镜像光泽度计技术报告
- 格式:doc
- 大小:144.50 KB
- 文档页数:11


光泽度仪检验报告
序言
本光泽度仪检验报告旨在对某一特定材料的光泽度进行测试,并给出准确的测试数据和分析结果。
该报告的基础数据来源于课题组医生的多次实验和实际测量数据。
检验样本
该次实验使用的检验样本为一种常用的建筑材料。
检验设备
光泽度仪一台,数据线一条,测试软件一套,计算机一台。
检验方法
1. 在测试样品表面均匀喷上水
2. 将光泽度仪按照说明书的要求准确放置在样品表面上,按下
测试按钮,开始测试
3. 测试完成后,将测试结果通过数据线连接计算机,进入测试
软件进行数据分析
4. 重复以上操作进行多次测试,以提高测试数据结果的准确性
测试结果与分析
经过多次基础数据测试,得出该样品表面光泽度测试结果如下:
1. 第一次测试数据为163.2 GU
2. 第二次测试数据为162.8 GU
3. 第三次测试数据为162.5 GU
经对以上数据的分析,得出该样品的平均光泽度测试结果为162.8 GU。
结论
该材料的光泽度测试结果相对稳定,光泽度值在162.5-163.2
GU之间浮动,符合目前对该类建筑材料的光泽度标准要求。
附:光泽度标准
目前国际通行的光泽度标准为:在 60°视角下,为玻璃反射100% 光亮的光泽度为 100 GU,空气反射 100% 的光泽度为 0 GU。
注:GU为Gloss Units的缩写,即光泽度单位。
镜向光泽度计简介镜向光泽度计是一种可用于测量物体表面光泽度的仪器。
光泽度是指物体表面光滑程度的量度,通常用于评估涂层、塑料、汽车外观等产品的表面光泽度。
镜向光泽度计的原理是测量光线反射时,入射和反射光线的角度和强度。
在测量时,光泽度计将光线照射在测试表面上,然后根据反射光线的强度和角度来计算表面的光泽度值。
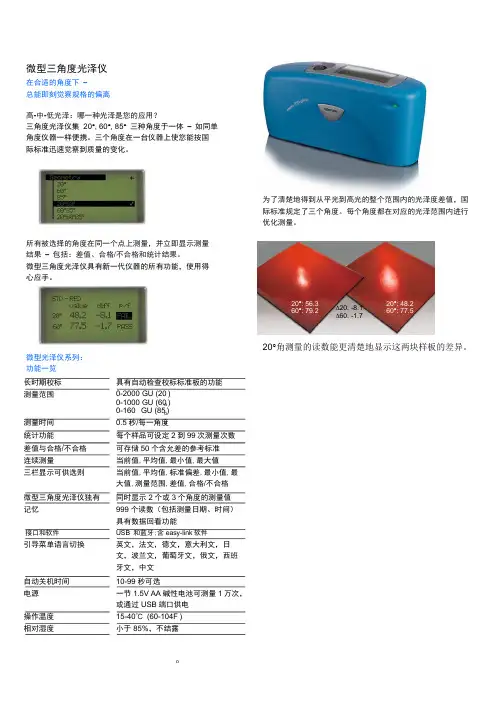
类型常见的镜向光泽度计有两种:单角度和多角度。
单角度镜向光泽度计只能在一个固定角度下测量,具有较高的精度。
多角度镜向光泽度计可以在多个角度下测量,提供更全面的光泽度数据。
多角度镜向光泽度计通常有 20°、 60°和 85°三个测量角度,根据需要可以选择不同的角度进行测量。
20°角适用于高光泽度的涂层和塑料,60°角适用于中等光泽度的产品,85°角适用于低光泽度的产品。
应用镜向光泽度计除了用于评估表面光泽度外,还可以用于检测表面是否平整光滑、涂层的厚度、表面缺陷等。
常用于工业领域、汽车行业、建筑材料等。
在工业领域,镜向光泽度计用于评估塑料、金属表面的光泽度,以确定产品的质量和外观。
在汽车行业,镜向光泽度计用于测量汽车涂层、车漆等表面光泽度,以检测涂层厚度和缺陷。
在建筑材料中,镜向光泽度计可以用于测量墙面涂层和窗户玻璃的光泽度,评估建筑材料的质量。
使用使用镜向光泽度计时,需要先对仪器进行校准和设置。
一般来说,每次测量前都需要对仪器进行校准以确保准确性。
具体使用时,需要将仪器放置在测试表面上,按下测量按钮进行测量。
在测量完成后,可以将数据保存在设备内存或导出到计算机进行进一步分析。
总结镜向光泽度计是一种用于测量物体表面光泽度的仪器,可以评估表面光滑程度和质量。
常见的镜向光泽度计有单角度和多角度,适用于不同角度下的测量。
镜向光泽度计广泛应用于工业领域、汽车行业、建筑材料等多个领域中。
在使用时需要对仪器进行校准和设置,测量数据可以保存在设备内存或导出到计算机进行分析。
光泽度测试作业指导书光泽度测试作业指导书保密保密等级:版本/状态:发文号:编制日期光泽度测试作业指导书文件编号版本号生效日期页数A第3页共9页审核日期批准日期2022-11-3 发布2022-11-3 实施光泽度测试作业指导书文件编号版本号生效日期页数A第4页共9页《光泽度测试作业指导书》修订履历表版本A 修订章节全文变更说明首次发布编制审核批准日期光泽度测试作业指导书文件编号版本号生效日期页数A第5页共9页1 目的及合用范围本标准规定了用反射计以20°、60°或者85°几何条件测定色漆漆膜、塑料、陶瓷、石材、纸张或者金属材料等平面制品的镜面光泽度的测试方法。
本方法不适用于含金属颜料色漆漆膜的光泽测量。
60°几何条件合用于所有的材料,但如光泽度过高或者过低时用20°或者85°几何条件测试结果更精确;20°几何条件合用于高光泽材料(即 60°镜面光泽高于 70 单位的材料); 85°几何条件合用于低光泽材料(即 60°镜面光泽低于 10 单位的材料)。
2 参考标准GB/T 9754-2022 色漆和清漆 不含金属颜料的色漆漆膜的 20°、 60°和 85° 镜面光泽的测定GB/T 8807-1988 塑料镜面光泽试验方法ISO 2813:2022 色漆和清漆 不含金属颜料的色漆漆膜的 20°、 60°和 85°镜 面光泽的测定ASTM D523-2022 光泽度测试方法 3 仪器设备三角度光泽度测试仪生产商:深圳市三诺仪器有限公司 型号: SN-206085 4 测试条件4.1 测试对象:液体漆样4.1.1 试验用底材 (底材应是镜面质量的玻璃, 厚度为 3mm ,尺寸 150×100mm , 玻璃最小尺寸至少应等于光照区域的长度);4.1.2 漆膜涂布器(槽深为 150±2μm 的块状涂布器或者采用其他施涂方法); 4.2 20°、 60°和85°镜面光泽的测定方法:4.2.1 60°条件合用于所有的漆膜, 但是对于很高光泽和接近无光泽的漆膜, 20° 或者 85°也许更合用。
镜面光泽度计操作规程
本仪器为60度微机光泽度仪,用于漆膜光泽度的测定。
一、确保光泽度仪经过相关部门检定,并在有效期内。
二、上电池:确保仪器开关置于“关”的位置,拧下电池盖板,装
上四节“五号”电池,拧上盖板。
若仪器显示“﹍”,表示电源不足,请更换电池。
三、调零:将仪器开关置于“开”的位置,待仪器显示“.”,按下
【调零】键,静置数秒,出现“0.00” ,则调零成功。
四、校标:将仪器置于标准盒凹坑上,仪器测量窗口置于标准板光
亮的一面,按下【校标】键,出现相关部门校准好的数值,如“91.3”,则校标成功。
五、测定:将仪器测量窗口置于光亮面,按下【测定】键,若数值
与校标值一致,表示仪器处于正常状态,测量值可靠。
六、测量漆膜光泽时,只需按【测定】键即可,记录数据。
测量位
置和结果处理请依据工艺要求操作。
七、若仪器出现故障,请及时通知相关人员报送检修。
使用过程中要轻拿轻放,注意保持仪器和标准板的清洁,防止因灰尘导致校准的误差和结果的可靠性。
无锡市港昌化工有限公司
镜
面
光
泽
度
计
操
作
规
程
批准人:日期:。
astm d523-08 镜面光泽度的标准试验方法
ASTM D523-08是美国材料和试验协会(ASTM)制定的关于测量塑料和涂层镜面光泽度的标准试验方法。
该标准提供了使用光泽仪测量样品表面光泽度的详细步骤和要求。
根据ASTM D523-08标准,进行镜面光泽度测试的主要步骤包括:
1. 准备测试样品:确保样品表面干净且没有明显的缺陷。
2. 校准光泽仪:根据仪器制造商的说明进行光泽仪的校准,以确保准确的测量结果。
3. 测量样品:将样品放置在光泽仪上,按照一定的速率进行扫描,记录测量结果。
4. 重复测试:对同一样品进行多次测量,并计算平均值,以提高测试结果的准确性。
5. 记录和报告结果:将得到的测量结果进行记录,并按照标准要求进行结果的报告。
ASTM D523-08标准规定了光泽仪的技术规范、测试条件和数据处理方法,以确保光泽度测试的一致性和可比性。
这个标准试验方法广泛应用于塑料、涂层和其他光泽表面材料的质量控制和研究中。
请注意,这只是对ASTM D523-08标准的简要概述,详细的测试步骤和要求应参考该标准的原文。
DR60型光泽度仪使用说明一、参照标准及适用范围DR60型光泽度仪是遵照ISO-2813,GB9754,GB9966,GB/T13891国家标准,设计生产的高精度、小型化光泽度仪,适用于涂料、油漆、油墨、塑料、石材、地板、陶瓷、纸张、木器家具表面等镜向光泽度的测量。
二、仪器技术指标仪器指标符合国家计量检定规程JJG 696一级光泽度仪标准。
1、测量范围:0.0-199.9光泽单位(Gs)2、示值误差:< 1.2光泽单位(Gs)3、稳定度:0.4(Gs)/30分钟4、测量窗口尺寸:14×28mm5、仪器尺寸:110×38×70 (mm)6、工作电源:二节7号电池7.使用环境:温度:0°C~40°C;相对湿度:不超过85%8.仪器净重:300g三、仪器使用方法:步骤错误!未找到引用源。
校准:开机后,将仪器底部放在标准板上,当显示屏显示CAL OK,按下OK键仪器进行自动校准,当显示屏显示 OK时,再按下OK进入测量状态。
如不需要校准,开机后,注意光泽度仪底部留空,不放置任何材料,连续按两次OK键,直接进入测量状态。
步骤错误!未找到引用源。
测量:仪器进入测量状态时,将仪器放在被测物体上按下OK键即可测出该物体的光泽度。
开机后仪器必须校准或跳过校准步骤才能进入测量状态。
测量标准板时,仪器显示数值与标准板的标示值的误差不应大于±1.2光泽单位(测试时最好用两个手拿着机子压平测试,避免仪器底部没压好漏光而影响测量值导致误差增大)。
当误差超差时,将仪器放在校准板上重新校准,即可测试产品的光泽度。
否则考虑标准板玷污问题,擦干净后测试即可。
四、注意:本仪器使用两节7号碱性电池,打开电池盖后,将电池按正负极标志(见电池盒内)装好,请不要装反。
VCC LOW 低电压指示,提示更换电池.长时间不用请将电池取出,避免漏液.仪器保修一年(非正常使用造成损坏除外),终身维修。
目录1安装与接电 (1)2产品简介 (1)3标准依据 (1)4.主要技术参数 (1)5仪器结构及外形 (2)6 面板功能说明 (2)7仪器操作 (4)8 标准板,光泽度量值 (5)9维护保养 (5)10成套一览表 (7)11 附图 (8)本公司若对该产品进行更改,恕不另行通知若使用本说明书无法操作或有疑问时,请与本公司联系。
1安装与接电仪器应安放在稳固的水平台面上,防止震动,避免强光照射、灰尘和溅水。
电源插座接地端应可靠接地。
2产品简介测量纸和纸板20°、45°、60 、75°角光泽度。
3执行标准GB/T 8941-2007 纸和纸板镜面光泽度测定(20°45°75°)GB/T 9754-2007 色漆和清漆不含金属颜料的色漆漆膜的20°、60°和85°镜面光泽的测定4主要技术参数●测量范围:75°角光泽度:0-3844(光泽度单位下同)45°角光泽度:0-167460°角光泽度:0-999.520°角光泽度:0-2199●测量重复性:0.5光泽度单位●准确度:1光泽度单位●试样尺寸:50m m×50mm●电源:160~250V. 50Hz,0.3A●工作环境:温度0~35℃,相对湿度不超过85%●尺寸:290m m×350mm×160mm●重量: 7kg5仪器结构及外形仪器上面是面板和打印机,机板上有操作键和显示屏。
仪器内部有75°角、45°(60°)角、和20°角光泽度三个光学系统,共用一只光源灯泡,全部光学系统装在一件安装板上。
背面下部装有主电路板部件,上部是电源部件,装有电源插头座和电源开关。
正面左手位有一拉板,靠弹簧定位,可以推进、拉出或居中三个位置,分别测量75°、20°和45°(60°)角光泽度,面板上有相应的指示灯点亮。
光泽度计测量原理和定标方法测量原理光泽度是在一组几何规定条件下对材料表面反射光的能力进行评价的物理量。
因此,它表述的是具有方向选择的反射性质。
根据光泽的特征,可将光泽分成几类,我们通常说的光泽是指“镜向光泽”,所以光泽度计,有时也叫镜向光泽度计。
光泽度与机械加工行业的“光洁度”或“粗糙度”的概念完全不同,后者是对材料表面微小不平度的评定。
光源出射一束光经过透镜L1到达被测面P ,被测面P 将光反射到透镜L2,透镜L2将光束会聚到位于光栏B 处的光电池,光电池进行光电转换后将电信号送往处理电路进行处理,然后仪器显示测量结果。
见下图所示:图1 镜像光泽度计测量原理需要注意的是,在整个光泽度测量过程中,默认光源的光是很稳定的,不会发生变化。
测量第一步:校准在HP-380光泽度产品中,开机第一步进行工作是校准。
首先,用已知光泽度值的校准板进行测量,设此校准板的光泽度值为α,光源发出的光光强为0I ,光电池检测到的光强度为1I 。
通过校准过程可知光源光强为:α10I I = (1)校准的目的是消除每次开机光源强度的变化和环境变化对测量产生的影响。
校准这一步非常重要,如果校准做的不好,测量就会受很大影响。
所以在校准过程中,一定要保证光泽度计底面和校准板接触得非常紧密。
我们在研发中也保证了光泽度底面的加工精度。
测量第二步:测量校准完成之后,即可以开始对待测平面进行测量。
设被测平面光泽度值为x α,光电池检测到的光强度为2I ,光源光强为0I 。
x α20I I =(2)联合(1)(2)两式,得到 αα∙=12I I x (3) 这里的x α即为我们要测量的被测平面光泽度值,1I 2I 为通过测量可以得到的值, α为标准板光泽度值。
但是,x α和国家标准是有区别的,由于光路部分的影响,我们的仪器和符合国家标准的测量数据理论上会存在一个线性关系。
b s +*=x k αα (4)其中s α为符合国家标准的测量数据。
汉谱便携式色差仪HP-2132便携式色差仪HP-2132广泛用于塑料、橡胶、涂料、喷漆、电镀、金属喷涂等行业的品质检查和监控。
适于检测任何平滑表面的颜色。
通过比较被检品与标准样板之间的颜色差异,即时输出CIE-Lab标准样数据和比色后的△E、△L、△a、△b四组色差数据。
◆色差公式:△E=[(△L)2+(△a)2+(△b)2]1/2。
△L=L被检品-L标准样(明度/黑白差异)△a=a被检品-a标准样(红/绿差异)△b=b被检品-b标准样(黄/蓝差异)其中△E为总色差的大小。
⊙ △L+表示偏白,△L-表示偏黑。
⊙ △a+表示偏红,△a-表示偏绿。
⊙ △b+表示偏黄,△b-表示偏蓝。
◆技术参数汉谱精密色差仪HP-200◆产品技术指标◆仪器自身功能1.每次开机和连接电脑时,要进行全黑、全白精确校准,使得所测数据精确度更高,有效控制因光源老化问题数据跑偏的现象。
2.仪器本身可以保存13组标准样×31组测试样(解释:每组标准样下可保存对应的31组测试样数据)=403组数据。
存储的标准样数据可随时调出,连接电脑后,也可全部导入到颜色品控软件中。
3.可连接电脑颜色品控软件,色差报告支持A4纸打印,支持Excel表输出。
4.可中文直观显示CIE色空间中L,a,b的偏向,比如偏黑、偏红、偏绿等。
◆色差公式:△E=[(△L)2+(△a)2+(△b)2]1/2。
△L=L被检品-L标准样(明度/黑白差异)△a=a被检品-a标准样(红/绿差异)△b=b被检品-b标准样(黄/蓝差异)通过比较被检品与标准样板之间的颜色差异,即时输出CIE-Lab标准样数据和比色后的△E、△L、△a、△b四组色差数据。
其中△E为总色差的大小。
⊙ △L+表示偏白,△L-表示偏黑。
⊙ △a+表示偏红,△a-表示偏绿。
⊙ △b+表示偏黄,△b-表示偏蓝。
◆产品适用行业:精确满足各类产品对色彩的需求。
涉及行业有塑料、橡胶、涂料、喷漆、金属喷涂、电镀、皮革、建材、塑材、印染、模具、配件等。
光泽度计计量标准技术报告摘要:本报告主要介绍光泽度计的计量标准技术,包括其原理、测试方法、不确定度评定等内容。
本报告旨在为相关行业和企业提供光泽度计质量控制的依据和技术支持。
关键词:光泽度计,计量标准,测试方法,不确定度引言:光泽度是指物体表面反光的程度,是一个重要的表面特性之一,广泛应用于工业、建筑等领域。
光泽度计是测量光泽度的专用仪器,其准确性和可靠性是保证产品质量的关键之一。
因此,制定光泽度计计量标准技术对于提高产品质量、加强质量控制具有重要的意义。
主体:1. 光泽度计原理光泽度计是通过测试样品表面反射或透射出射光的强度来测量其光泽度值的。
其原理基于光线在物体表面发生反射或透射时的折射规律和光强的衰减规律。
光泽度计通过利用该原理将反射或透射出射光的强度与一个标准参考比较,得出样品的光泽度值。
2. 光泽度计测试方法光泽度计的测试方法主要分为两种:直接法和标准比较法。
直接法是指在测量过程中直接对样品进行测量,不需要参考标准。
标准比较法则是将测试样品与标准样品进行比较,从而得出样品的光泽度值。
在进行光泽度计测试时,应注意以下几个方面:(1)样品表面应平整、无瑕疵、无污染;(2)样品放置位置应远离光源和其他干扰因素;(3)光源强度、角度、波长等参数应符合标准要求;(4)测试仪器应定期校准和维护,确保测试结果的准确性。
3. 不确定度评定不确定度是指测量结果与实际值的偏离程度,是衡量测试准确度和可靠度的指标之一。
对于光泽度计测试,不确定度评定包括以下几个方面:(1)光源强度和稳定度的不确定度;(2)光路衰减的不确定度;(3)样品表面状态的不确定度;(4)仪器零点漂移的不确定度。
对于每个不确定度因素,应采用适当的评定方法和计算公式,并计算出最终的合成不确定度,以评价测试的可靠性和准确性。
结论:本报告介绍了光泽度计计量标准技术的原理、测试方法和不确定度评定,为相关行业和企业提供了光泽度计质量控制的依据和技术支持。
计量标准技术报告
计量标准名称光泽度计及光泽度板检定装置计量标准负责人谢康
建标单位名称(公章)深圳市计量质量检测研究院填写日期2009.12
目录
一、建立计量标准的目的 (1)
二、计量标准的工作原理及其组成 (1)
三、计量标准器及主要配套设备 (2)
四、计量标准的主要技术指标 (3)
五、环境条件 (3)
六、计量标准的量值溯源和传递框图 (3)
七、计量标准的重复性试验 (5)
八、计量标准的稳定性考核 (6)
九、检定或校准结果的测量不确定度评定 (7)
十、检定或校准结果的验证 (12)
十一、结论 (13)
十二、附加说明 (13)。
塑料镜面光泽试验方法我折腾了好久塑料镜面光泽试验方法,总算找到点门道。
我一开始真的是瞎摸索。
最开始我就想,这塑料镜面光泽,肯定得有个参照啊,就像我们看一个人长得好不好看得和其他人比一样。
我找了好多块表面光亮程度不同的塑料,我寻思把它们放在一起对比对比,这或许就能看出来光泽的差异了。
结果发现这根本不靠谱,因为完全是肉眼凭感觉,一点都不精确。
后来我想,肯定得有专业的工具啊。
我就去网上查,查了之后知道有一种光泽度仪。
我费了好大劲儿借到了一个。
我把塑料放在光溜溜的桌面上,然后拿着光泽度仪就往上怼。
结果测出来的数据乱七八糟的。
后来我才发现,原来塑料摆放的位置得特别规整,不能歪一点,就像我们排队必须站直了一样,稍微斜一点测出来的数据就完全不对了。
而且测量那小块位置还得干净,不能有一点灰尘脏东西,这就好比我们照镜子,镜子上有污点就看不清自己的模样了。
再后来又发现,不同颜色的塑料测起来也好麻烦。
比如说黑色的塑料,它本身就吸光,光泽就不容易测准。
有时候测了好几次,数据波动还老大了。
有一次我就对着一块黑色塑料反复测,不断调整光泽度仪的角度,调光之类的。
折腾了好久我才总结出一点小窍门。
就是可以在光泽度仪上加个遮挡罩,就跟给它戴个帽子似的,让周围光干扰小点。
我还试过用不同的光源去照塑料,看看在不同光线下塑料镜面光泽的变化。
可是普通的白光、暖光一打,那反射啊真让人看晕了头。
所以我觉得如果要做这种测试,在标准光源环境下做是最靠谱的,别今天在这大太阳下测试,明天又在暗暗的屋子里测试,那样的数据根本就没有可比性。
像我开始就是随便找地方测试,数据偏差得特别厉害,后来我专门在一个光线比较稳定的实验室小角落里测试,数据明显看起来稳定多了。
对于塑料镜面光泽试验方法,到现在我还觉得自己没完全搞透彻。
比如说有些特殊形状的塑料,是弯曲的或者有小凸起的,这种东西测起来又得特殊对待了。
我想可能就需要针对它的形状来调整光泽度仪的测量方式,就像是给一个身材特殊的人量衣服尺寸得变换策略一样。