铣工工艺第五章外花键和牙嵌式离合器的铣削
- 格式:ppt
- 大小:1.00 MB
- 文档页数:49

教案课程名称:《铣工工艺与技能训练》教案课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注(8-3)式中,B为三面刃铣刀宽度(mm);d1为离合器的孔径(mm);β为齿槽角(°);z为离合器齿数。
按式(8-3)计算出来的B值可能不是整数或不符合铣刀的尺寸规格,应就近选择略小于计算值的标准规格铣刀。
2)工件的装夹在加工前应先安装和调整分度头。
在卧式铣床上加工,分度头主轴应垂直放置;而在立式铣床上加工,分度头主轴应水平放置。
然后将工件装夹在分度头的三爪自定心卡盘上,并校正工件的径向圆跳动和端面圆跳动至符合要求,使其不超过允许误差范围。
3)调整切削位置铣削时,三面刃铣刀的侧面刀刃或立铣刀的圆周刀刃应通过工件中心。
调整的方法是使旋转的三面刃的侧面刀刃或立铣刀的圆周刀刃与工件的外圆柱表面刚刚接触上,然后下降工作台退出工件,再使工件向着铣刀横向移动工件半径的距离,切削位置调整(或对刀)结束。
铣刀对中后,按齿槽深调整工作台的垂直距离,并将工作台横向进给和升降台垂直进给紧固,同时将对刀时工件上被切伤的部分转到齿槽位置,以便铣削时切去。
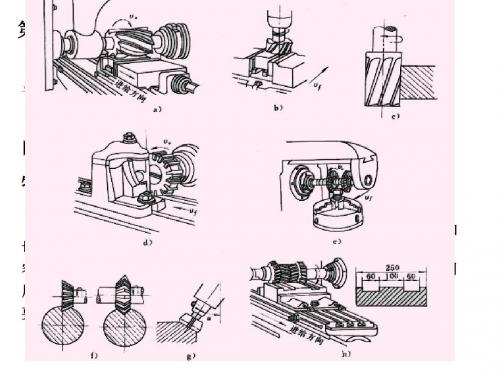
4)铣削方法如图8-15所示为用三面刃铣刀铣削5齿离合器的情况,Ⅰ号齿槽的侧面1与Ⅳ号齿侧面1′在同一个通过中心的平面1-1′上;Ⅱ号齿槽的侧面2与Ⅴ号齿槽的侧面2′在同一个通过的中心的平面2-2′上;以此类推,直至Ⅴ号齿槽的侧面5与Ⅲ号齿槽的侧面5′在同一个通过中心的平面5-5′为止。
铣削时,进给沿直线1-1′、2-2′、3-3′、4-4′和5-5′穿过离合器的整个端面。
每次进给能同时铣出两个齿的不同侧面,只要五次铣削行程即可将各齿槽的左、右侧面铣好。
奇数矩形离合器均按此规律进行铣削。
课程名称:《铣工工艺与技能训练》教学过程及内容提要时间分配及备注图8-15 齿离合器的铣削5)获得齿侧间隙的方法为了使离合器工作能顺利地嵌合和脱开,矩形齿离合器的齿侧应有一定的间隙。
第五章外花键和牙嵌式离合器的铣削§5-1外花键的铣削§5-2牙嵌式离合器的铣削§5-1外花键的铣削⏹教学目的❖了解花键连接的特点和矩形齿外花键的技术要求❖掌握矩形齿外花键的铣削方法⏹重点难点❖重点:用单刀铣削矩形齿外花键❖难点:对刀时的调整视频外花键铣削概述花键连接简介⏹花键连接链接⏹花键按齿廓形状可分为矩形齿和渐开线齿两类⏹矩形齿花键,廓形简单、易于加工所以得到广泛应用⏹批量生产时在专用花键铣床上展成加工链接⏹单件、小批量生产可在普通铣床上加工花键连接返回花键铣床花键定心方式⏹矩形花键连接的定心方式有三种⏹小径定心⏹大径定心⏹齿侧定心⏹铣床上,以加工大径定心的矩形外花键为主,对以齿侧和小径定心的矩形外花键,一般只进行粗加工铣外花键的技术要求⏹根据花键连接的特点和定心方式(以大径定心),读图分析外花键的铣削技术要求:⏹键宽有较高的尺寸精度要求⏹键侧相对轴线的对称度要求较高⏹键侧的表面粗糙度值较小视频外花键铣削方法用单刀铣削矩形齿外花键⏹工件的装夹和校正⏹工件采用一夹一顶或两顶尖装夹链接⏹检测工件两端的径向圆跳动⏹检测上素线与工作台面平行⏹检测侧素线与工作台纵向进给方向平行链接铣削外花键的装夹方法返回铣削外花键的校正铣刀的选择⏹尽可能选择直径小些的铣刀⏹对齿数少于六齿的外花键,一般无需考虑铣刀的宽度。
当齿数多于6齿时,为了避免铣伤邻齿,三面刃铣刀的宽度应小些⏹小径用2~3mm厚的细齿锯片铣刀和成形刀头分别进行粗精铣切削位置的调整(对刀)⏹目的:⏹使三面刃铣刀的侧面刃与花键槽侧面重合⏹方法:⏹侧面对刀法⏹划线对刀法⏹试切对刀法侧面对刀法划线对法试切法⏹用试样试切⏹加工完1、2后工作台横移刀宽与键宽之和⏹比较测量键侧1和3的高度,将高的一侧按高度差的一半进刀花键槽的铣削顺序⏹铣削键侧❖对刀依次铣好一侧❖工作台横移S=B+L,再依次另一侧铣削⏹修铣槽底圆弧(小径)❖先用锯片铣刀粗铣❖再用成形刀头精铣用成形刀头修铣槽底圆弧用组合铣刀铣削矩形齿外花键⏹选择规格尺寸一致的三面刃铣刀⏹两刀内侧尺寸应等于键宽⏹用试件试切对刀⏹槽底圆弧用成形铣刀分工序加工❖比较测量键侧1和2的高度,将高的一侧按高度差的一半进刀用硬质合金组合铣刀盘精铣键侧⏹当加工花键轴的数量较多时,在用前两种方法粗铣后,可用硬质合金组合铣刀盘精铣键侧⏹刀盘上共有两组铣刀头,每组两把;其中一组为铣键侧用,另一组为加工花键两侧倒角用⏹每组刀的左右刀齿间距离及中心位置均可根据键宽或花键倒角的大小及位置随意调整外花键槽的检测与质量分析⏹用千分尺、卡尺测量键宽及小径⏹用百分表检测键侧对轴线的对称度⏹批量生产时用外花键综合量规进行综合检测⏹量规只有通端,检测后还需要用止端卡板对小径、大径、键宽的最小尺寸检验铣削外花键槽的注意事项❖准确校正分度头及尾座的位置,保证工件的上素线与工作台面平行;侧素线与工作台纵向进给方向平行,是保证外花键的键侧面对其轴线的平行度及小径(或键高)在整个轴向尺寸一致的前题❖要保证铣刀锋利,具有良好的刚性,安装后偏摆要小❖操作要细心,在对刀、移距、分度操作时,应特别注意消除间隙、不要摇错刻度❖合理选用铣削用量,避免走刀时因振动而影响工件的表面粗糙度❖工件刚性较差时,中间应设置辅助支承外花键铣削的质量分析⏹——根据存在的以下质量问题分析讨论产生的原因和解决、防止的办法❖键宽尺寸超差❖花键对称度超差❖花键齿不等分❖花键与基准轴线不平行❖花键两端小径尺寸不一致❖花键轴中段产生波纹❖键侧产生波纹,表面粗糙度值大返回§5-2牙嵌式离合器的铣削⏹教学目的⏹了解牙嵌式离合器的结构特征、分类及主要技术要求⏹掌握几种常用的牙嵌式离合器的铣削方法⏹重点难点⏹矩形齿牙嵌式离合器的铣削方法⏹梯形齿离合器的铣削概述⏹牙嵌式离合器是用爪牙状零件组成嵌合副的离合器⏹按其齿形可分为矩形齿、尖齿形齿、梯形齿(梯形等高齿和梯形收缩齿)和锯齿形齿等几种⏹按轴向截面中,齿高的变化又可分为等高齿离合器和收缩齿离合器两种视频离合器概述牙嵌式离合器的齿形⏹矩形齿⏹尖齿形齿⏹锯齿形齿⏹梯形收缩齿⏹梯形等高齿牙嵌式离合器的技术要求⏹齿形准确⏹齿形角、槽底倾角和齿槽深度⏹同轴精度高⏹齿形汇交轴线与装配轴线的同轴度⏹等分精度高⏹对应齿侧的等分性和齿形所占圆心角的一致性⏹表面粗糙度值小⏹齿侧面为工件作表面,R a值要求为3.2~1.6μm ⏹齿部强度高,齿面耐磨性好⏹通过正确选材及合理的热处理工艺保证矩形奇数齿离合器的铣削⏹链接⏹矩形齿离合器一般均选用三面刃铣刀(或立铣刀)铣削,其直径D 在满足切深的情况下,可取小些,以减小铣刀跳动量。