工艺试验及检验计划CBD
- 格式:doc
- 大小:869.00 KB
- 文档页数:6
工艺检验目实施方案一、前言。
工艺检验是产品制造过程中非常重要的一环,通过对产品工艺的检验,可以保证产品质量,提高产品的合格率。
因此,制定一套科学、合理的工艺检验目实施方案,对于企业的生产质量管理至关重要。
二、目的。
本实施方案的目的在于规范工艺检验目的制定与实施的流程,确保产品工艺检验的准确性和有效性,提高产品的合格率,降低不良品率。
三、实施步骤。
1. 制定工艺检验目标。
首先,需要明确产品的工艺特点和关键工艺环节,根据产品的特点和要求,制定相应的工艺检验目标。
工艺检验目标应当具体明确,能够量化和可操作,以便于后续的实施和评估。
2. 确定检验方法和标准。
根据产品的工艺特点和检验目标,确定相应的检验方法和标准。
检验方法应当科学、可靠,能够准确反映产品工艺的合格情况。
同时,检验标准应当符合国家相关标准和企业的实际情况,确保检验结果的准确性和可比性。
3. 制定检验计划。
根据产品的生产计划和工艺流程,制定相应的检验计划。
检验计划应当包括检验时间、地点、人员、设备和工艺流程等内容,确保检验工作的有序进行。
4. 实施工艺检验。
按照制定的检验计划和方法,对产品的关键工艺环节进行检验。
检验人员应当严格按照检验标准和方法进行操作,确保检验结果的准确性和可靠性。
5. 处理检验结果。
根据检验结果,对不合格的产品进行及时处理和整改。
同时,对合格的产品进行记录和归档,为产品质量的追溯和改进提供依据。
6. 完善工艺检验目标。
根据实际的检验情况和产品质量的要求,不断完善和调整工艺检验目标,确保工艺检验目标的科学性和有效性。
四、总结。
工艺检验目实施方案的制定和实施,对于产品质量的提高和企业效益的增加具有重要意义。
只有通过科学、严谨的工艺检验,才能保证产品工艺的稳定性和一致性,提高产品的合格率,降低不良品率,为企业的可持续发展提供有力支撑。
五、附录。
工艺检验目实施方案的流程图。
工艺检验目实施方案的相关标准和文件。
通过本实施方案的制定和实施,可以有效规范工艺检验目的制定与实施的流程,确保产品工艺检验的准确性和有效性,提高产品的合格率,降低不良品率,为企业的生产质量管理提供有力支持。
公共部位装饰装修检验试验计划一、前言随着城市建设与改造的不断推进,大量的公共空间装饰装修工程涌现出来。
为了确保公共部位装饰装修工程质量和安全,必须进行严格的检验试验。
本文通过对公共部位装饰装修检验试验计划进行详细的阐述,旨在提高公共部位装饰装修工程的质量与安全水平,为满足人们对舒适、安全和美观公共环境的需求提供技术支持。
二、检验试验目的1. 确保公共部位装饰装修工程符合国家有关法律法规和技术标准的要求。
2. 评估公共部位装饰装修工程的质量合格率,并采取相应的技术措施进行调整和改进。
3. 保障公共空间装饰装修工程的安全性,减少意外事故的发生。
4. 促进公共空间装饰装修行业的健康发展,增强大众对公共空间的信任和满意度。
三、检验试验范围本次检验试验的范围主要包括以下几个方面:1. 公共空间装饰装修工程的装饰材料的检测试验。
2. 公共空间装饰装修工程的装修施工工艺的检验试验。
3. 公共空间装饰装修工程的装修装饰工程的成品验收试验。
四、检验试验内容1. 装饰材料的检测试验1.1. 装饰材料的外观质量检验:包括表面平整度、颜色、纹理等方面的检测。
1.2. 装饰材料的物理性能检验:包括强度、硬度、拉伸性能、耐磨性等方面的检测。
1.3. 装饰材料的化学性能检验:包括材料成分、环保标准、不含有害物质等方面的检测。
1.4. 装饰材料的使用寿命检验:包括耐久性、抗老化性能等方面的检测。
2. 装修施工工艺的检验试验2.1. 装修施工工艺的施工质量检验:包括施工工序、施工工艺、施工质量等方面的检测。
2.2. 装修施工工艺的安全性检验:包括施工现场管理、安全措施、用人安排等方面的检测。
2.3. 装修施工工艺的成本效益检验:包括材料利用率、施工工艺合理性等方面的检测。
3. 装修装饰工程的成品验收试验3.1. 装修装饰工程的整体效果验收:包括美观度、舒适性、功能性等方面的检测。
3.2. 装修装饰工程的安全性验收:包括防火隔离、防水防潮等方面的检测。
工艺验证方案(范例)
以下是一个工艺验证方案的范例,具体内容可以根据需要进行调整和修改。
1. 目的:进行工艺验证,确认产品的制造过程是否能够达到设计要求和质量标准。
2. 验证对象:产品制造过程中的关键工艺步骤;例如原材料采购、加工工艺、装配工艺等。
3. 实施步骤:
a. 确定验证的目标和指标:明确要验证的工艺步骤,确定验证的指标和要求,例如材料强度、尺寸精度、装配工艺等。
b. 设计验证方案:制定验证的具体实施计划,包括验证
的时间、地点、验证方法和设备等。
c. 准备验证所需资源:准备验证所需的设备、人员和材料等。
d. 进行工艺验证:按照验证方案进行相应的测试和观察,记录测试结果和观察的情况。
e. 数据分析和评估:对验证结果进行数据分析和评估,
判断工艺步骤是否符合设计要求。
f. 结果总结和问题处理:总结验证结果,针对存在的问题提出改进意见,并采取相应措施进行处理。
4. 验证记录:记录工艺验证的所有过程和结果,包括验证
方案、测试数据、观察结果、问题处理等。
5. 验证报告:根据验证记录编写验证报告,包括验证目的、验证过程、验证结果和结论等。
6. 改进措施:根据验证结果和问题处理情况,制定改进措施,并在生产实践中逐步推行和完善。
7. 审核和验证:由相关部门对工艺验证过程和结果进行审
核和验证,确认验证的有效性和可靠性。
8. 保持更新:随着产品和工艺的不断改进,及时对工艺验
证方案进行更新和调整,确保其持续有效性。
以上是一个简单的工艺验证方案范例,具体实施时需要根
据具体情况进行调整和完善。
大型工艺试验专项方案1. 背景和目标•背景:大型工艺试验是为了验证和推广新的工艺技术或产品,以提高生产效率、降低成本、改进产品质量等。
通过大型工艺试验,可以评估新工艺的可行性、稳定性和经济效益。
•目标:本文档旨在详细说明大型工艺试验的实施方案,包括试验目标、流程、时间计划、资源需求等,以确保试验能够顺利进行并取得预期的效果。
2. 试验目标•验证新工艺技术或产品在大规模生产中的可行性和稳定性。
•评估新工艺技术或产品与现有工艺的相对优势。
•优化产品生产流程,降低生产成本。
•提高产品质量和产品性能。
3. 试验流程3.1 准备工作•评估新工艺技术或产品的应用前景,确定试验的必要性和可行性。
•制定试验计划,包括试验目标、试验方案、试验指标等。
•确定试验的时间、地点和参与人员。
•提前准备试验所需的设备、材料和人力资源。
3.2 试验过程•按照试验方案进行试验操作,包括设备调试、工艺参数设定、样品制备等。
•监测试验过程中的重要工艺参数和性能指标,记录数据并进行数据分析。
•针对试验过程中出现的问题,及时调整工艺参数或修正方案。
•根据试验结果进行数据处理和统计分析,评估试验效果。
3.3 试验总结和评估•对试验过程进行总结和评估,包括试验结果、试验效果、问题和改进意见等。
•结合试验结果,对新工艺技术或产品的应用前景进行评估和展望。
•编写试验总结报告,并根据需要进行汇报和交流。
4. 时间计划•第1周:准备工作,确定试验方案和计划。
•第2周至第4周:设备调试和试验操作。
•第5周:数据处理和分析。
•第6周:试验总结和评估,编写试验总结报告。
5. 资源需求5.1 人力资源•项目负责人:负责试验计划的制定、试验操作的指导和试验结果的评估。
•试验操作人员:负责试验操作和数据记录。
•数据分析人员:负责试验数据的处理和统计分析。
•报告编写人员:负责试验总结报告的撰写和汇报。
5.2 设备和材料•根据试验方案确定所需的设备和材料,确保能够满足试验需求。
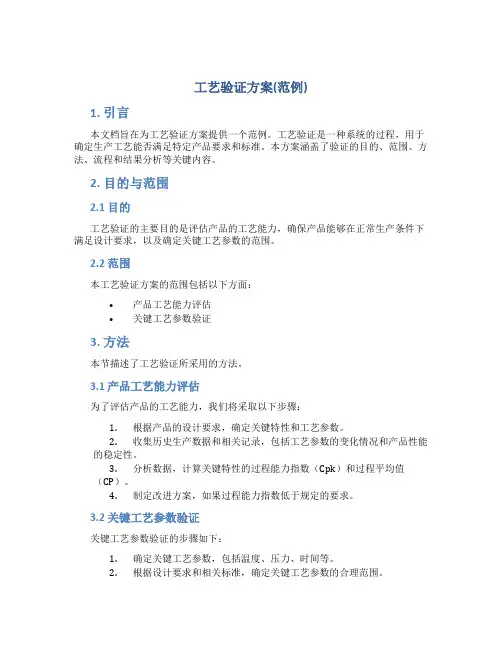
工艺验证方案(范例)1. 引言本文档旨在为工艺验证方案提供一个范例。
工艺验证是一种系统的过程,用于确定生产工艺能否满足特定产品要求和标准。
本方案涵盖了验证的目的、范围、方法、流程和结果分析等关键内容。
2. 目的与范围2.1 目的工艺验证的主要目的是评估产品的工艺能力,确保产品能够在正常生产条件下满足设计要求,以及确定关键工艺参数的范围。
2.2 范围本工艺验证方案的范围包括以下方面:•产品工艺能力评估•关键工艺参数验证3. 方法本节描述了工艺验证所采用的方法。
3.1 产品工艺能力评估为了评估产品的工艺能力,我们将采取以下步骤:1.根据产品的设计要求,确定关键特性和工艺参数。
2.收集历史生产数据和相关记录,包括工艺参数的变化情况和产品性能的稳定性。
3.分析数据,计算关键特性的过程能力指数(Cpk)和过程平均值(CP)。
4.制定改进方案,如果过程能力指数低于规定的要求。
3.2 关键工艺参数验证关键工艺参数验证的步骤如下:1.确定关键工艺参数,包括温度、压力、时间等。
2.根据设计要求和相关标准,确定关键工艺参数的合理范围。
3.设计验证实验,包括正常范围内和边界条件下的测试。
4.进行实验并记录结果。
5.根据实验结果,分析关键工艺参数的影响和相互关系。
4. 流程本节描述了工艺验证的整体流程。
1.确定验证的目的和范围。
2.收集和分析历史生产数据。
3.确定关键特性和工艺参数。
4.进行工艺能力评估。
5.设计关键工艺参数验证实验。
6.进行实验并记录结果。
7.分析结果并进行验证结论的总结。
5. 结果分析根据工艺验证实验的结果,我们将进行结果分析,主要包括以下内容:•关键特性的过程能力指数和过程平均值。
•关键工艺参数的合理范围。
•关键工艺参数的影响和相互关系。
根据分析结果,我们将评估工艺的可行性,并提出可能的改进方案。
6. 结论本工艺验证方案提供了一个范例,可以用于评估产品的工艺能力和关键工艺参数的合理范围。
通过实施工艺验证,我们可以确保产品在正常生产条件下能够满足设计要求,并提出可能的改进方案。
(项目管理)绵阳CBD万达广场项目检验和试验计划中国建筑第二工程局绵阳CBD万达广场项目检验和试验计划项目名称:绵阳CBD万达广场编制人:审核人:批准人:生效日期:目录1 工程概况: (2)1.2结构设计简介 (2)2 施工检验计划 (4)2.1检验人员及检验设备 (3)2.2施工过程检验、验收计划 (4)2.3混凝土结构实体检验计划 (29)2.4竣工项目安全与功能抽样检测计划表格式 (35)2.5子分部、分部工程验收计划表格式 (37)3 试验计划 (38)3.1试验管理 (38)3.2工艺试验及现场检(试)计划 (38)1工程概况:•绵阳CBD万达广场项目位于四川省绵阳市经开区,总建筑面积约127万平方米。
该项目总用地面积约22.48万平方米,分为A、B两地块。
本工程A1区位于A地块西南角,西临绵州大道,南临三江南路,北侧和东侧均为场地内规划道路。
A1区规划净用地面积:49317.74m2,规划总建筑面积:277765m2,地上建筑面积:238969m2,地下室建筑面积:38796m2。
本工程A1区主要建筑由6幢33(或34)层的住宅楼、商铺、物管用房及地下车库四种功能构成;两层商铺沿道路四周布置;一层地下室,其功能包括机动车库、非机动车库与设备用房。
1.1 建筑设计简介1.2结构设计简介2、施工检验计划2.1检验人员及检验设备2.1.1职责2.1.1.1 质量部a) 负责检验批区段划分,对进场原材料、构配件、设备等试验检验计划进行编制,并督促实施;b) 参加检验批验收、工序交接检,并对其质量进行核定;c) 参加预检、隐蔽工程验收、分项工程、子分部工程、分部工程、子单位工程、单位工程的验收,并对感观质量、验收资料进行收集核查。
2.1.1.2 工程部负责组织作业队组自检及交接检、隐检、预检、检验批验收,参加分项、分部、单位工程验收。
2.1.1.2 项目执行经理负责组织分项、分部、单位工程验收。

市政工程工艺试验及现场检(试)验计划下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!市政工程工艺试验及现场检(试)验计划市政工程工艺试验及现场检(试)验计划是确保工程质量和安全的重要文件。
工艺验证方案和报告和批记录一、引言。
咱们要开始验证这个工艺啦,就像一场对工艺的超级大考验,看看它到底靠不靠谱。
这可是保证产品质量的大事,就好比给工艺做个全面的健康检查一样。
二、验证目的。
简单说呢,就是要证明咱们这个工艺生产出来的产品,每次都能达到预先设定的标准。
就像做蛋糕,每次按照这个工艺做,蛋糕都得是松软香甜、大小合适,不能这次做出来是个饼,下次又成了石头,对吧?三、验证范围。
这次验证涵盖从原料开始,一直到成品出来的整个工艺过程。
不管是搅拌、加热、还是包装这些环节,一个都不能少,全都要在我们的眼皮子底下接受检验。
四、职责分工。
# (一)生产部门。
你们就是工艺的执行者,要按照规定的步骤操作设备,记录好每个操作的细节,就像厨师按照菜谱做菜一样,每一步都不能马虎。
# (二)质量部门。
质量部门就是“裁判”啦,要对生产过程中的各种数据进行检测,原材料合不合格、中间产品有没有问题、成品符不符合标准,都得你们说了算。
# (三)工程部门。
设备要是出了问题,就靠你们来救场了。
在验证期间,要确保设备正常运转,要是设备闹脾气,那可就影响整个验证结果了。
五、验证内容。
# (一)工艺参数。
1. 温度。
这个温度可是关键中的关键,就像烤面包,温度高了就糊了,温度低了又烤不熟。
我们要确定每个环节最适合的温度范围,并且在验证过程中严格监控,看看这个温度是不是真的能让产品达到最佳状态。
2. 压力。
如果工艺里涉及到压力,那也得好好研究。
压力太大,可能会把东西压坏;压力太小,又达不到应有的效果。
所以要找出那个刚刚好的压力值,保证产品的质量。
3. 时间。
做事情都要讲个时间的,工艺也不例外。
每个步骤需要多长时间,这都是有讲究的。
时间短了,可能反应不完全;时间长了,说不定还会产生其他的问题呢。
# (二)物料。
1. 原料的质量。
原料就像是盖房子的砖头,如果砖头质量不好,房子肯定也不结实。
所以我们要检查原料的各种指标,比如纯度、含水量之类的,只有好的原料才能生产出好的产品。
工艺方案的实施与检查工艺方案的实施和检查是一个项目中至关重要的环节。
只有正确地执行和监控工艺方案,才能确保产品的质量和生产效率。
本文将介绍工艺方案的实施和检查的流程,并提供一些建议和方法,以确保工艺方案的有效性。
一、工艺方案实施的流程1.确定工艺方案:在项目开始之前,需要制定一个详细并可行的工艺方案。
工艺方案应包括产品设计、原材料选用、工艺流程、设备配置等内容。
该方案应经过相关部门和专业人员的评审和验证,以确保其可行性和合理性。
2.准备资源:在实施工艺方案之前,需要准备好所需的资源,包括人力、物力和财力。
确保所需的设备和材料供应充足,并培训工艺操作人员。
3.执行工艺方案:按照制定好的工艺方案,逐步执行工艺流程。
操作人员应严格按照要求操作,并注意安全事项。
同时,需要做好相关记录,以便后续的评估和改进。
4.监控过程:在工艺方案实施的过程中,需要进行实时监控。
监控可以通过设备的自动化系统或人工观察来完成。
监控的目的是检测工艺参数是否符合要求,以及是否存在异常情况。
5.记录数据:实施工艺方案时,需要记录和保存所采集的数据,包括生产数量、质量指标、工艺参数等。
这些数据可以用于后续的分析和对比,以评估工艺方案的有效性。
二、工艺方案检查的方法1.抽样检查:通过抽取产品样本,进行检测和评估。
可以采用物理测量、化学分析、显微镜观察等方法,检查产品的尺寸、外观、材料成分等是否符合工艺要求。
同时,还可以对关键工艺参数进行抽样检测,以验证其准确性和稳定性。
2.流程审核:通过对工艺流程和操作规程的审核,评估其合理性和可行性。
审核的内容包括工艺步骤是否正确、工艺参数是否合理、操作人员是否按照要求操作等。
3.设备检查:对所使用的设备进行定期检查和维护,确保其正常运行。
检查的内容包括设备的完整性、精度和可靠性等。
如果发现设备存在故障或损坏,应及时修复或更换。
4.数据分析:对记录的数据进行统计和分析,评估工艺方案的稳定性和可行性。
工艺验证计划由于第1、4和5项工艺验证项目都是有关于温度场中热力学的相关工艺验证,所以把这三项工艺验证项目放在一起进行相关的计算和试验的验证。
人员:艾治国、吴学利,需要生产部和质保部相关人员协助计划安排:(预计28天完成)(1)提取需要进行工艺验证的问题;(0.5天)(2)分析工艺问题的原因;(0.5天)(3)明确工艺验证的目的;(0.5天)(4)制定工艺验证的方案;(1天)(5)预测工艺验证的结果或相关结论;(0.5天)(6)执行工艺验证方案;(18天)(7)分析工艺验证的结果得出相关结论;(2天)(8)制定解决工艺问题的方案;(2天)(9)编写工艺验证报告。
(3天)上面9个步骤中最主要的是要去制定工艺验证的方案,由于这三个工艺问题都是涉及热力学和材料力学相关学科,很难直接用现有的理论知识去解决这些问题。
所以我们先通过理论知识去计算这些热力学的问题,再通过相关实验进行验证理论计算出的值是否准确。
现将工艺验证方案制定步骤如下:工艺验证方案步骤:(1)搜集相关热力学、材料力学等的资料、论文和信息;(2天)(2)分析、学习这些资料并编写温度与热变形(包括孔型和轴柱型的变形)的关系计算程序;(5天)(3)根据计算程序计算出现有机壳、轴的在不同稳态温度场的变形量,并校核现有定子铁芯和机壳的配合关系(图纸上的尺寸配合关系)给出理论指导意见;(3天)(4)进行相关实验验证;(7天)(5)结合实验结果结论对比理论程序计算得出验证方案的结论。
(1天)相关实验计划:(1)确定实验目的:通过实验得出的变形量的数据对比理论计算程序得出的变形量的数据,验证理论计算程序是否准确及误差的大小;(2)实验物料和试验设备准备:物料:机壳、转轴、旋变挡圈、轴承,设备:高低温实验箱;(2天)(3)确定实验方法:将实验物料分别放在不同稳态温度场进行加热不同时间段测出他们的变形量。
(4)实验步骤:(4天)(1)实验物料初始尺寸的测量并记录;(0.5天)(2)将物料分别放置在80℃、100℃、120℃、140℃四个稳定的温度段的高低温试验箱中进行加热,加热时间分别为20min、30min、40min、50min、60min、120min六个时间段。
工艺检查实施方案一、背景介绍。
工艺检查是生产过程中非常重要的一环,它可以确保产品质量符合标准要求,保障生产安全,提高生产效率。
因此,建立一套科学、合理的工艺检查实施方案对于企业的发展至关重要。
二、目的。
本实施方案的目的在于规范工艺检查流程,确保每一道工序都能够得到有效的检查和控制,保证产品质量和生产安全。
三、实施步骤。
1. 制定工艺检查计划。
针对不同的生产工艺,制定相应的工艺检查计划,包括检查时间、检查内容、检查人员等。
2. 建立检查标准。
根据产品的质量标准和生产工艺要求,建立相应的工艺检查标准,明确各项指标的合格标准和不合格标准。
3. 选择检查方法。
根据不同工序的特点,选择合适的检查方法,包括目测检查、仪器检测、取样检验等。
4. 分配检查任务。
将工艺检查任务分配给具有相关经验和技能的检查人员,确保其具备足够的专业知识和操作技能。
5. 实施工艺检查。
按照工艺检查计划和标准,进行工艺检查,及时发现和解决存在的问题,确保产品质量和生产安全。
6. 记录和分析检查结果。
对工艺检查结果进行详细记录,并进行分析,找出存在的问题和改进的措施。
7. 完善工艺检查流程。
根据实际情况,不断完善工艺检查流程,提高工艺检查的效率和准确性。
四、实施要点。
1. 严格执行标准化操作程序,确保每一道工序都按照标准要求进行检查。
2. 加强对检查人员的培训,提高其专业技能和责任意识。
3. 注重工艺检查记录的完整性和真实性,确保数据的准确性和可追溯性。
4. 积极开展工艺检查结果的分析和研究,及时发现问题并采取有效的改进措施。
五、总结。
建立科学、合理的工艺检查实施方案,对于提高产品质量、保障生产安全具有重要意义。
只有不断完善工艺检查流程,提高工艺检查的效率和准确性,才能更好地满足市场需求,提升企业竞争力。
希望全体员工能够严格执行本实施方案,共同努力,确保工艺检查工作的顺利进行。
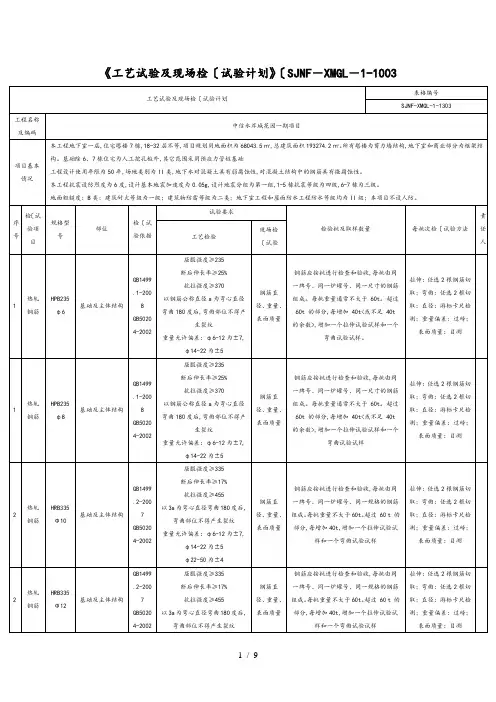
v1.0 可编辑可修改中国建筑项目管理表格工艺试验及现场检(试)验计划表格编号CSCEC-PM-1303工程名称及编码中建五局保利达翠堤湾二期B工程项目基本情况本工程包含30#-44#共计15栋楼及地下车库的总包工程,总建筑面积约为137669平米,其中:30#-36#楼为22-24层的高层住宅,其建筑面积约为76259平米;37#-41#楼为8-11层的多层住宅,其建筑面积约为30349平米;42#-44#楼为2-3层的商业及物业建筑,其建筑面积约为5459平米;地下车库建筑面积约为25602平米。
本工程范围内实际的建筑面积按施工为准。
结构形式为框架结构和剪力墙结构。
序号检(试)验项目规格型号部位检(试)验依据试验要求代表批量检(试)验方法责任人工艺检验现场检(试)验1热轧带肋钢筋HRB400E12-20基础及主体结构GB50204-2002R EL≥400、A≥17、R M≥540,弯曲180°后弯曲部位不得产生裂纹钢筋直径、重量、表面质量≤60T拉伸、弯曲试验、游标卡尺检测、目测邹恩民、李涛2热轧带肋钢筋HRB4008-25基础及主体结构GB50204-2002R EL≥400、A≥17、R M≥540,弯曲180°后弯曲部位不得产生裂纹钢筋直径、重量、表面质量≤60T拉伸、弯曲试验、游标卡尺检测、目测邹恩民、李涛3热轧带肋钢筋HPB300、10基础及主体结构GB50204-2002R EL≥300、A≥17、R M≥540,弯曲180°后弯曲部位不得产生裂纹钢筋直径、重量、表面质量≤60T拉伸、弯曲试验、游标卡尺检测、目测邹恩民、李涛4热轧光圆钢筋HPB300二次结构GB50204-2002R EL≥300、A≥14、R M≥435,弯曲钢筋直径、重量、表面质量≤60T拉伸、弯曲试验、游标卡尺邹恩民、李。
1HPB2356.5拉伸、弯曲、理论重量应满足规范要求梅会伦2HPB2358拉伸、弯曲、理论重量应满足规范要求梅会伦3HPB23510拉伸、弯曲、理论重量应满足规范要求梅会伦4HRB33512拉伸、弯曲、理论重量应满足规范要求梅会伦5HRB33514拉伸、弯曲、理论重量应满足规范要求梅会伦6HRB33516拉伸、弯曲、理论重量应满足规范要求梅会伦7HRB4006拉伸、弯曲、理论重量应满足规范要求梅会伦8HRB4008拉伸、弯曲、理论重量应满足规范要求梅会伦9HRB40010拉伸、弯曲、理论重量应满足规范要求梅会伦10HRB40012拉伸、弯曲、理论重量应满足规范要求梅会伦11HRB40014拉伸、弯曲、理论重量应满足规范要求梅会伦≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构工艺试验及现场检(试)验计划检(试)验项目部位检(试)验依据工艺检验项目基本情况中国建筑 项目管理表格表格编号规格型号热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察GB1499.2-2007检查钢筋直径、重量,观察表面质量热轧钢筋基础及主体结构热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察拉伸、弯曲试验,游标卡尺检查,观察GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T≤60T热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构GB1499.1-2008检查钢筋直径、重量,观察表面质量热轧钢筋基础及主体结构≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构GB1499.1-2008检查钢筋直径、重量,观察表面质量热轧钢筋基础及主体结构GB1499.1-2008检查钢筋直径、重量,观察表面质量工程名称及编码试验要求责任人现场检(试)验序号代表批量检(试)验方法12HRB40016拉伸、弯曲、理论重量应满足规范要求梅会伦13HRB40018拉伸、弯曲、理论重量应满足规范要求梅会伦14HRB40020拉伸、弯曲、理论重量应满足规范要求梅会伦15HRB40022拉伸、弯曲、理论重量应满足规范要求梅会伦16HRB40025拉伸、弯曲、理论重量应满足规范要求梅会伦17HRB40028拉伸、弯曲、理论重量应满足规范要求梅会伦18HRB40032拉伸、弯曲、理论重量应满足规范要求梅会伦19HRB40014接头抗拉强度应符合规范要求梅会伦20HRB40016接头抗拉强度应符合规范要求梅会伦21HRB40018接头抗拉强度应符合规范要求梅会伦22HRB40020接头抗拉强度应符合规范要求梅会伦23HRB40022接头抗拉强度应符合规范要求梅会伦24HRB40025接头抗拉强度应符合规范要求梅会伦25HRB40028接头抗拉强度应符合规范要求梅会伦号批量方法型号项目直螺纹连接基础及主体结构直螺纹连接基础及主体结构JGJ107-2003拧紧扭矩校核JGJ107-2003拧紧扭矩校核以300个同牌号钢筋接头为一批,每层不足300仍为一批观察及拉伸试验以500个同牌号钢筋接头为一批,每层不足500仍为一批拧紧扭矩校核,拉伸试验以500个同牌号钢筋接头为一批,每层不足500仍为一批拧紧扭矩校核,拉伸试验电渣压力焊主体部分柱JGJ18-2003观察表面质量以500个同牌号钢筋接头为一批,每层不足500仍为一批拧紧扭矩校核,拉伸试验直螺纹连接基础及主体结构JGJ107-2003拧紧扭矩校核电渣压力焊主体部分柱电渣压力焊主体部分柱JGJ18-2003观察表面质量JGJ18-2003观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察以300个同牌号钢筋接头为一批,每层不足300仍为一批观察及拉伸试验以300个同牌号钢筋接头为一批,每层不足300仍为一批观察及拉伸试验热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量以300个同牌号钢筋接头为一批,每层不足300仍为一批观察及拉伸试验电渣压力焊主体部分柱JGJ18-2003观察表面质量热轧钢筋基础及主体结构热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量≤60T拉伸、弯曲试验,游标卡尺检查,观察热轧钢筋基础及主体结构热轧钢筋基础及主体结构GB1499.2-2007检查钢筋直径、重量,观察表面质量GB1499.2-2007检查钢筋直径、重量,观察表面质量依据现场检(试)验工艺检验≤60T拉伸、弯曲试验,游标卡尺检查,观察。
工艺验证取样计划和评估标准嘿,咱今儿就来聊聊工艺验证取样计划和评估标准这档子事儿。
你想啊,这工艺验证就好比是一场大考,而取样计划呢,那就是咱的备考大纲!要是这大纲没整好,那可就乱套啦。
咱得好好琢磨琢磨,怎么从那一大摊子工艺里,精准地捞出最有代表性的那些样本。
这可不是随便抓抓就行的,得有策略,有计划!比如说吧,就像咱去果园摘果子,你不能瞎摘一通吧,得挑那些长得好、成熟度高的果子呀。
工艺验证取样也是一样的道理,得找关键的地方下手。
那评估标准呢,这就是评判咱摘的果子好不好的尺子呀!它得严格,得靠谱,不能马马虎虎。
要是标准太松了,那不是自欺欺人嘛,最后生产出来的东西能好吗?可要是标准太紧了,会不会把一些其实还不错的给误判了呢?这可得好好掂量掂量。
咱再打个比方,这就好像是选美比赛,得有一套明确的标准来衡量谁美谁不美。
身高啦,体重啦,脸蛋啦,身材啦,都得考虑进去。
工艺验证的评估标准也得全面,不能有遗漏呀。
你说要是取样没取好,那评估能准确吗?那肯定不行呀!就好比你拿着一把歪尺子去量东西,能量出个准数来吗?所以说呀,这取样计划和评估标准那是紧密相连,缺一不可。
咱在制定取样计划的时候,可得考虑周全了。
要考虑到不同的阶段,不同的工序,不能有遗漏。
而且取样的数量也得合适,不能太多也不能太少。
太多了浪费资源,太少了又没代表性,这中间的度可得把握好。
评估标准呢,也得与时俱进。
不能一套标准用到底呀,随着工艺的改进,标准也得跟着变变不是?不然怎么能适应新情况呢?总之啊,工艺验证取样计划和评估标准这事儿,可大可小。
咱得重视起来,不能马虎。
就像建房子,根基不牢,房子能稳吗?咱得把这个根基打扎实了,后面的生产才能顺顺利利的呀。
咱可不能在这上面栽跟头,不然那损失可就大了去啦!这就是我的看法,你们觉得呢?。
工艺现场试验流程一、试验前的准备。
咱要做工艺现场试验呀,那准备工作可得做足喽。
这就好比要出门旅行,不准备好东西那可不行。
先得确定试验的场地。
这个场地得符合咱工艺试验的要求,要是做个大工程的工艺试验,那场地就得宽敞、安全。
可不能随随便便找个地儿,就像不能在小胡同里开飞机一样。
还有呢,试验设备也得准备好。
设备就像是咱打仗的武器,没有好武器咋打胜仗呢?要仔细检查设备是不是完好无损,功能是不是正常。
要是设备有问题,那试验就像瘸腿的马,跑不远也跑不快。
比如说咱要测试某种金属的加工工艺,那加工设备的刀具得锋利,各种参数得设置正确。
人员安排也很重要。
谁来操作设备,谁来记录数据,这都得安排得明明白白。
就像一场足球比赛,前锋、中场、后卫都有各自的任务。
不能到时候乱成一锅粥,大家都不知道自己该干啥。
二、试验过程。
这时候呢,操作人员就要按照预定的工艺步骤来操作设备。
这可不能马虎,就像厨师做菜,盐放多放少那味道可就差远了。
如果是进行化工工艺试验,各种原料的投放量、投放顺序、反应的温度和时间都得严格把控。
每一步操作都像是在走钢丝,得小心翼翼的。
在操作的同时,记录人员就得像个小秘书一样,把相关的数据都记下来。
什么时间做了什么操作,设备显示的数据是多少,这些数据就像宝贝一样,可珍贵了。
要是少记了一个数据,就可能影响到整个试验结果的分析。
这就好比丢了一颗小珠子,可能就会让一整串项链都不完整了。
在试验过程中,要是出现了突发情况,可别慌。
比如说设备突然报警了,或者是试验结果跟预期的差别特别大。
这时候大家就得像一个团队一样,齐心协力来解决问题。
就像一群小蚂蚁遇到了大石头,大家一起想办法把石头挪开。
可以先停下来检查设备是不是故障了,或者是重新审视一下工艺步骤有没有问题。
三、试验后的整理。
试验做完了,可还没结束哦。
得先把试验设备清理干净,就像吃完饭要洗碗一样。
如果设备上残留了一些原料或者是其他杂物,可能会影响下一次的使用。
而且把设备清理干净,也是对设备的一种爱护嘛。