塑料包装高温蒸煮技术PPT(共 31张)
- 格式:ppt
- 大小:791.00 KB
- 文档页数:32
高温蒸煮袋加工应用和技术要求高温蒸煮袋又称软罐包装袋,是把塑料薄膜、金属箔或它们的复合材料制成具有气密性和遮光性的袋子。
通过熔融热封后,加压加热杀菌,用来盛装加工过的食品。
因其储存期长、开封容易、后处理方便,倍受顾客喜爱。
该包装袋六十年代在美国开发成功后,在国外已得到普遍应用。
随着微波炉在中国家庭的普及,这种软罐包装也愈来愈引起大家的关注,加工该产品的包装企业如雨后春笋般涌现出来,竞相在装潢印刷和复合质量上下功夫。
下面就高温蒸煮袋的有关加工应用和技术要求浅谈一下。
1、高温蒸煮袋的基本加工结构。
根据用户的制定要求、内容物的种类和流通形式,高温蒸煮袋的产品结构一般分三类:二层膜、三层膜和四层膜结构。
二层膜一般为BOPA/CPP、PET/CPP;三层膜结构为PET/AL/CPP、BOPA/AL/CPP;四层膜结构为PET/BOPA/AL/CPP,PET/AL/BOPA/CPP。
2、高温蒸煮袋的性能要求。
高温蒸煮袋通常是常温保存,要求储存期限较长,保质期一般超过一年以上,因此对其包装复合质量有较高的要求;(1)外观平整良好、无皱折、气泡和异物附着。
(2)无毒、无气味、残留溶剂测定值小于5mg/m2。
(3)完全密封,水蒸气透过率接近于零,对于三层、四层结构不大于0.5g/m2·24h。
(4)有遮光性、无气体透过性。
PET/CPP普通袋要求稍低,氧气透过量不大于120cm3/m2·24h·atm,三层、四层结构0.5cm3/m2·24h·atm。
(5)无渗漏、抗油脂性能优良、吸油率不大于1%。
(6)耐热、耐压性优良,经121℃、40分钟高温蒸煮后要求无变形、无剥离。
3、高温蒸煮袋加工要求。
许多企业在高温蒸煮袋的加工中,虽然在人、物、料等环节都经过严格控制,但生产出的产品仍不尽人意,因复合袋胀袋脱层而屡遭客户的投诉。
在实际生产中要注意以下几个环节:(1)印刷油墨的选择。
高温蒸煮膜、袋蒸煮实验一、定义:高温蒸煮袋指产品使用温度在121℃-145℃(含145℃)二、实验类型A、耐热实验B、耐高温介质实验三、作业程序1、将复合熟化好的膜卷,剔除表面2圈,要求无隧道、折皱,破损等不能有无涂胶现象。
2、将样品进行揉擦实验,看能否脱层;用手进行剥离看层间有无发粘现象(有,说明胶水固化不充分,需继续进行熟化;或固化剂比例失调等,及时反馈给上级做进一步处理)。
3、将样品膜裁切一个横面,做成袋子规格建议在200*120mm,装入袋的容积的二分之一或三分之二的水,将空气排掉热封后用手往袋子上施加一定的力检查袋子有无漏、假封现象(注:必须尽量将袋子里面的空气给排掉,具体操作为双手那种袋子,慢慢往上移,袋子里面的水有点往外流,同事可以看到袋子里面的空气随着流出)。
4、将袋子放入蒸煮锅里,设定好相对应的温度和时间;在温度升至预设温度时,观察是否稳定。
当气压值与相对应的温度值想匹配时说明仪器正常。
待实验时间结束时如果是自动的待温度降至40度时将锅打开取样观察。
5、耐高温介质实验及在样品里面装入实际填装物来进行高温蒸煮或分别装入4%乙酸(HAC),1%硫化钠(NA2S)、5%(NaCl),水溶液及植物油。
6、为了降低风险实验时实际实验温度采取比客户要求温度高5℃,实验时间40分钟。
7、温度与相对应的压力值8、在线袋子取样方法:横向每排都要取,每排纵向不低于制袋机纵烫刀的长度切为连续取样,并用记号笔做好标识,便于追溯;填装同上。
四、检测项目及判定标准耐高温介质1、外观:颜色与蒸煮前不能有明显的色差;不能出现渗色;无分层与破损。
2、物性:拉断力、伸长率、剥离力和热风强度不能低于≤30%耐热实验1、无明显变形、层间剥离、热封部位剥离等异常现象。
关于塑料包装瓶蒸煮性能的工作原理1. 以电加热的方法,利用饱和水蒸汽在压力的条件下,使灭菌物品迅速潮湿,加热,经过恒温、恒压一段时间后,从而微生物被杀灭,达到灭菌目的。
塑料包装产品在杀菌后,由于瓶内温度高,瓶内水汽产生蒸汽仍维持一定的压力。
在蒸煮锅断电后,桶体不断降温,桶内的压力在逐渐下降,相对而言由于包装瓶内液体的温度下降慢于桶体的下降速度,温差导致消毒包装瓶的内外压力差增大,瓶子容易变形破裂。
蒸煮锅为了平衡桶内压力,降温过程接入反压空气,避免因桶体和消毒包装瓶的降温速度不均导致消毒瓶产生正压差而破裂。
保持桶内一定的压力,使温度逐步降低,达到既消毒又能防止消毒瓶破裂的问题。
当桶内温度低于50℃以下时,可关闭反压,排放水汽。
打开蒸煮锅的顶盖,取出物品。
杀菌消毒全过程实现了数字显示,自动控制。
2.. 蒸煮锅为双层结构。
外层作用为储水桶和加热器,用于产生水蒸汽;内层为储物桶,用于储放消毒灭菌物品,两层相对隔离。
储水槽的进水位由液位传感器控制(加水之前先打开蒸煮锅电源,请详细阅读操作步骤)。
水蒸汽通过隔层的汽孔进入储物桶,蒸汽的排泄通过蒸煮锅右侧门内下排汽阀排放,储水桶中的水通过蒸煮锅左侧的排水阀排放。
当水位过低时,液位传感器会自动断电及自动补水,水位过高时,自动停止进水;3. 消毒灭菌过程温度由温控器和温度传感器控制,加热通电时间由时间控制器控制;4. 灭菌完成后,降温过程,随着桶内的温度降低。
桶内压力逐渐减小,而灭菌物品(通常指软包装物品,下同)内的温度降低速度慢于桶内的降温速度,温度差导致灭菌物品内的压力大于桶内的压力,会使消毒物品破裂。
如塑料包装瓶在灭菌完成后的降温过程,应打开反压补气阀进行补气。
由于受蒸煮锅锅体压力限制,补气压力必须低于锅体的限定压力(0.22Mpa)。
在消毒过程不可补气,蒸煮锅反面的补气阀门须关闭,否则会导致锅内压力增加,锅内蒸汽温度降低。
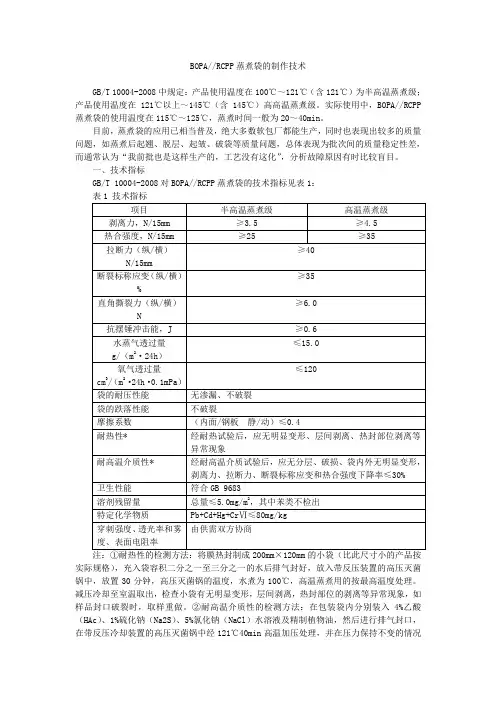
BOPA//RCPP蒸煮袋的制作技术GB/T 10004-2008中规定:产品使用温度在100℃~121℃(含121℃)为半高温蒸煮级;产品使用温度在121℃以上~145℃(含145℃)高高温蒸煮级。
实际使用中,BOPA//RCPP 蒸煮袋的使用温度在115℃~125℃,蒸煮时间一般为20~40min。
目前,蒸煮袋的应用已相当普及,绝大多数软包厂都能生产,同时也表现出较多的质量问题,如蒸煮后起翘、脱层、起皱、破袋等质量问题,总体表现为批次间的质量稳定性差,而通常认为“我前批也是这样生产的,工艺没有这化”,分析故障原因有时比较盲目。
一、技术指标GB/T 10004-2008对BOPA//RCPP蒸煮袋的技术指标见表1:表1 技术指标项目半高温蒸煮级高温蒸煮级剥离力,N/15mm ≥3.5 ≥4.5热合强度,N/15mm ≥25 ≥35拉断力(纵/横)≥40N/15mm≥35断裂标称应变(纵/横)%直角撕裂力(纵/横)≥6.0N抗摆锤冲击能,J ≥0.6≤15.0水蒸气透过量g/(m2·24h)氧气透过量≤120cm3/(m2·24h·0.1mPa)袋的耐压性能无渗漏、不破裂袋的跌落性能不破裂摩擦系数(内面/钢板静/动)≤0.4耐热性* 经耐热试验后,应无明显变形、层间剥离、热封部位剥离等异常现象耐高温介质性* 经耐高温介质试验后,应无分层、破损、袋内外无明显变形,剥离力、拉断力、断裂标称应变和热合强度下降率≤30% 卫生性能符合GB 9683溶剂残留量总量≤5.0mg/m2,其中苯类不检出特定化学物质Pb+Cd+Hg+CrⅥ≤80mg/kg穿刺强度、透光率和雾由供需双方协商度、表面电阻率注:①耐热性的检测方法:将膜热封制成200mm×120mm的小袋(比此尺寸小的产品按实际规格),充入袋容积二分之一至三分之一的水后排气封好,放入带反压装置的高压灭菌锅中,放置30分钟,高压灭菌锅的温度,水煮为100℃,高温蒸煮用的按最高温度处理。
江苏高温蒸煮袋生产工艺江苏高温蒸煮袋是一种使用高温蒸煮技术制作而成的一次性塑料袋。
它具有耐高温、耐热、耐压、耐腐蚀、密封性好、保湿防鲜等特点,被广泛应用于食品、医药、化妆品等领域。
江苏高温蒸煮袋的生产工艺主要包括原料准备、塑料材料成型、印刷、制袋和质量检验等环节。
首先,原料准备是生产江苏高温蒸煮袋的关键环节。
需要选用优质的食品级塑料颗粒作为原料,并根据袋子的用途和要求确定配方。
同时,需要对原料进行检验,确保其符合相关标准和要求。
其次,塑料材料成型是制作江苏高温蒸煮袋的下一步。
一般采用挤出法或吹膜法进行成型。
挤出法是将塑料颗粒加热熔化后挤出成型,吹膜法则是将塑料颗粒加热熔化后通过吹气形成薄膜状。
成型后的塑料薄膜需要经过冷却。
然后,印刷是为江苏高温蒸煮袋增加外观效果和标识。
印刷通常分为表面印刷和内印两种方式。
表面印刷是将袋子的外表面印上所需的图案和文字,内印则是在袋子内部印上一些必要的信息,如生产日期、保质期等。
印刷需要使用专业的印刷设备和合适的油墨,确保印刷的持久性和不褪色。
随后,制袋是将塑料薄膜剪裁、折叠和封口成袋的过程。
这一过程需要借助专业的制袋设备和工人的手工操作。
制袋的封口部分需要特别注意封口的牢固性和美观度,确保袋子的密封性。
最后,质量检验是确保江苏高温蒸煮袋符合相关标准和需求的关键环节。
袋子需要进行严格的外观检查、尺寸测量、强度测试等,以确保产品质量。
综上所述,江苏高温蒸煮袋的生产工艺包括原料准备、塑料材料成型、印刷、制袋和质量检验等环节。
这些环节需要使用专业的设备和工艺,还需要经过严格的质量控制,以确保生产出符合要求的高质量袋子。
通过这些工艺步骤,江苏高温蒸煮袋得以应用于各个领域,并给人们的生活带来了便利。
PVDC塑料开辟耐高温蒸煮食品包装材料新天地(上)温蒸煮食品包装袋,俗称软罐头,是用于常温下存放;保质期超过六个月的肉食品包装材料,因为在肉食品加工过程中,它和它包装的肉食品,要在121℃高温热水中蒸煮数分钟,121℃热水是在压力超过1个大气压下产生的,所以这种肉制品加工工艺叫高温高压杀菌工艺,与此相对应的是低温杀菌工艺,它是肉制品在常压下90℃热水中蒸煮成熟,有的产品要煮三四个小时,两者的区别在于加热温度的高低,低温杀菌只能杀死致人食物中毒的细菌,使人食用后不会发生食物中毒,但杀不死全部细菌特别是耐热性超过100℃的嗜热菌和牙孢,高温杀菌杀死了肉食品中所有的细菌和牙孢,消除了肉食品腐败的内因。
如果使用具有良好阻隔性(如氧气透过率小于30cm3/m2·24h.atm.23℃,RH50%)水蒸汽透过率小于5g/m2.24h.atm.38℃,RH90%)的包装材料做包装,则经过高温杀菌的肉食品保质期达到六个月以上。
最早出现的常温下存放耐储存的肉食品是罐头,它使用马口铁板制成的铁罐,以后又采用了玻璃瓶作外包装。
马口铁板和玻璃瓶都具有耐高温蒸煮性和高阻隔性。
因此罐头食品的保质期可达到二年以上,但马口铁罐和玻璃瓶都是硬性包装容器,体积大,重量大,马口铁的耐化学腐蚀性不好,特别是装入酸性食品时,金属离子易析出,影响食品风味。
但罐头从十八世纪发明以来风靡世界近二百年,一直到了二十世纪六十年代,美国人为了解决宇航员上天食物的包装,发明了铝塑复合膜,用它包装肉食品,通过高温高压杀菌,可在常温之下存放保质期长达一年以上。
铝塑复合膜的作用类似罐头盒,质地柔软,重量轻,因而得名软罐头。
目前全世界常温下存放,保质期较长的肉食品如使用硬包装容器,还是马口铁罐和玻璃瓶,如使用软包装几乎全部采用铝塑复合膜。
铝塑复合膜为层压复合多层膜,一般为3层;典型结构是:表层(BOPP或BOPET)/粘合剂/铝箔/粘合剂/热封层(CPP),其中表层BOPET.BOPP12μ20μ,中间层铝箔9-14μ,热封层CPP50μ-70μ,该包装膜的优点是具有美观的外观和良好的机械性能、高阻隔性能、耐高温蒸煮性和优良的食品卫生性,重量轻,柔软,因此广泛地用于各种食品的包装,但也存在有一定的缺点:铝箔质地硬脆,与塑料簿膜相比,柔软性不太好,为了延长肉食品的保质期,耐高温蒸煮的肉食品均采用抽真空贴体包装,铝箔复合材料在抽真空时,由于铝箔的柔软性不够,很难完全贴在内容物上,造成包装袋内空气抽不干净,影响食品保存。