计算机控制系统实例
- 格式:doc
- 大小:309.50 KB
- 文档页数:12
plc 编程实例PLC 基础实验1第一章 可编程控制器的概述可编程序控制器,英文称Programmable Logical Controller ,简称PLC 。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC 是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的复杂接线、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC 的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC 后,只需按说明书的提示,做少量的接线和简易的用户程序的编制工作,就可灵活方便地将PLC 应用于生产实践。
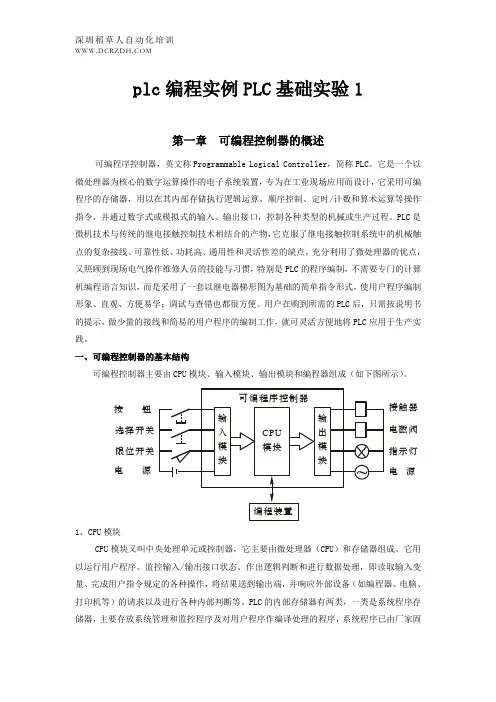
一、可编程控制器的基本结构可编程控制器主要由CPU 模块、输入模块、输出模块和编程器组成(如下图所示)。
1、CPU 模块CPU 模块又叫中央处理单元或控制器,它主要由微处理器(CPU )和存储器组成。
它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如编程器、电脑、打印机等)的请求以及进行各种内部判断等。
PLC 的内部存储器有两类,一类是系统程序存储器,主要存放系统管理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固接触器电磁阀指示灯电源电源限位开关选择开关按钮定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果。
2、I/O模块I/O模块是系统的眼、耳、手、脚,是联系外部现场和CPU模块的桥梁。
PT-801B PLC实验训练装置实验指导书前言随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已扩展到了几乎所有的控制领域。
可编程控制器(简称PLC)作为一种专门用于工业控制的计算机,自从1969年研制成功以来,由于其可靠性高和容易控制等特点,越来越广泛地应用于各种工业控制现场,大大地推进了工业自动化进程。
PLC技术已成为了大中专院校电类专业的重点课程之一。
我公司作为深圳职业技术学院的科研成果转化中心,紧密结合教师的教学实践及PLC现场控制的特点,研制开发了这套专门用于PLC实验的装置,并配备了详尽的使用说明书、理论和实训一体化的教材(人民邮电出版社出版的《电气控制与PLC实训教程》)。
本装置采用日本三菱可编程控制器为主机,配合单元模块可实现上百个项目的实训,将实验室中无法接触的工业控制形象地呈现在学生面前,可以达到深化理论,增加实践和动手能力的目的。
本装置可以用于教材章节后的例行实验,也可以用于学期末的课程设计及毕业设计,将抽象的理论知识变成实实在在的控制器件、控制指令及连接导线,能大大减轻教学难度,将学生从抽象的理论学习中解放出来。
本实验装置已在深圳职业技术学院等院校投入使用,深受广大学校师生的好评。
为了使您获得最佳的使用效果,敬请您对本装置及本手册提出宝贵意见和建议。
深圳市普泰科技有限公司 2007年1月目录第1章使用说明 (1)1.1 用户手册 (1)1.2 操作指南 (3)1.3 软件操作手册 (6)第2章实验指导 (13)2.1 801B—1电机控制 (13)2.2 801B-2七段数码显示、天塔之光 (14)2.3 801B—3交通灯自控和手控 (17)2.4 801B—4水塔水位自动控制 (19)2.5 801B—5自控成型机 (20)2.6 801B—6自控轧钢机 (22)2.7 801B—7多种液体自动混合 (25)2.8 801B—8自动送料装车系统 (27)2.9 801B—9邮件分检机 (29)2.10 801B—10机械手控制系统 (30)2.11 801B—11皮带运输机控制系统 (31)2.12 801B—12四层电梯模拟控制系统 (32)2.13 801B—13五相步进电机模拟控制 (33)2.14 801B—14加工中心刀具库选择控制系统 (34)2.15 801B-15水箱水位控制实验 (36)第3章参考程序 (38)实验梯形图 (38)第1章使用说明1.1 用户手册一、产品性能概述本装置分为实验屏和实验桌两大部分:实验桌是放置实验屏或其它必须设施的工作台面;实验屏是安装电源设施、挂装PLC主机模块和安装实验控制模块的金属构架。
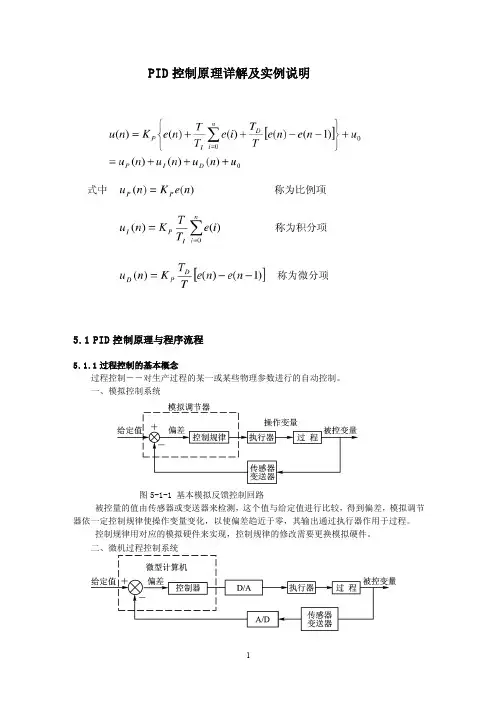
第11章计算机控制系统实例●本章的教学目的与要求掌握各种过程通道的结构、原理、设计及使用方法。
●授课主要内容●硫化机计算机群控系统●主要外语词汇Sulfurate Machine:硫化机●重点、难点及对学生的要求说明:带“***”表示要掌握的重点内容,带“**”表示要求理解的内容,带“*”表示要求了解的内容,带“☆”表示难点内容,无任何符号的表示要求自学的内容●硫化机计算机群控系统的软硬件设计***☆●辅助教学情况多媒体教学课件(POWERPOINT)●复习思考题●硫化机计算机群控系统的软硬件设计●参考资料刘川来,胡乃平,计算机控制技术,青岛科技大学讲义硫化机计算机群控系统内胎硫化是橡胶厂内胎生产的最后一个环节,硫化效果将直接影响内胎的产品质量和使用寿命。
目前国内大部分生产厂家都是使用延时继电器来控制硫化时间,由于硫化中所需的蒸汽压力和温度经常有较大的波动,单纯按时间计算可能会产生过硫或欠硫现象,直接影响了内胎的质量。
因此,设计一种利用先进计算机控制技术的硫化群控及管理系统,不仅能提高企业的自动化水平,也能降低硫化机控制装置的维护成本和硫化操作人员的劳动强度,提高硫化过程中工艺参数的显示和控制精度,同时也避免了个别硫化操作人员为提高产量而出现的“偷时”现象(即操作人员缩短硫化时间,未硫化完毕就开模) ,使内胎的产品质量得到保证。
1.系统总体方案内胎硫化过程共包括四个阶段: 合模、硫化、泄压、开模。
由于所有硫化机的控制方式相同,所以特别适合群控。
在自动模式下,当硫化操作人员装胎合模后,由控制系统根据温度计算内胎的等效硫化时间并控制泄压阀、开模电机的动作。
为克服温度波动的影响,经过大量实验,选用阿累尼乌斯(Arrhenius) 经验公式来计算等效硫化时间。
某橡胶制品有限公司硫化车间共有内胎硫化机96台,为便于整个生产过程的控制和管理拟采用计算机群控及管理系统。
根据企业的现场情况,借鉴DCS (Distributed Control System ,集散控制系统) 系统结构,使用PLC作为直接控制级,完成现场的控制功能; 使用工业控制计算机作为管理和监视级。
第一章计算机控制系统概述习题与思考题1.1什么是计算机控制系统?计算机控制系统较模拟系统有何优点?举例说明。
解答:由计算机参与并作为核心环节的自动控制系统,被称为计算机控制系统。
与模拟系统相比,计算机控制系统具有设计和控制灵活,能实现集中监视和操作,能实现综合控制,可靠性高,抗干扰能力强等优点。
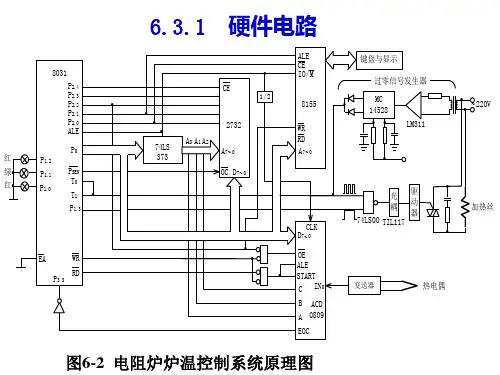
例如,典型的电阻炉炉温计算机控制系统,如下图所示:炉温计算机控制系统工作过程如下:电阻炉温度这一物理量经过热电偶检测后,变成电信号(毫伏级),再经变送器变成标准信号(1-5V 或4-20mA)从现场进入控制室;经A/D转换器采样后变成数字信号进入计算机,与计算机内部的温度给定比较,得到偏差信号,该信号经过计算机内部的应用软件,即控制算法运算后得到一个控制信号的数字量,再经由D/A 转换器将该数字量控制信号转换成模拟量;控制信号模拟量作用于执行机构触发器,进而控制双向晶闸管对交流电压(220V)进行PWM 调制,达到控制加热电阻两端电压的目的;电阻两端电压的高低决定了电阻加热能力的大小,从而调节炉温变化,最终达到计算机内部的给定温度。
由于计算机控制系统中,数字控制器的控制算法是通过编程的方法来实现的,所以很容易实现多种控制算法,修改控制算法的参数也比较方便。
还可以通过软件的标准化和模块化,这些控制软件可以反复、多次调用。
又由于计算机具有分时操作功能,可以监视几个或成十上百个的控制量,把生产过程的各个被控对象都管理起来,组成一个统一的控制系统,便于集中监视、集中操作管理。
计算机控制不仅能实现常规的控制规律,而且由于计算机的记忆、逻辑功能和判断功能,可以综合生产的各方面情况,在环境与参数变化时,能及时进行判断、选择最合适的方案进行控制,必要时可以通过人机对话等方式进行人工干预,这些都是传统模拟控制无法胜任的。
在计算机控制系统中,可以利用程序实现故障的自诊断、自修复功能,使计算机控制系统具有很强的可维护性。
另一方面,计算机控制系统的控制算法是通过软件的方式来实现的,程序代码存储于计算机中,一般情况下不会因外部干扰而改变,因此计算机控制系统的抗干扰能力较强。
第11章计算机控制系统实例本章的教学目的与要求掌握各种过程通道的结构、原理、设计及使用方法。
授课主要内容工业锅炉计算机控制系统硫化机计算机群控系统主要外语词汇Sulfurate Machine:硫化机,工业锅炉:Industrial Boiler重点、难点及对学生的要求说明:带“***”表示要掌握的重点内容,带“**”表示要求理解的内容,带“*”表示要求了解的内容,带“☆”表示难点内容,无任何符号的表示要求自学的内容工业锅炉工艺*工业锅炉计算机控制系统的设计***☆硫化机计算机群控系统的软硬件设计***☆辅助教学情况多媒体教学课件(POWERPOINT)复习思考题工业锅炉计算机控制系统的设计硫化机计算机群控系统的软硬件设计参考资料刘川来,胡乃平,计算机控制技术,青岛科技大学讲义工业锅炉计算机控制系统11.1.1工业锅炉介绍常见的锅炉设备的主要工艺流程如图所示。
负荷设燃料烟气(经引风机送到烟囱)图11.1 锅炉设备主要工艺流程图燃料和热空气按一定比例送入燃烧室燃烧,生成的热量传递给蒸汽发生系统,产生饱和蒸汽Ds。
然后经过热器,形成一定温度的过热蒸汽D,汇集至蒸汽母管。
压力为Pm的过热蒸汽,经负荷设备控制供给负荷设备用。
与此同时,燃烧过程中产生的烟气,除将饱和蒸汽变为过热蒸汽外,还经省煤器预热锅炉给水和空气预热器预热空气,最后经引风机送往烟囱,排入大气。
锅炉设备是一个复杂的控制对象,主要的输入变量是负荷、锅炉给水、燃料量、减温水、送风和引风等,如图所示。
主要输出变Array量是汽包水位、蒸汽压力、过热蒸汽温度、炉膛负压、过剩空气(烟气含氧量)等。
这些输入变量与输出变量之间相互关联。
如果蒸汽负压发生变化,必将会图11.2 输入变量与输出变量关系图引起汽包水位、蒸汽压力和过热蒸汽温度等的变化;燃料量的变化不仅影响蒸汽压力,同时还会影响汽包水位、过热蒸汽温度、过剩空气和炉膛负压;给水量的变化不仅影响汽包水位,而且对蒸汽压力、过热蒸汽温度等亦有影响;等等。
锅炉是一个典型的多变量对象,要进行自动控制,对多变量对象可按自治的原则和协调跟踪的原则加以处理。
目前,锅炉控制系统大致可划分为三个控制系统:锅炉燃烧控制系统、锅炉给水控制系统和过热蒸汽温度控制系统。
11.1.2锅炉计算机控制系统组成1.燃烧过程控制系统(1)燃烧过程控制任务锅炉的燃烧过程是一个能量转换和传递的过程,其控制目的是使燃料燃烧所产生的热量适应蒸汽负荷的需要(常以蒸汽压力为被控变量);使燃料与空气量之间保持一定的比值,以保证最佳经济效益的燃烧(常以烟气成分为被控变量),提高锅炉的燃烧效率;使引风量与送风量相适应,以保持炉膛负压在一定的范围内。
(2)燃烧过程控制系统设计方案在多变量对象中,调节量和被调量之间的联系不都是等量的,也就是说,对于一个具体对象而言,在众多的信号通道中,对某一个被调量可能只有一个通道对它有较重要的影响,其它通道的影响相对于主通道来说可以忽略。
根据自治原则简化锅炉燃烧控制系统,可将其大致分为三个单变量控制系统:燃料量—汽压子系统、送风量—过量空气系数子系统以及引风量——炉膛负压子系统。
不少多变量系统可以利用自治原则来进行简化,但并不是分解成多个单回路控制系统后,问题就全部解决。
因为各回路之间往往还存在着联系和要求,必须在设计中加以考虑。
协调跟踪的原则,就是在多个单回路基础上,建立回路之间相互协调和跟踪的关系,以弥补用几个近似单变量对象来代替时所忽略的变量之间的关联。
此例中,锅炉燃烧过程的上述三个子系统间使彼此仍有关联。
首先考虑到燃料量与送风量子系统间应满足以下两点:①锅炉燃烧过程中燃料量与空气(送风)量之间应保持一定比例,实际空气(送风)量大于燃料需要空气量,他们之间存在一个最佳空燃比(最佳过剩空气系数)α,即βα=12K K (燃料需要空气量)实际送入空气量)B V (=α一般情况下,α>1。
②为了保持在任何时刻都有足够的空气以实现完全燃烧,当热负荷增大时,应先增加送风量,后增加燃料量;若热负荷减少时,应先减少燃料量,再减少送风量。
为了满足上述两点要求,在这两个单回路的基础上,建立交叉限制协调控制系统,如图所示。
其中,Wm1(s )和Wm2(s )是燃料量和送风量测量变送器的传递函数,假设它们都是比例环节,则Wm1(s )=K1 ,Wm1(s )=K2 。
由此可得到最佳空燃比α与空气量、燃料量测量信号IV 和IB 之间的关系如下:BVB V I K I K K I K I B V 2112===α设则假设机组所需负荷的信号为IQ ,当系统处于稳态时,则有: 设定值 r1=IQ=IV/β=IB 设定值 r2=βIQ=βIB =IV 即 IQ=IB ;IV=βIB表明系统的燃料量适合系统的要求,而且达到最佳空燃比。
当系统处于动态时,假如负荷突然增加,对于送风量控制系统而言,高选器的两个输入信号中,IQ 突然增大,则IQ >IB ,所以,增大的IQ 信号通过高选器,在乘以β后作为设定值送入调节器WC2,显然该调节器将使u2增加,空气阀门开大,送风量增大,即IV 增加。
对于燃料量控制系统来说,尽管IQ 增大,但在此瞬间IV 还来不及改变,所以低选器的输入信号IQ >IV ,低选器输出不变,r1=IV/β不变,此时燃料量B 维持不变。
只有在送风量开始增加以后,即IV 变大,低图11.3 带交叉限制的最佳空燃比控制系统βα==12K KI I B V选器的输出才随着IV的增大而增加,即r1随之加大,这时燃料阀门才开大,燃料量加多。
反之,在负荷信号减少时,则通过低选器先减少燃料量,待IB减少后,空气量才开始随高选器的输出减小而减小,从而保证在动态时,满足上述第②点要求,始终保持完全燃烧。
进一步分析可知,燃料量控制子系统的任务在于,使进入锅炉的燃料量随时与外界负荷要求相适应,维持主压力为设定值。
为了使系统有迅速消除燃料侧自发扰动的能力,燃料量控制子系统大都采用以主汽压力为主参数、燃料量为副参数的串级控制方案。
保证燃料在炉膛中的充分燃烧是送风控制系统的基本任务。
在大型机组的送风系统中,一、二次风通常各采用两台风机分别供给,锅炉的总风量主要由二次风来控制,所以这里的送风控制系统是针对二次风控制而言的。
送风子控制系统的最终目的是达到最高的锅炉热效图11.4 带氧量串级校正的送风控制系统率,保证经济性。
为保持最佳过剩空气系数α,必须同时改变风量和燃料量。
α是由烟气含氧量来反映的。
因此常将送风控制系统设计为带有氧量校正的空燃比控制系统,经过燃料量与送风量回路的交叉限制,组成串级比值的送风系统。
结构上是一个有前馈的串级控制系统,如图所示。
它首先在内环快速保证最佳空燃比,至于给煤量测量不准,则可由烟气中氧量作串级校正。
当烟气中含氧量高于设定值时,氧量校正调节器发出校正信号,修正送风量调节器设定,使送风调节器减少送风量,最终保证烟气中含氧量等于设定值。
炉膛负压控制系统的任务在于调节烟道引风机导叶开度,以改变引风量;保持炉膛负压为设定值,以稳定燃烧,减少污染,保证安全。
2.锅炉给水控制系统(1)锅炉给水控制系统设计任务其任务是考虑汽包内部的物料平衡,使给水量适应蒸发量,维持汽包水位在规定的范围内,实现给水全程控制。
给水控制也称为汽包水位控制。
被控变量是汽包水位,操纵变量是给水量。
(2)给水控制系统的基本结构单冲量控制系统以水位信号H 为被控量、给水流量作为控制量组成的单回路控制系统称为单冲量控制系统。
这种系统结构简单、整定方便,但克服给水自发性扰动,和负荷扰动的能力差,特别是大中型锅炉负荷扰动时,严重的假水位现象将导致给水控制机构误动作,造成汽包水位激烈的上下波动,严重影响设备寿命和安全。
单级三冲量控制系统 该系统相当于将上述单冲量控制与比例控制相结合。
以负荷作为系统设定值,利用PI 调节器调节流量,使给水量准确跟踪蒸汽流量,再将水位信号作为主参数负反馈,构成了单级三冲量给水控制系统,如图所示。
所谓“三冲量”,是指控制器接受了三个测量信号:汽包水位、蒸汽流量和给水流量。
蒸汽流量信号是前馈信号,当负荷变化时,它早于水位偏差进行前馈控制,及时的改变给水流量,维持进出汽包的物质平衡,有效地减少假水位的影响,抑制水位的动态偏差;给水流量是局部反馈信号,动态中它能及时反映控制效果,使给水流量跟踪蒸汽流量变化而变化,蒸汽流量不变时,可及时消除给水侧自发扰动;稳态时使给水流量信号与蒸汽流量信号保持平衡,以满足负荷变化的需要;汽包水位量是被控制量、主信号,稳定时,汽包水位等于设定值。
显然,三冲量给水控制系统在克服干扰影响、维持水位稳定、提高给水控制方面都优于单冲量给水控制系统。
事实上,由于检测、变送设备的误差等因素的影响,蒸汽流量和给水流量这两个信号的测量值在稳态时难以做到完全相等,且单级三冲量控制系统一个调节器参数整定需要兼顾较多的因素,动态整定过程也较复杂,因此在现场很少再采用单级三冲量给水控制系统。
串级三冲量控制系统串级三冲量给水控制系统的基本结构如图所示。
该系统由主副两个PI 调节器和三个冲图11.5 单级三冲量给水控制系统图11.6 串级三冲量给水控制系统量构成,与单级三冲量系统相比,该系统多采用了一个PI调节器,两个调节器串联工作,分工明确。
PI1为水位调节器,它根据水位偏差产生给水流量设定值;PI2为给水流量调节器,它根据给水流量偏差控制给水流量并接受前馈信号。
蒸汽流量信号作为前馈信号,用来维持负荷变动时的物质平衡,由此构成的是一个前馈—串级控制系统。
该系统结构较复杂,但各调节器的任务比较单纯,系统参数整定相对单级三冲量系统要容易些,不要求稳态时给水流量蒸汽流量测量信号严格相等,即可保证稳态时汽包水位无静态偏差,其控制重量较高,是现场广泛采用的给水控制系统,也是组织给水全程控制的基础。
3.蒸汽温度控制系统(1)蒸汽温度控制系统任务维持过热器出口温度在允许范围内,并保证管壁温度不超过允许的工作温度。
被控变量一般是过热器出口温度,操纵变量是减温器的喷水量。
(2)过热蒸汽温度控制系统以过热蒸汽为主参数,选择二段过热器前的蒸汽温度为辅助信号,组成串级控制系统或双冲量气温控制系统。
4.锅炉计算机控制系统的实现工业锅炉计算机控制系统结构框图如图所示。
图11.7 工业锅炉计算机控制系统框图一次仪表测得的模拟信号经采用电路、滤波电路进入A/D转换电路,A/D转换电路将转换完的数字信号送入计算机,计算机对数据进行处理之后,便于控制和显示。
D/A转换将计算机输出的数字量转换成模拟量,并放大到0—10mA,分别控制水泵调节阀、鼓风机挡板、引风机挡板和炉排直流电动机。
硫化机计算机群控系统内胎硫化是橡胶厂内胎生产的最后一个环节,硫化效果将直接影响内胎的产品质量和使用寿命。