粉磨车间工艺计算参考
- 格式:doc
- 大小:285.50 KB
- 文档页数:9
![制粉工艺皮磨筛理面积计算[001]](https://uimg.taocdn.com/2217beeb3086bceb19e8b8f67c1cfad6185fe95e.webp)
制粉工艺皮磨筛理面积计算制粉工艺中,皮磨筛是一个重要的工艺环节,用于粉碎原料并筛分所需颗粒大小。
在设计制粉工艺时,需要计算皮磨筛的理论面积,以确保工艺能够高效运行。
本文将详细介绍制粉工艺皮磨筛理面积的计算方法。
一、什么是皮磨筛皮磨筛主要由磨盘、磨辊和筛网组成。
当原料进入磨盘后,磨辊通过旋转摩擦和挤压的作用将原料分散剪切,并将其压碎为所需颗粒大小。
磨盘上设置的筛网则用于筛分颗粒,将符合要求的颗粒分离出来。
二、皮磨筛理面积计算公式皮磨筛理面积的计算公式如下:皮磨筛理面积= (M1 × W1 × K1 × K2 × K3) / (W2 × K4 × K5)M1:原料每单位时间通过筛的质量(kg/h)W1:每单位时间通过筛的重量(kg/h)K1:原料在筛网上停留的时间比例K2:筛孔对原料的过筛能力修正系数K3:皮磨筛外径与内径的修正系数W2:皮磨筛有效筛面积(㎡)K4:皮磨筛有效筛面积与筛网实际开孔面积之比K5:筛网开孔率三、计算步骤1. 确定原料每单位时间通过筛的质量(M1)和重量(W1),通常通过工艺经验或实验获得。
2. 计算原料在筛网上停留的时间比例(K1),可通过以下公式计算:K1 = (T1 - T2) / T1其中,T1为原料在筛网上停留的总时间(单位:分钟),T2为原料通过筛网所需时间(单位:分钟)。
根据实验数据或工艺经验,得出T1和T2的数值。
3. 确定筛孔对原料的过筛能力修正系数(K2),可根据实验数据或工艺经验进行评估。
4. 确定皮磨筛外径与内径的修正系数(K3),通常根据工艺设计参数获得,其数值为皮磨筛外径(单位:mm)与内径(单位:mm)之比。
5. 确定皮磨筛有效筛面积(W2),可通过工艺设计参数或实验测量得到。
6. 确定皮磨筛有效筛面积与筛网实际开孔面积之比(K4),根据工艺设计参数或实验测量获得。
7. 确定筛网开孔率(K5),通常由供应商提供。
辊压机及粉磨系统计算(参考资料)二00六年十月编目录一、磨机计算 (2)1.磨机需要功率: (2)2.磨机单位功耗: (2)3.磨机单位需要功率: (3)4.磨机生产能力: (4)二、辊压机计算 (5)1.辊压机通过量: (5)2.辊压机功率 (6)3.辊压机料饼单位功耗: (7)三、选粉机计算 (10)1.选粉机能力 (10)2.循环负荷及选粉效率 (12)四、辊压粉磨系统计算 (13)1.辊压粉磨系统产量 (13)2.辊压粉磨系统电耗 (14)3.辊压机循环量及循环次数 (16)4.辊压机增产节能效果 (18)五、计算实例 (20)例1、计算预粉磨及联合粉磨系统产量及电耗 (20)例2、计算增加辊压机后单位电耗及增产效益 (21)例3、计算增加辊压机前后磨机能力就及电耗 (23)例4、计算磨机功率及生产能力 (24)六、辊压机与磨机配套 (25)一、磨机计算1.磨机需要功率:P T=P0·K1 ------------------------------------------------------(1)P0=0.184×D i×V i×n×φ×(6.16-5.75φ)P T─磨机需要功率,kw;P0─磨机理论功率,kw;D i=D g-2δD i─磨机有效内径,m;D g =4~5m,δ=0.08mD g─磨机公称直径,m;D g =3~4m,δ=0.07mV i─磨机有效容积,m3;n─磨机转速,r/min;n=32×D-0.5φ─研磨体填充率,%;一般28~30%(γ=4.5t/m3计)γ─钢球容重,t/m3;K1─动力系数,水泥磨、生料磨,大中型:K1 =1.25;中小型:K1 =1.35;2.磨机单位功耗:为计算磨机生产能力,应先计算出磨机单位功耗。
WW0=W i×(10/(P80)1/2-10/(F80)1/2)×C1×C2×C3×C4×C5×C6(2)W0─磨机单位功耗,kwh/t;W i─物料功指数(易磨性),kwh/t;各种物料W i值如下:石灰石:8~14;生料:7~12;熟料:14~19;辊压后熟料:12~13 P80─成品80%通过筛孔的粒径,μm;P80与比表面积的关系如表1F80─入磨物料80%通过筛孔的粒径,μm;F80与粉磨系统的关系如表2C1~C6为各种修正系数表3为计算方便C1~C6乘积,未加辊压机取“1.4”,增加辊压机取“1.33”。
摘要本次设计的任务是日产5000吨水泥熟料水泥厂生料粉磨系统工艺设计。
近年来随着我国装备制造业技术水平和生产能力的不断提高,水泥生产线的规模大型化已渐成趋势。
从国内外诸多水泥厂建设过程的经历来看,主机选型特别是生料磨的选型合理与否是影响项目投资,工程进度和投产后经济效益的重要因素。
目前国内采用的生料磨系统主要有球磨烘干兼粉磨,立磨和辊压机终粉磨这三种系统。
粉磨效率低,能耗大是球磨机系统的缺点。
辊压机系统在粒度级配,操作维修等方面有缺陷。
而立磨在粉磨和烘干能力,能耗及喂料粒度等方面性能都很优越。
所以立式磨属当代水泥工业原料粉磨系统的首选。
基于物料平衡计算和设备选型计算,此次设计选择了产量为400t/h的MLS4531立磨。
关键字:工艺设计生料粉磨系统立磨系统物料平衡设备选型AbstractThedesign of thetask isto produce5,000 tons ofcement clinker oncement raw material grindingsystemprocessdesign.As China's equipment manufacturing industry in recentyears, tec hnological level andproductioncapacity continuest oimprove,largescale cement production linetechnology has become the trend.The processof building a lot ofcement fro mforeign experience point of view, thehost selection in particular theselection of raw mill is reasonable or not is the impact o fproject investment,project progress and put into operationan importantfactorin economic. At present,rawmill system used in themaindrying and grinding ball mill, vertical mil land rollerpressfinishgrinding these three systems.Gri nding efficiency is low,energy consumption is theball mill s ystemshortcomings. Rollerpress system in the particle size, operationand maintenanceandso flawed.Standing mill in grindi ng and dryingcapacity, energy consumption andfeedparticlesize, etc. are all excellent performance. Soare modern ceme nt verticalmill grinding system of choiceforindustrial raw materials. Based on materialbalance calculations andequipmentsizing, the designoptions of the output of 400t/h o fMLS4531 vertical mill.Keyword:Process DesignRawmaterial grinding system Rolle rmill systemMaterialbalance Equipment Selection目录摘要ﻩ错误!未定义书签。
摘要水泥熟料的粉磨是水泥生产的一个至关重要的环节,对水泥成品的质量起关键的影响。
设计的目的之一,就是在保证水泥产量和质量的前提下,减少成本,降低电力消耗,减少污染等。
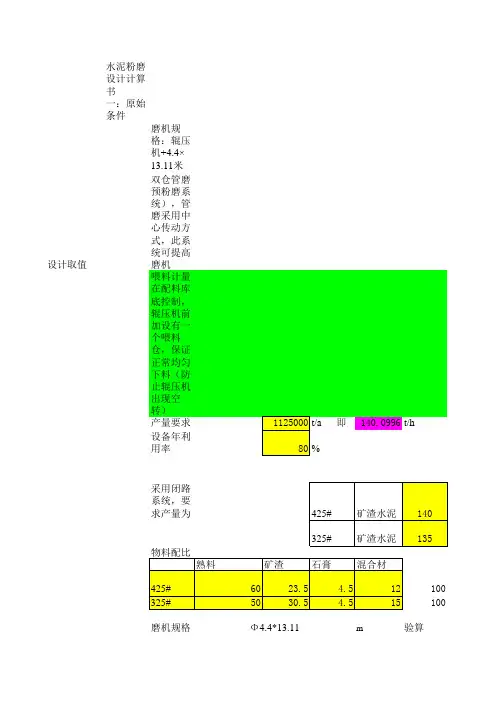
本次设计的内容是年产78万吨PⅡ硅酸盐水泥粉磨系统。
在设备选用上,尽量选用国内设备以便维修保养方便。
设计的内容具体为:1.配料计算2.物料平衡3.粉磨车间工艺流程4.设备选型5.水泥粉磨车间图纸设计在水泥粉磨环节,采用目前较为广泛使用的辊压机预粉磨系统,该粉磨系统系将物料先经辊压机辊压后送入后续球磨机粉磨成成品。
该系统目前运用技术已日趋成熟,具有节能高效等特点,为大多数大型水泥厂家所接受。
关键词:配料、平衡、选型、设计、水泥磨引言课程设计是学生完成所有理论课和实验实习课程后的一个教学环节,它是在教师指导下,由学生综合运用所学过的基础知识和实践生产知识,查找工具书和各种技术资料达到计算、绘图、编写说明书等来解决实际生产技术问题的教学环节。
也是从事技术工作的一次演习,与先前的教学过程相比,具有较强的综合性、实践性和探索性。
通过课程设计不仅使学过的知识得以巩固、提高,而且进一步培养我们独立思考、设计及解决实际技术问题的能力,使自己的学识和工程实践能力有一个很大的进步,最终完成在校的学习任务。
本设计为顺应水泥发展趋势,提高我专业学生的综合素质和适应能力,主要设计水泥熟料的粉磨车间的工艺布置、主要设备选型、计算生料配比、物料平衡等。
1配料计算1.1设计内容设计课题名称:年产78万tP Ⅱ硅酸盐水泥粉磨车间工艺设计。
1.2原始数据1.2.1原始材料数据表1—1原材料数据项目 烧失量 SiO 2 AL 2O 3 Fe 2O 3 CaO MgO 总和 石灰石 40.77 4.30 1.62 1.39 51.14 0.50 99.72 砂岩 4.74 69.82 10.44 4.95 4.28 1.08 95.31 铁质 2.72 21.75 7.86 64.06 2.02 0.15 98.56 粉煤灰 1.83 52.92 28.86 6.12 4.40 1.06 95.19 烟煤煤灰 0.00 49.93 28.60 8.7 5.05 1.81 94.09(1)石膏,外购;SO 3:40%;W 少量 ;块度﹤300mm (2)石灰石(混合材):含水量1%(3)燃料:烟煤;易磨系数1.36 ,块度﹤80mm 1.2.2煤工业分析表1—2煤工业分析名称 水分(Mar ) 挥发分(Var ) 灰分(Aar ) 固定碳(Car ) 热值(Qar ) 烟煤 1.32 27.49 22.03 49.1623731.9 无烟煤 1.43 4.84 14.41 79.32 25873.7 1.3 熟料目标率值的选定生料配料方案的优选关系到水泥厂达产达标、节能降耗和长期安全运转的基本保证。
谈谈水泥粉磨主要工艺参数一、物料粉磨参数1、物料粉磨性能物理参数易磨性:物料粉磨难易程度。
磨蚀性:物料对粉碎部位所产生的磨损程度。
辊压性:表示物料辊压效果的特性。
粘结性:湿物料本身不其它物料粘结的特性。
2、物料粒度参数细度:物料经粉磨后的料度大小,用筛余及比表面积表示。
筛余:物料经筛孔为X的筛进行筛分后,筛上量占原物料总量的百分数。
比表面积:单位质量颗粒所具有的表面积。
用m2/kg表示。
颗粒级配:按物料颗粒粒径大小排列计算其分别所占的比例,用%来表示。
特征粒径:在颗粒级配中占36.8%的颗粒粒径。
二、球磨机主要工艺参数1、球磨机研磨体(1)研磨体填充率定义:磨机内研磨体填充的容积和磨机有效容积的比例。
或是研磨体所占断面积与磨机有效断面积的百分比。
它直接关系到磨机研磨体的装载量。
填充率分两种:一是设计填充率;二是实际填充率。
测量磨机填充率的方法:测量顶高法;测量中心法;测量弦长法。
分仓填充率参考值:一仓26~32%;二仓26~30%,三仓:23~27%。
(2)研磨体级配定义:将不同尺寸及质量的研磨体相互配合的一种技术管理方式。
球料比:磨机内研磨体的质量与物料质量的比值。
A、球径的确定最大球径理论计算:入磨物料最大粒度及平均粒度的三次方根*28最大球径经验值:平均球径:B、配球原则①考虑入磨物料的粒度、硬度和产品细度,被粉磨的物料平均粒度大,硬度高及要求粉磨的细度粗时,平均球径及最大球径大些。
②研磨体必须大小搭配。
③在保证细度的情况下,平均球径小些,可提高粉磨效率。
④闭路磨的平均球径比开路的大些。
⑤采用两头大,中间小的配球原则。
⑥研磨体总装载量不超过设计允计的装载量。
C、研磨体级配合理性的判断①产质量:产量正常、细度粗说一仓大球多,二仓小球少。
产量低,细度细,则一仓大球少,需补充。
产量低,细度粗,则研磨体不够。
②磨内检查:料面情况:一仓露出二分之一,末仓物料刚好盖过球面或锻面。
③筛余曲线:理想的筛余曲线:一仓入端有倾斜度较大的下降,末仓接近磨出口0.5~0.8处的一段平斜的下降。
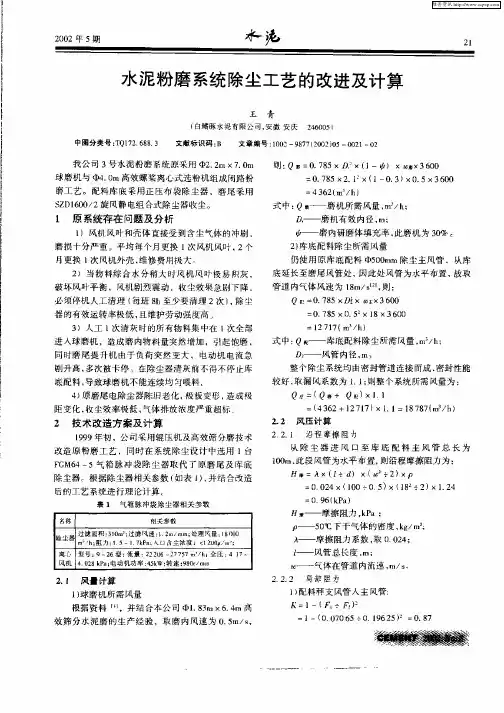
水泥粉磨系统除尘工艺的改进及计算王青(白鳍豚水泥有限公司,安徽安庆246005)中图分类号:TQ172.688.3 文献标识码:B 文章编号:1002-9877(2002)05-0021-02我公司3号水泥粉磨系统原采用Φ2.2m×7.0m球磨机与Φ4.0m高效螺桨离心式选粉机组成闭路粉磨工艺。
配料库底采用正压布袋除尘器,磨尾采用SZD1600/2旋风静电组合式除尘器收尘。
1 原系统存在问题及分析1)风机风叶和壳体直接受到含尘气体的冲刷,磨损十分严重。
平均每个月更换1次风机风叶,2个月更换1次风机外壳,维修费用极大。
2)当物料综合水分稍大时风机风叶极易积灰,破坏风叶平衡,风机剧烈震动,收尘效果急剧下降,必须停机人工清理(每班8h至少要清理2次),除尘器的有效运转率极低,且维护劳动强度高。
3)人工1次清灰时的所有物料集中在1次全部进入球磨机,造成磨内物料量突然增加,引起饱磨,同时磨尾提升机由于负荷突然变大,电动机电流急剧升高,多次被卡停。
在除尘器清灰前不得不停止库底配料,导致球磨机不能连续均匀喂料。
4)原磨尾电除尘器陈旧老化,极板变形,造成极距变化,收尘效率极低,气体排放浓度严重超标。
2 技术改造方案及计算1999年初,公司采用辊压机及高效筛分磨技术改造原粉磨工艺,同时在系统除尘设计中选用1台FGM64-5气箱脉冲袋除尘器取代了原磨尾及库底除尘器。
根据除尘器相关参数(如表1),并结合改造后的工艺系统进行理论计算。
表1 气箱脉冲袋除尘器相关参数2.1 风量计算1)球磨机所需风量根据资料[1],并结合本公司Φ1.83m×6.4m高效筛分水泥磨的生产经验,取磨内风速为0.5m/s,则:Q磨=0.785×Di2×(1-ψ)×w磨×3600=0.785×2.12×(1-0.3)×0.5×3600=4362(m3/h)式中:Q磨——磨机所需风量,m3/h;Di——磨机有效内径,m;ψ——磨内研磨体填充率,此磨机为30%。
粉磨工艺常用经验计算公式1. 磨机产量的经验计算公式Q=G·TQ:台时产量G:磨机的装载量T:经验系数开路磨(生料取0.55-0.65 水泥0.35-0.45)闭路磨(生料取1.08-1.18 水泥0.58-0.68)辊压机(0.8-0.9)2. 磨机研磨体装载量计算公式G=D2L(经验计算公式)D i:磨机的有效直径L:磨机的有效长度G:表示磨机装载量注:1T研磨体量要求配备约10~12KW的电机功率3. 磨机填充率的计算=G/Lr=110-(H×121/D) R:磨机筒体的有效直径H:实测高度D:有效直径L:磨机的有效长度:填充率r:研磨体容重通常球取4.5 锻取4.7G:表示磨机装载量4. 磨机填充率和装载量的确定磨机装载量高,对磨机的产量提升有利,但必须要考虑到磨机中空轴5. 选粉机的循环负荷与选粉效率计算公式K=(A-C)/(B-A)E=(100-C/100-A)×(A-B)/C-B)T=QK F=T+QA:出磨细度B:回粉细度C:成品细度K:循环负荷E:选粉效率T:选粉机回料量t/h Q: 选粉机成品量t/hF:磨内物料量注:一般正常情况下回粉细度B是出磨细度A 的2.5~3.0倍6. 平均球径计算方式D=D1G1+D2G2+…+D n G n/G1+G2+…+Gn D:球的平均球径(mm)D1、D2…D n:分别是几种球的直径(mm)G1、G2…G n:分别是直径为D1、D2…D n的钢球装载量(T)7. 磨机配套袋收尘器的处理风量计算磨机的通风量等于磨内通风截面积乘以磨内风速Q=KGQ:处理风量(m3/h)G:磨机台时产量(t/h)K:经验系数(磨机通风取:500~600m3/t;O-Sepa选粉机细粉收集取:1200~13009. 磨机的分仓及各仓的比例各仓比例受进料粒度、易磨性、出磨粒度、混合材、粉磨形式的影响。
10. 适宜篦缝尺寸(大量粉磨实践经验证实)。
第7章水泥制成车间工艺设计7.1水泥的制成水泥制成是水泥制造的最后工序,也是耗电做多的工序。
其主要功能是将按照一定比例配合好的水泥熟料、混合材料和缓凝剂粉磨至适宜的细度,增大其比表面积,加速水化速率,满足水泥浆体凝结硬化的要求。
目前,水泥的粉磨主要采用辊压机或立磨与球磨机组成的预粉磨系统;立磨终粉磨系统则是水泥粉磨发展方向;筒辊磨终粉磨系统也得到一定应用。
对于辊压机预粉磨系统来说,辊压机、球磨机和选粉机之间有多种组合形式,比较常见的是联合粉磨系统和半终粉磨系统。
本次设计采用国内应用较多的联合粉磨系统,其工艺流程见图7-1所示。
图7-1 水泥联合粉磨系统工艺流程图在该系统中,辊压机与V型选粉机组成一个圈流系统,其工艺过程为:来自配料站的物料以及出辊压机的物料由循环斗提和上料皮带送至V型选粉机,选出的细粉经过旋风筒分离后进入水泥磨,而粗粉回稳流仓,经辊压机粉磨后经出料皮带进入循环斗提,然后重复上述过程。
出旋风筒的含尘气体一部分在循环风机、V型选粉机和旋风筒中循环;一部分作为O-Sepa选粉机的一次风。
水泥磨与O-Sepa选粉机组成另一个圈流系统,其工艺过程为:经旋风筒分离的细粉和O-Sepa选粉机分离的粗粉进入球磨机进行粉磨,出磨水泥经出磨斜槽、出磨斗提和输送斜槽送至O-Sepa选粉机,选出的粗粉重新入磨;出选粉机的含尘气体经系统袋式收尘器净化后排入空气,收下的细粉即为水泥成品。
出磨含尘气体经磨尾袋收尘器净化后排入空气,而收下的物料同出磨水泥一起被送入选粉机。
6.2制成车间主要设备选型6.2.1辊压机选型辊压机可根据其所要求的物料通过量进行选型,物料通过量可按式(7-1)进行计算,KL Q G R R )1(+==9.0 2.2)(1180+⨯=640 t/h (7-1)式中:G R —辊压机要求通过量,t/h ;Q —粉磨系统要求生产能力,t/h ;L R —辊压机的循环负荷,对联合预粉磨系统取2.2;K —通过量波动系数,取K=0.9。
选择RP170-120型辊压机,其主要性能参数如表7-1所示。
表7-1 RP170-120型辊压机主要性能参数6.2.2水泥磨选型在水泥联合粉磨系统的选型计算时,通常先确定辊压机的规格和功率。
因水泥新生成的比表面积是由辊压机和球磨机共同完成,在确定辊压机的规格和功率后,要根据成品产量和比表面积要求,采用以比表面积为基础的粉磨系统计算方法,确定球磨机的功率和规格。
(1)辊压机承担的比表面积辊压机承担的比表面积与辊压机实际功率成正比,可用式(7-2)计算, )/(G G G Z Q N S ⨯==0.8×1000×2/(180×0.005) = 1778 cm 2/g (7-2) 式(7-2)中,S G —辊压后的物料比表面积,cm 2/g ;N G —辊压机所需的实际功率,kW ,为装机功率的80%;Q —联合粉磨系统的台时产量,t/h ;Z G —辊压机表面功指数,kWh/(t·cm 2·g -1),水泥联合粉磨系统的Z G 初取0.004~0.005 kWh/(t·cm 2·g -1)。
(2)球磨机功率与其承担的比表面积球磨机完成的粉磨比表面积S M 与所需球磨机实际功率N M 呈正比关系,关系式见式(7-3),k Z S Q N MM M ⨯'⨯⨯= (7-3) 式(7-3)中,M Z '—修正后球磨机表面功指数,kWh/(t·cm 2·g -1);k —校正系数,取1.1。
其中:652A A A Z Z M M⨯⨯⨯=' (7-4) 公式(7-4)中,Z M —原料加工实验计算出的表面功指数,kWh/(t·cm 2·g -1);A 2—球磨机直径系数(见表7-2);A 5—粉磨系统修正系数;A 6—不同粉磨细度修正系数,3.16)3000/(S A =,S 为成品细度。
表7-2 磨机直径修正系数本设计球磨所需完成的比表面积为 G M S S S -==3400-1778=1622 cm 2/g当采用Φ4.2m 球磨机时,直径修正系数A 2取0.901;在闭路磨系统中,A 5取1;3.16)3000/(S A ==(3400/3000)1.3=1.18;Z M 取0.00817 kWh/(t·cm 2·g -1)(参照新安中联)。
则,652A A A Z Z M M⨯⨯⨯='=0.00817×0.901×1×1.18=0.00869 kWh/(t·cm 2·g -1) 将相关数据代入式(6-3),得到球磨机实际功率为:k Z S Q N M M M ⨯'⨯⨯==180×1622×0.00869×1.1=2790.8 kW考虑实际球磨机所需功率为装机功率的90%,因此磨机的装机功率为2790.8/0.9=3100 kW ,取整并考虑电机的额定功率等级,取装机功率为3550 kW 。
(3)球磨机长度的确定不同磨机磨径每米所需功率见表7-3。
本设计磨机直径为Φ4.2m ,则其长度为:L =2790.8/230=12.13 m ,故选Φ4.2m×13m 双仓球磨。
其主要性能参数见表7-4。
表7-3 不同磨径每米所需功率表7-4 Φ4.2m×13m 水泥磨主要性能参数6.2.3确定系统中其它主机设备规格 (1)出辊压机斗式提升机选型出辊压机斗提的提升能力M d 按式(7-5)计算,C k M M d g d +⨯==710×1.2+180=1032 t/h (7-5) 式中:M d —辊压机最大通过量,t/h ;C —水泥粉磨系统进料量,t/h ;k d —斗提选型备用系数,此处选1.2。
出辊压机斗式提升机选用NSE1000×42300 mm 型,其主要性能参数见表7-5所示。
表7-5 NSE1000×42300 mm 型斗式提升机主要性能参数(2)V 型选粉机选型本设计要求V 型选粉机的带料能力为180 t/h ,所以选用VRP1000型选粉机,其主要性能参数见表7-6所示。
表7-6 VRP1000型选粉机主要性能参数(3)旋风筒选型旋风筒的主要作用是对出V 型选粉机的风进行收尘,其所处理的风量Q v 可按式(6)进行计算,v d g v b C k M Q /)(1000+⨯⨯==1000×(710×1.2+180)/4.5=229333 m 3/h (7-6) 式中,b v —V 型选粉机内的固气比,kg/ m 3,一般取4~4.5 kg/m 3。
计算值与所选V 型选粉机的选粉风量一致。
根据要求,选取2-Φ3700双旋风分离器,其主要性能参数见表7-7所示。
表7-7 Φ3700双旋风分离器主要性能参数(4)V 型选粉机选型后循环风机选型当选用V 型选粉机作为分级设备时,需配套循环风机。
风机所需处理风量为229333 m 3/h ,风机静压P (Pa )的计算见式(7-7),∑==ni i P P 1α (7-7)式中,P —系统中各部分的压损,Pa ;α—风机静压选型备用系数,一般取1.0~1.2。
本设计旋风收尘器、V 型选粉机压损分别取1500 Pa 和1800 Pa ,管道阻力损失考虑为500 Pa ,循环风机静压为:∑==ni i P P 1α=1.05×(1500+1800+500)=3990 Pa 根据要求,V 型选粉机后循环风机选取型号为SL4-73 No.21F 的风机,其主要性能参数见表7-8所示。
表7-8 SL4-73 No.21F 型风机主要性能参数(5)出磨斗式提升机选型出磨斗式提升机的提升量M m (t/h )依照式(7-8)进行计算,m m m k C L M ⨯⨯==3.2×180×1.2=691.2 t/h (7-8) 式中,L m —水泥磨循环负荷,在联合粉磨中取2~3.5;k m —斗式提升机的选型储备系数,取1.2。
则本设计出磨斗式提升机所要求的提升能力为:选择NSE700×33650 mm 型斗式提升机,其主要性能参数见表7-9所示。
表7-9 NSE700×33650mm 型斗式提升机主要性能参数(6)水泥磨高效选粉机选型水泥磨采用O-Sepa 高效选粉机,其选粉风量Q s (m 3/h )按式(7-9)计算, s s m s b k C L Q /)1000(⨯⨯⨯==(1000×3.2×180×1.1)/3=211200 m 3/h (7-9)式中,b s —高效选粉机内的固气比,kg/m 3,一般取2.5~3 kg/m 3;k s —选型储备系数,取1.1。
此外,高效选粉机的要求产量为180 t/h 。
所以,选取O-sepa N4000选粉机,其主要性能参数见表7-10所示。
表7-10 O-sepa N4000型选粉机主要性能参数(7)水泥磨主袋收尘器选型水泥磨主袋收尘器收尘风量Q t (m 3/h )按式(7-10)计算,s t t Q k Q ⨯==1.1×211200=232320 m 3/h (7-10) 式中,k t —收尘器选型储备系数,取1.0~1.1。
则本设计水泥磨主袋收尘器风量为: 选用PPW128-2x13型气箱脉冲收尘器,其主要性能参数见表7-11所示。
表7-11 PPW128-2x13型气箱脉冲收尘器主要性能参数(8)水泥磨主排风机选型水泥磨主排风机风量Q z (m 3/h )按式(7-11)计算,t z z Q k Q ⨯==1.05×232320=243936 m 3/h (7-11) 式中,k z —选型储备系数,取1.0~1.1。
考虑O-Sepa 选粉机压损为1800 Pa ,其入口负压为500Pa ;选粉机后收尘器压损为1700 Pa ,管道压损为500 Pa ,则该水泥磨主排风机静压为∑==ni i P P 1α=1.05×(500+1800+1700+500)=4725 Pa 所以,水泥磨选用2150 DI BB50型主排风机,其主要性能参数见表7-12所示。
表7-12 2150 DI BB50型风机主要性能参数(9)水泥磨系统袋收尘器选型磨内通风的作用一是及时将磨内细粉排出,以免影响粉磨效率;二是降低磨内温度,避免石膏脱水和尾仓糊球堵篦。
生产实践表明:加强磨机通风能够提高磨机产量、降低电耗。