结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速铣削速度进给量被吃刀量进给次数工时/minr/min m/min mm/z mm 机动辅助1 结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第22 页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件。
题目变速器下箱体加工工艺规程学生姓名李勇专业班级机械设计制造及其自动化1班学号2220122173指导教师连峰完成时间2015年7 月23日目录一制定箱体加工工艺规程的原始材料 (1)1零件工作图和必要的装配图 (1)2零件的生产纲领和生产类型 (1)3毛坯的生产条件和供应条件 (1)4本厂的生产条件 (1)5各有关手册、标准和指导性文件 (1)二减速器箱体加工工艺规程的步骤和内容......... 错误!未定义书签。
1阅读装配图和零件图......................... 错误!未定义书签。
2工艺审查 (9)3熟悉和确定毛坯.............................. 错误!未定义书签。
4拟定机械加工工艺路线 (10)4.1加工方法的选择 (10)4.2定位基准 (9)4.3工序顺序的安排 (10)4.4热处理工序的安排 (10)4.5辅助工序的安排 (10)5确定工艺设备() (12)5.1选择机床 (12)5.2选择量具5.3选择夹具5.4选择刀具 (12)5.5专用机床设计任务书5.6确定加工工艺路线6确定技术要求和检验方法7确定加工余量、计算工序尺寸和公差8确定切削用量................................ 错误!未定义书签。
8.1粗、精铣切削用量......................... 错误!未定义书签。
8.2钻削加工切削用量的选择................... 错误!未定义书签。
8.3基本时间的确定 (16)9确定时间定额10填写工艺文件减速器成品图一制定箱体加工工艺规程的原始材料1零件工作图和必要的装配图2零件的生产纲领和生产类型大批量3毛坯的生产条件和供应条件4本厂的生产条件5各有关手册、标准和指导性文件1 减速器实用技术手册编辑委员会编. 《减速器实用技术手册》北京:机械工业出版社, 19922 冯辛安主编.《机械制造装备设计》第2版大连理工大学北京:机械工业出版社, 2007.123 黄如林主编.《切削加工简明实用手册》北京:化学工业出版社,2004.74 戴曙主编. 《金属切削机床》北京:机械工业出版社, 2005.15冯之敬主编《机械制造工程原理》清华大学出版社,2008.66邢闽芳主编《互换性与技术测量》清华大学出版社,2007.4二减速器箱体加工工艺规程的步骤和内容1阅读装配图和零件图零件主视图零件左视图及局部视图2工艺审查减速器的主要加工表面为孔系和平面,为了保证箱体部件的装配精度,对箱体零件的加工,主要有如下技术要求:支承孔的尺寸精度、形状精度和表面粗糙度箱体上的主要支承孔(主轴孔)尺寸公差等级为IT6级,圆度为0.006~0.008mm,表面粗糙度值为Ra0.4~0.8um.其他支承孔的尺寸公差等级为IT6~IT7级,圆度为0.01mm左右,表面粗糙度值为Ra1.6~3.2um。

摘要另配有设计图纸cad.proe.Qq275673028箱体类零件是机器的基础件之一,箱体的加工质量对机器的精度、性能和寿命都有直接影响。
作为机器的基础零件之一,箱体将机器里的各个零部件组装成一个整体,并让这个整体以正确的相对位置进行某些必要运动。
该设计在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方向之一。
通过被加工零件的分析完成了机械加工工艺的设计及各加工工序机动时间的计算。
根据箱体零件的结构及其功能,运用定位夹紧的知识完成了夹具设计。
关键词:箱体加工工艺定位夹具设计ABSTRACTBox type parts is one of the basic parts of machine, have directly affect the performance and service life of the processing quality of the tank, the precision of the machine. As one of the basic parts of a machine, all the parts in the machine box will be assembled into a whole, and make the whole exercise some necessary to correct relative position. The design on the premise to guarantee machining quality, increase productivity, reduce the production cost, is one of the main development direction of domestic and international modern machining technology. By analysis of machined parts to calculate the machining process design and the manufacturing processes for mobile time. According to the structure and function of parts of the box, using the knowledge of locating and clamping jigs and fixtures design completed.Key words box,processing technology,location,jigs and fixtures design目 录摘 要............................................................................................................................... I ABSTRACT (Ⅱ)1 绪论............................................................................................................................. 1 2 零件的工艺分析 .. (2)2.1 零件的工艺分析 .................................................................................................................... 2 2.2零件的结构工艺性 ................................................................................................................. 2 2.3确定毛坯的铸造形式 . (3)3 零件加工工艺路线的拟定 (4)3.1定位基准的选择 ..................................................................................................................... 4 3.1.1精基准的选择 .................................................................................................................. 4 3.1.2粗基准的选择 .................................................................................................................. 4 3.2加工工艺过程的确定 . (5)4 机械加工余量,工序尺寸及毛坯尺寸的确定 (9)4.1机盖机械加工余量、工序尺寸及毛坯尺寸的确定 ............................................................. 9 4.1.1计算顶面与0.009-0.0261107H +∅mm 支承孔轴线尺寸 ......................................................... 9 4.1.2机盖结合面的加工余量 .................................................................................................. 9 4.1.3刮4-Ø25mm 和4-Ø28mm ............................................................................................ 10 4.1.4钻机盖凸缘4-Ø11mm 和轴承旁凸台4-Ø13mm 孔 .................................................... 10 4.1.5机盖上顶面各螺纹孔 .................................................................................................... 10 4.2机座机械加工余量、工序尺寸及毛坯尺寸的确定 ........................................................... 11 4.2.1机座底面的加工余量 .................................................................................................... 11 4.2.2机座结合面的加工余量 ................................................................................................ 11 4.2.3机座左右侧壁漏油孔Ø25mm 平面的加工余量 ......................................................... 12 4.2.4刮4-Ø25mm 及4-Ø28mm 和4-Ø36mm 平面 ............................................................. 12 4.2.5钻机座凸缘、轴承旁凸台、机底座各孔 .................................................................... 12 4.2.6加工工艺孔2-Ø027.019+mm (13)4.2.7钻攻机座侧壁各孔 ........................................................................................................ 13 4.3合箱后机械加工余量、工序尺寸及毛坯尺寸的确定 ....................................................... 13 4.3.1加工2-Ø6mm 锥销孔 .................................................................................................... 13 4.3.2前后端面加工余量(计算长度为00.29230-mm ) (14)4.3.3左右端面加工余量(计算长度为285mm) (14)4.3.4 加工两轴承孔Ø110mm (15)4.3.5轴承孔端面螺纹孔 (16)4.3.6轴承孔内边2×45o (16)5确定切削用量及时间定额 (16)5.1机盖切削用量及时间定额 (16)5.2机座切削用量及基本工时 (26)5.3合箱后切削用量及基本工时 (36)6 夹具设计 (49)6.1 箱体机座结合面夹具设计 (49)6.1.1设计任务分析 (49)6.1.2定位基准的选择与定位方案 (47)6.1.3定位及夹紧元件的选择 (47)6.1.4铣削力计算 (48)6.1.5 夹紧力计算 (49)6.1.6夹具操作的简要说明 (49)6.2 镗孔夹具设计 (51)6.2.1 结构分析 (51)6.2.2夹具结构确定 (51)6.3定位销尺寸确定与高度计算 (51)6.3.1定位销尺寸的确定 (51)总结................................................................................................... 错误!未定义书签。
箱体加工工艺过程及工序卡箱体加工是指对箱体进行各种工艺处理,以满足工程需求。
通常包括铣削、钻孔、切割、折弯、焊接、涂装等工序。
下面是一个箱体加工的工序卡,来详细描述箱体加工的工艺过程及各个工序。
工艺过程:1.下料:根据箱体的设计图纸,将所需的板材进行切割或折弯,得到对应的零件。
2.铣削:针对箱体零件的毛刺或边角进行铣削,使其表面平整,便于后续的连接和装配。
3.钻孔:对于需要固定件的箱体零件进行钻孔处理,以便于安装螺丝、铆钉和其他固定件。
4.切割:根据设计要求,对箱体零件进行切割加工,如切割窗口,开孔等。
5.折弯:对于带有折弯部分的箱体零件,采用机械设备对其进行折弯处理,以得到所需的弯度和形状。
6.焊接:将已经加工好的箱体零件进行定位并进行焊接,以形成完整的箱体结构。
7.打磨:对焊接后的箱体进行打磨处理,使焊接处平整光滑,达到美观和耐用的要求。
8.涂装:对已经打磨好的箱体进行涂装处理,以增加外观质量和抗腐蚀性。
9.组装:将经过涂装的箱体零件进行组装,包括固定件的安装、连接件的安装等。
10.检验:对组装完成的箱体进行检验,确保箱体的质量和功能满足设计要求。
11.包装:对合格的箱体进行包装,以便于运输和储存。
工序卡示例:工序卡号:01工序名称:下料工序内容:1.根据设计图纸,将所需板材切割成对应的形状和尺寸。
2.对切割好的板材进行折弯或加工,使其形成所需的零件。
3.对零件的边缘进行打磨,确保平整无毛刺。
工序卡号:02工序名称:铣削工序内容:1.将需要进行铣削的箱体零件进行定位,确保其固定在机床上。
2.根据需要进行的铣削处理,调整加工参数,使其达到设计要求的尺寸和形状。
3.对铣削后的零件进行检查,确保其平整光滑。
工序卡号:03工序内容:1.根据设计要求,对需要进行固定件安装的零件进行定位。
2.使用钻孔设备进行钻孔,确保孔的位置和尺寸准确。
3.对钻孔后的零件检查,确保孔的质量和精度。
工序卡号:04工序名称:切割工序内容:1.根据设计要求,对箱体零件进行切割处理,如切割窗口,开孔等。
箱体的加工工艺(总9页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除箱体零件的加工工艺箱体零件的加工工艺 摘要:姓 名: 宋国萍 班 级: 机械071 班级学号: 49 指导教师: 李丽在箱体类零件各加工表面中,通常平面的加工精度比较容易保证,而精度要求较高的支承孔的加工精度以及孔与孔之间、孔与平面之间的互相位置精度则较难保证。
所以,再制定箱体类零件加工工艺过程的时,应将如何保证孔的精度为重点来考虑。
精度与表面粗糙度要求,目的是保证安装在孔内的轴承和轴的回转精度;平面的平面度和平直度,其目的在于保证装配后整机的接触面接触刚度和导向面的定位精度;孔系的位置精度是箱体类零件最主要的技术要求,其中包括孔与孔的位置精度箱体类零件加工表面的主要问题是平面和孔。
其技术要求主要体现在三个方面:孔的尺寸和孔与平面位置精度,箱体定位基准的选择。
AbstractIn the box-type parts of machined surface, usually the processing plane is easier to ensure accuracy, but the supporting high precision machining precision holes and holes with the holes between the hole and the mutual position between the plane more difficult to ensure the accuracy of . Therefore, re-enacted box parts machining process time should be how to ensure the accuracy of holes focus to consider.Accuracy and surface roughness requirements, the purpose is to ensure that the bearings installed in the hole and shaft of the rotary precision; plane flatness and straightness, the purpose isto ensure assembly of the contact surface after the machine-oriented surface of the contact stiffness and positioning accuracy; the location of the holes is a box-type parts precision of the most important technical requirements, including the location of hole and hole box parts machined surface accuracy of the main problems is the plane and holes. Its technical requirements is mainly reflected in three aspects: the hole size and hole position accuracy with the plane, the choice of the base box location.关键词:箱体。
实业有限公司壳体加工工序检验标准1、目的本操作规程是板料下料,角钢下料,柜体焊接检验内容方法和合格判定的依据,所有产品必须严格按照此规定执行。
2、采用标准2.1 板料下料工艺守则2.2板料加工工艺守则2.3柜体焊接工艺守则3、检验3.1 检验项目零部件对角线,成型尺寸检验,钻孔、冲孔检验,喷涂产品的检验。
3.1.1、板料下料检验首先按照图纸算出零部件的展开尺寸,再用钢卷尺测量,所下料的尺寸及对角线,剪切尺寸公差见表。
(单位:mm)对角线测量法(单位:mm)允许最大毛刺见表(单位:mm)3.1.2、板料弯边检验首先熟悉图纸,检验弯边前板料展开尺寸是否正确,弄清折弯方向,折弯尺寸,判明主要尺寸,做到首件必检,零件折弯前不平度每料不大于2mm,折弯后如达不到要求,应进行人工整形,折弯后,板机尺寸公差及折弯高度、方向按图纸要求。
折弯后不垂直度见表(单位:mm)附表单位:mm)3.1.4、扁钢校正检验钢板校平后要用1米的钢尺在任意部位测量平直度,不得大于2mm,具体检验钢板的类别见板料扁钢矫正工艺守则(2.4.1-2.4.5)3.1.5、柜体焊接检验首先查对柜体是否与图纸符合,再测外形尺寸、对角线,检验柜体焊接质量应保持焊接牢固,焊缝均匀,且不得有未焊透、漏焊、烧穿、裂纹、咬边、气孔、砂眼、夹渣等缺陷。
整体柜不得超过四处缺陷,门及面板等面露部分的表面不得引弧柜体和各部分尺寸公差,必须符合图纸尺寸要求,外形尺寸若为自由公差时,允许偏差见表:单位:mm注:宽度和深度主要用卷尺测量前后两面上、中、下三点尺寸偏差,测量结果按最大值计算,并做好记录。
2、高度测量四周,测量方法,尺寸偏差按最大值计算,用卷尺勾住底边四角到各角对顶角。
用卷尺测量柜体左右侧,前后侧及顶底各平面,两对角线之差的绝对值允许偏差(以角钢内侧为准),按图纸技术要求,并做好纪录,无明显要求时允许偏差见表。
(单位:mm)用1米的钢板尺在1米门板或侧板上任意交叉,并用塞尺测出结果,其门及门板的不平度每米不得超过3mm,侧护板不平度每米不得超过3mm,在50-1000mm内按比例折算,小于0.5m,按0.5m折算,网门应张紧,以框的外表面为基准,用直尺测量,不平度不得大于20mm,门与门及门操作板紧邻两个不平边之间的间隙差,不大于3mm,门锁好后,门锁侧上、下角之间隙不得小于3mm,门开启应灵活,开启度小于90°,门在开启或关闭后不得自行移动。
箱体孔系加工和常用工艺装备一、箱体零件孔系加工箱体上一系列相互位置有精度要求的孔的组合,称为孔系。
孔系可分为平行孔系「图8-35(a)〕、同轴孔系[图8-35(b)」和交叉孔系[图8-35(c)]。
孔系加工不仅孔本身的精度要求较高,而且孔距精度和相互位置精度的要求也高,因此是箱体加工的关键。
孔系的加工方法根据箱体批量不同和孔系精度要求的不同而不同,现分别予以讨论。
(一)平行孔系的加工平行孔系的主要技术要求是各平行孔中心线之间及中心线与基准面之间的距离尺寸精度和相互位置精度。
生产中常采用以下几种方法1.找正法找正法是在通用机床上借助辅助工具来找正要加工孔的正确位置的加工方法。
这种方法加工效率低,一般只适用于单件小批生产。
根据找正方法的不同,找正法又可分为以下几种:(l)划线找正法。
加工前按照零件图在毛坯上划出各孔的位置轮廓线,然后按划线一一进行加工。
划线和找正时间较长,生产率低,而且加工出来的孔距精度也低,一般在±0.5 mm 左右。
为提高划线找正的精度,往往结合试切法进行。
即先按划线找正镗出一孔再按线将主轴调至第二孔中心,试镗出一个比图样要小的孔,若不符合图样要求,则根据测量结果更新调整主轴的位置,再进行试镗、测量、调整,如此反复几次,直至达到要求的孔距尺寸。
此法虽比单纯的按线找正所得到的孔距精度高,但孔距精度仍然较低且操作的难度较大,生产效率低,适用于单件小批生产。
(2)心轴和块规找正法。
镗第一排孔时将心轴插人主轴孔内(或直接利用镗床主轴),然后根据孔和定位基准的距离组合一定尺寸的块规来校正主轴位置,如图8-36所示。
校正时用塞尺测定块规与心轴之间的间隙,以避免块规与心轴直接接触而损伤块规。
镗第二排孔时,分别在机床主轴和加工孔中插入心轴,采用同样的方法来校正主轴线的位置,以保证孔心距的精度。
这种找正法的孔心距精度可达±0.3mm 。
(3)样板找正法。
用10~20mm 厚的钢板制造样板,装在垂直于各孔的端面上(或固定于机床工作台上),如图8-37所示。
箱式变电站检验规程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】预装式箱式变电站检验规程箱式变电站外形检查箱体成型后,应符合图纸要求,几何误差见下表。
表1对角线误差(单位:mm)表2外形尺寸及允许偏差(单位:mm)箱式变电站的所有开孔应按图纸要求和《冷加工通用工艺规程》(编号:DY-01-GY)进行并满足箱式变电站自身结构及使用要求。
箱式变电站的骨架应按《焊接通用规程》(编号:DY-02-GY)进行,框架焊接要牢固,不得漏焊,焊缝平整光洁、没有焊穿裂缝、溅渣气孔。
吊柱是箱式变电站工艺重点,必须焊接牢固,焊口要有一定深度焊口焊满突出、不得有溅渣,以防在起吊过程中脱落。
箱式变电站的箱体、柜体及其零部件的金属表面的涂覆加工工艺应按《喷涂工艺规程》进行,在柜体和箱体一米处观察不应有明显的色差和反光。
组装式箱式变电站,对接处的立缝,水平公差值应一致,连接孔偏差应不大于1mm,对接处应能保持整体性能。
变压器室内应对母线、电缆连接洞口进行封堵,达到防误入、防鼠、防火的要求。
5 高、低压配电装置的检查一般检查箱式变电站的供配电系统应正确并符合设计要求,图纸产品保持一致。
所有电器设备及部件、元器件要符合图纸及相关技术要求的规定。
箱式变电站的供配电系统应正确并符合设计要求,图纸产品保持一致。
高、低压成套开关柜、低压成套无功功率补偿装置的导线截面和颜色、母线的制作应符合《大线制作通用工艺规程》(编号:DY-05-GY)、《二次线配置通用工艺规程》(编号:DY-07-GY)和《母线制作通用工艺规程》(编号:DY-06-GY)的要求。
各电路导线端头的标识应与提供的原理图、接线图相一致。
计量柜的计量互感器、电度表等必须按供电部门的验收要求备案,同时计量柜的铅封或明挂锁扣必须安全可靠。
所用变压器规格、型号符合设计要求,安装符合规范及制造厂要求;油浸式变压器附件完好无损,变压器无渗漏油、油位正常,无锈蚀,油漆完好,相位标志正确;手动调压装置正常;所有密封良好,瓷件无损伤、裂纹。
箱体零件的加工工艺一、概述1箱体零件的功用与结构特点箱体是机器的基础零件,它将机器中有关部件的轴、套、齿轮等相关零件连接成一个整体,并使之保持正确的相互位置,以传递转矩或改变转速来完成规定的运动。
故箱体的加工质量,直接影响到机器的性能、精度和寿命。
箱体类零件的结构复杂,壁薄且不均匀,加工部位多,加工难度大。
据统计资料表明,一般中型机床制造厂花在箱体类零件的机械加工工时约占整个产品加工工时的l5%~20%。
2箱体零件的主要技术要求箱体类零件中,机床主轴箱的精度要求较高,可归纳为以下五项精度要求:⑴孔径精度:孔径的尺寸误差和几何形状误差会造成轴承与孔的配合不良。
孔径过大,配合过松,使主轴回转轴线不稳定,并降低了支承刚度,易产生振动和噪声;孔径太小,会使配合偏紧,轴承将因外环变形,不能正常运转而缩短寿命。
装轴承的孔不圆,也会使轴承外环变形而引起主轴径向圆跳动。
从上面分析可知,对孔的精度要求是较高的。
主轴孔的尺寸公差等级为IT6,其余孔为IT8~IT7。
孔的几何形状精度未作规定的,一般控制在尺寸公差的1/2范围内即可。
⑵孔与孔的位置精度:同一轴线上各孔的同轴度误差和孔端面对轴线的垂直度误差,会使轴和轴承装配到箱体内出现歪斜,从而造成主轴径向圆跳动和轴向窜动,也加剧了轴承磨损。
孔系之间的平行度误差,会影响齿轮的啮合质量。
一般孔距允差为土0.025~土0.060mm,而同一中心线上的支承孔的同轴度约为最小孔尺寸公差之半。
⑶孔和平面的位置精度:主要孔对主轴箱安装基面的平行度,决定了主轴与床身导轨的相互位置关系。
这项精度是在总装时通过刮研来达到的。
为了减少刮研工作量,一般规定在垂直和水平两个方向上,只允许主轴前端向上和向前偏。
⑷主要平面的精度:装配基面的平面度影响主轴箱与床身连接时的接触刚度,加工过程中作为定位基面则会影响主要孔的加工精度。
因此规定了底面和导向面必须平直,为了保证箱盖的密封性,防止工作时润滑油泄出,还规定了顶面的平面度要求,当大批量生产将其顶面用作定位基面时,对它的平面度要求还要提高。
无锡鼎皓防爆电气传动系统有限公司
主箱体检测记录(冷作)
型号规格:__________________ 受检数:________ DH/QR-04-02
检验员: 记录: 日期:
无锡鼎皓防爆电气传动系统有限公司
检验员: 记录: 日期:
无锡鼎皓防爆电气传动系统有限公司
小箱体检测记录(冷作)
型号规格:__________________ 受检数:________ DH/QR-04-03
检验员: 记录: 日期:
无锡鼎皓防爆电气传动系统有限公司
检验员: 记录: 日期:
热交换系统检验表(外协)
型号: 编号:DH/QR-04-04
检验员:部门:日期:
无锡鼎皓防爆电气传动系统有限公司
高低压保护试验记录单
无锡鼎皓防爆电气传动系统有限公司
零部件质量检测记录(箱体)
零件名称:零件图号:受检数:编号:DH/QR-04-05.1
零部件质量检测记录(门盖)
零件名称:零件图号:受检数:DH/QR-04-05.2
检验员:____________ 日期:_________________________________________
无锡鼎皓防爆电气传动系统有限公司
零部件质量检测记录(门盖)
检验员:日期:
检验员:日期:
无锡鼎皓防爆电气传动系统有限公司
零部件质量检测记录
编号:DH/QR-04-05.4
无锡鼎皓防爆电气传动系统有限公司
水压试验记录单
日期:
-06
注:水压试验压力为1Mpa 时间为60+2
,试验结果以不滴水及外壳无变形为合格
无锡鼎皓防爆电气传动系统有限公司
水压试验记录单
血:
日期:
编号:-06
注:水压试验压力为1Mpa 时间为60+jrS ,试验结果以不滴水及外壳无变形为合格
型号:
编号:DH/QR-04-08
热交换系统过程检验表
检验员: 部门: 日期:
无锡鼎皓防爆电气传动系统有限公司
热交换系统过程检验表
型号:
编号:DH-/QR-04-08
无锡鼎皓防爆电气传动系统有限公司
喷漆过程检验表
编号:DH/QR-04-09
无锡鼎皓防爆电气传动系统有限公司
喷漆过程检验表
检验员: 日期:
无锡鼎皓防爆电气传动系统有限公司
出厂检验报告
编号:DH/QR-04-10.1
检验员: 日期:
无锡鼎皓防爆电气传动系统有限公司
出厂检验报告
编号:DH/QR-04-10.1
检验员:
日期:
无锡鼎皓防爆电气传动系统有限公司
零部件质量检测记录
编号:DH/QR-04-05.3
检验员: 日期: 注:合格为V;不合格为x
编号:DH/QR-04-05.3检验员: 日期: 注:合格为V;不合格为x。