报价表-零件
- 格式:xls
- 大小:71.00 KB
- 文档页数:1
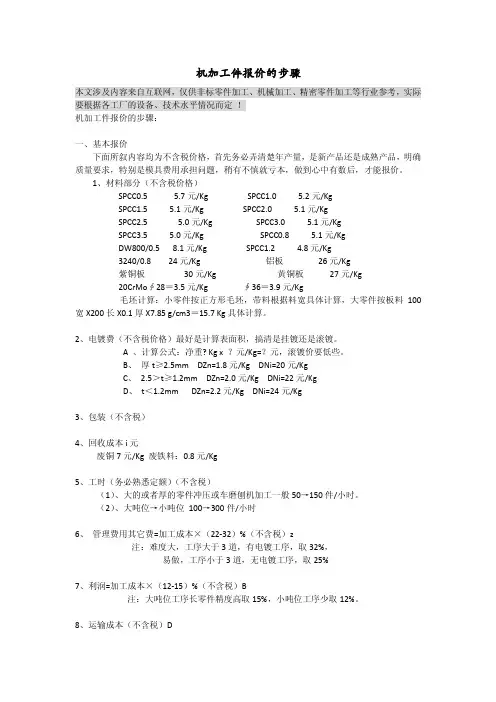
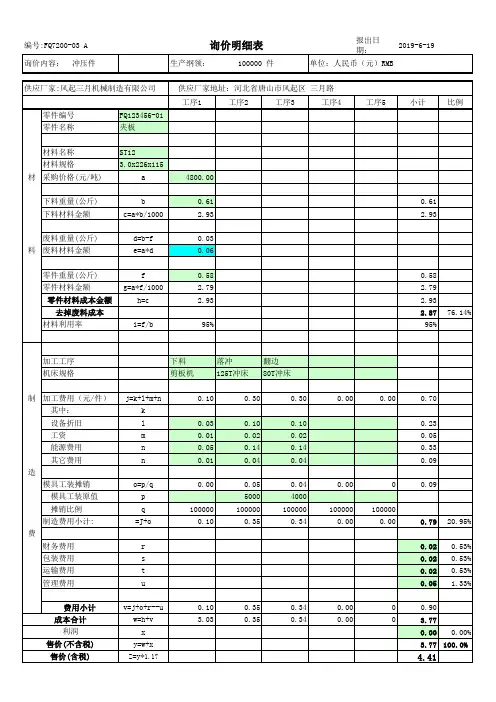
机加工件报价的步骤本文涉及内容来自互联网,仅供非标零件加工、机械加工、精密零件加工等行业参考,实际要根据各工厂的设备、技术水平情况而定!机加工件报价的步骤:一、基本报价下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板26元/Kg紫铜板30元/Kg 黄铜板27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算,大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
A 、计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
B、厚t≥2.5mm DZn=1.8元/Kg DNi=20元/KgC、2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/KgD、t<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
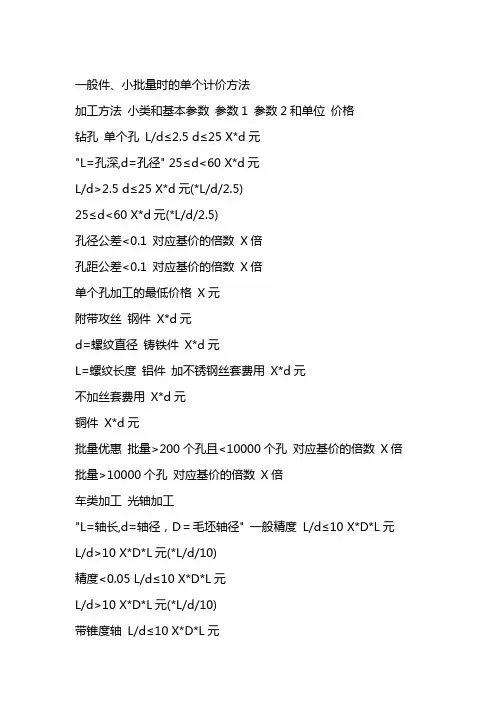
一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5 d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数X倍孔距公差<0.1 对应基价的倍数X倍单个孔加工的最低价格X元附带攻丝钢件X*d元d=螺纹直径铸铁件X*d元L=螺纹长度铝件加不锈钢丝套费用X*d元不加丝套费用X*d元铜件X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴基价的倍数X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径d>430 X*D元圆螺母零件X*D元d=圆螺母外径,D=毛坯直径六角螺母零件X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件"t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元L/B>10 X*B元(*L/B/10)最低价X元位置度公差7级和以上的对应上述基价的倍数X倍硬度>HRC40的材料加工对应上述基价的倍数X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)最低价X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2 X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2 X元一般精度平面t=磨削深度每mm2 X元一般精度成形磨t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔X元电火花一般零件S=切断面积每mm2 X元每处最低价X元电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12 每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。


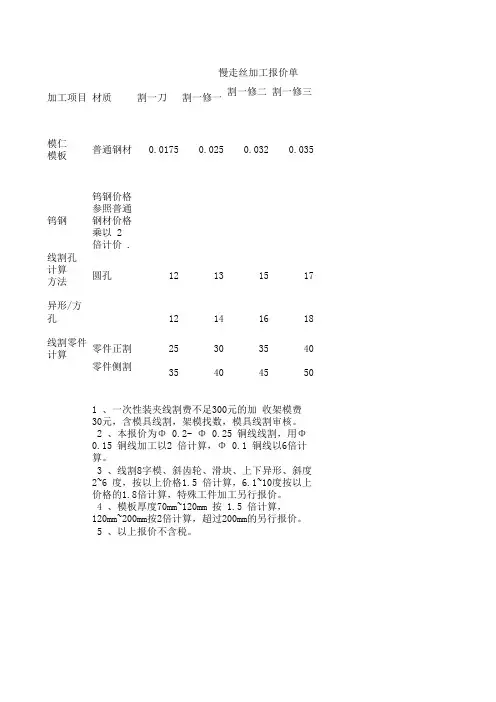
加工项目材质割一刀割一修一
割一修二割一修三
模仁
模板
普通钢材0.01750.0250.0320.035
钨钢钨钢价格参照普通钢材价格乘以 2倍计价 .
线割孔
计算
方法
圆孔12131517
异形/方
孔12141618线割零件
计算
零件正割25303540
零件侧割
35404550
慢走丝加工报价单
1 、一次性装夹线割费不足300元的加 收架模费
30元,含模具线割,架模找数,模具线割审核。
2 、本报价为Φ 0.2- Φ 0.25 铜线线割,用Φ
0.15 铜线加工以2 倍计算,Φ 0.1 铜线以6倍计
算。
3 、线割8字模、斜齿轮、滑块、上下异形、斜度
2~6 度,按以上价格1.5 倍计算,6.1~10度按以上
价格的1.8倍计算,特殊工件加工另行报价。
4 、模板厚度70mm~120mm 按 1.
5 倍计算,
120mm~200mm按2倍计算,超过200mm的另行报价。
5 、以上报价不含税。
备注
1. 模仁基本厚度以 20mm 计算 ,不足 20mm 以基本厚度计算 .
2. 细孔放电 : 一般钢材 1元 /孔 ,30mm 、超过 30mm 以 0.15元/mm 计价 .
此小孔价格不含细孔放电 , 低于此价格按小孔算 , 高于此价按实际线长计算 .
以面积计算方式不足零件基本价的按零件基本价计算。
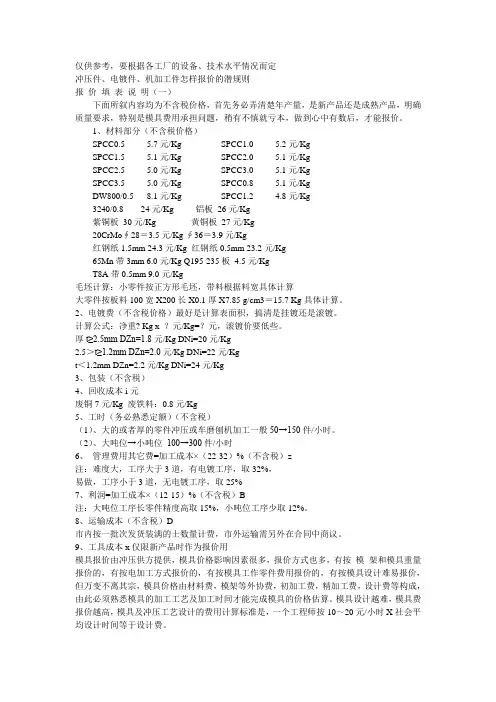
仅供参考,要根据各工厂的设备、技术水平情况而定冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板26元/Kg紫铜板30元/Kg 黄铜板27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
常用维修工时费标准表宁波市鄞州下应安泰汽车修理厂单位:元
注:以2012年4月份工时费标准为准;
宁波市鄞州下应安泰汽车修理厂
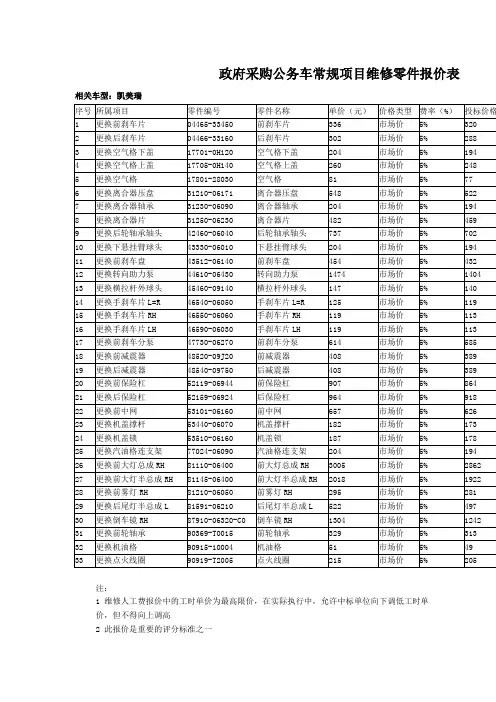
主要维修零件报价表标项
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂
注:以2012年4月份杭州汽配市场报价为准。
宁波市鄞州下应安泰汽车修理厂。