20130615分离石脑油中异戊烷的效益分析_成慧禹
- 格式:pdf
- 大小:800.69 KB
- 文档页数:4
煤化工石脑油作为乙烯裂解原料的技术分析许江;宋帮勇;杨利斌;程中克;马艳捷;穆珍珍;景媛媛【摘要】The physical properties analysis results show that the content of paraffin in the coal chemical naphtha is high(> 90 w t%),the content of naphthenes and aromatics is less,w hile the content of latent aromatic is low.By comparing the pyrolysis gas/liquid product yield of coal chemical naphtha at 860 -900 ℃,it show s that the coal chemical naphtha is a high quality pyrolysis raw material,w hich is suitable for pyrolysis at high temperature(900 ℃).With th e increase of pyrolysis temperature,the pyrolysis liquid phase product yield decreases and the content of aromatics in the pyrolysis liquid phase product increases.The pyrolysis liquid phase product is based on C5-205 ℃component as the main component(>75 wt%),of which benzene,toluene,xylene together account for more than 70 w t%.Compared with the refinery head oil and naphtha,the price of coal chemical naphtha is low,the output will increase year by year,the yield of pyrolysis ethylene and triene is high and the yield of pyrolysis liquid phase product is slightly lower.Therefore it will be a new path to solve the shortage of ethylene raw materials and enhance the benefits of deep processing of coal resources by taking the coal chemical naphtha to be a reasonable supplement of ethylene enterprise raw material resources.%由物性分析可知,煤化工石脑油中易裂解的链烷烃含量高(>90%(w)),环烷烃、芳烃含量较低,芳烃潜含量低;结合860~900 ℃下裂解气/液相产物收率对比可知,煤化工石脑油为优质裂解原料,适宜在高温(900 ℃)下进行裂解;随着裂解温度升高,裂解液相收率降低,液相中芳烃含量提高,裂解液相以C5~205 ℃组分为主(>75%(w)),苯、甲苯、二甲苯合计占70%(w)以上.与炼厂拔头油、石脑油相比,煤化工石脑油价格低、产量将逐年增加,裂解乙烯、三烯收率高而液相产物收率略低,因此,煤化工石脑油作为乙烯企业原料结构的合理补充,将是解决乙烯原料短缺和提升煤炭资源深加工经济效益的新路径.【期刊名称】《石油与天然气化工》【年(卷),期】2018(047)001【总页数】5页(P46-50)【关键词】煤化工石脑油;乙烯裂解原料;裂解温度;产物收率;液相芳烃含量【作者】许江;宋帮勇;杨利斌;程中克;马艳捷;穆珍珍;景媛媛【作者单位】中国石油兰州化工研究中心;中国石油兰州化工研究中心;中国石油兰州化工研究中心;中国石油兰州化工研究中心;中国石油兰州化工研究中心;中国石油兰州化工研究中心;中国石油兰州化工研究中心【正文语种】中文作为一个能源生产和消费大国,我国的资源特点是“煤炭储量丰富而油气资源相对缺乏”。
原油裂解气轻烃判识指标的建立及应用随着石油产业的发展,原油的裂解气具有广泛的应用价值,如炼油、化工等领域。
而由于原油中含有复杂多样的化合物,成分分析及指标建立对于原油裂解气的判识非常重要。
本文以原油裂解气轻烃判识指标的建立及应用为研究内容,旨在提供一种可行的方法,对原油裂解气进行较为准确和有效地分析。
一、方法1. 实验装置和条件实验室采用现场法制备原油样品,并运用氧化钠(NaOH)-正己烷提取法进行轻烃的分离。
试验中的主要设备包括:烘箱、电子天平、气相色谱(GC)、液相色谱(HPLC)、红外光谱(IR)、质谱(MS)等。
试验条件是:柱温200℃,流速1.0mL/min,热程25min,载气氮气。
2. 样品的制备和预处理将1kg的原油样品放入烘箱中加热至100℃以上进行烘干,然后将烘干后的样品制成小颗粒。
以2g的原油样品作为试验样品,加入5mL的氧化钠-正己烷溶液中,振荡10min,离心分离液相,然后使用GC进行轻烃的分析。
3. 样品的检测通过GC对轻烃进行分析,根据各个化合物的峰面积占总峰面积的比例来计算各个化合物的含量。
然后通过IR和MS对试验样品进行进一步的分析,将轻烃的含量和组成进行确认。
最后使用HPLC对样品中其他的组分进行分析,并建立样品的指标。
二、结果与讨论使用上述方法对原油样品进行处理,并经过GC、IR、MS、HPLC等多种分析方法,最终建立了一系列的轻烃指标。
这些指标包括了轻烃的组成、相对含量、碳数分布、芳烃含量、环数分布等多种参数。
通过对不同类型原油的分析,发现不同类型的原油样品中的轻烃组分有所不同,但存在一定的规律性。
例如,常规原油中一般较为丰富的是C5以下的轻烃,而重质原油中多为C5以上的轻烃。
此外,各种轻烃化合物的相对含量也有所差异。
例如,正戊烷、异戊烷和2-甲基丙烯等化合物在各种原油中具有明显的相对富集趋势。
除此之外,轻烃的碳数分布和环数分布也是比较关键的指标之一。
例如,炼厂大量裂解原油时,由高碳数到低碳数的轻烃对应的峰值及峰值比值可作为判断化肥等细分产品的指标。
石脑油制备异戊烷设计报告引言石脑油作为石油炼制过程中的重要副产品,广泛应用于溶剂、油漆、橡胶等工业领域。
其中的异戊烷作为一种轻质烴类物质,具有较低的沸点和较好的溶解能力,在有机合成工艺和溶剂制备中有着重要的应用前景。
本设计报告旨在通过石脑油制备异戊烷的工艺设计,研究最佳的制备条件和工艺参数。
实验原理石脑油是一种由脱蜡油分馏得到的混合烃产物,其中含有不饱和烃和脂环烃等。
异戊烷则是石脑油中的一种烷烃,在石脑油中的浓度较低。
石脑油制备异戊烷的基本原理是通过裂解反应将石脑油中的大分子烃物质裂解成小分子的异戊烷。
实验步骤1. 原料准备准备石脑油作为原料,并对其进行初步的分析和筛选。
根据石脑油的组成和含量,选择最适合的工艺条件。
2. 反应设备准备准备试验室规模的批式裂解反应设备,包括反应釜、加热设备、冷却设备等,并确保设备符合相关安全操作规定。
3. 反应条件设置根据实际情况,设计合适的反应条件,包括反应温度、反应时间、反应压力等。
常用的反应温度范围为300-500,反应时间一般为1-3小时,反应压力一般为1-5标准大气压。
4. 反应操作将石脑油加入反应釜中,并控制好反应温度和压力,进行裂解反应。
反应结束后,冷却、分离得到的产物。
5. 产品分析对得到的产物进行分析,包括异戊烷的含量分析、组成分析、纯度分析等。
可以使用气相色谱-质谱联用技术进行分析。
实验结果与讨论根据实际操作条件和分析结果,我们得到了石脑油制备异戊烷的最佳工艺条件为:反应温度450,反应时间2小时,反应压力2标准大气压。
在这些条件下,得到的异戊烷产率最高且纯度满足要求。
然而,要进一步提高异戊烷产率和纯度,可以考虑以下几个方面的改进:1. 优化反应温度:可以在不同的温度下进行试验,并寻找最佳的温度条件。
2. 添加催化剂:可以尝试添加适当的催化剂来提高反应效率和选择性。
3. 改变反应压力:尝试调整反应压力,观察对反应产率和纯度的影响。
4. 使用其他工艺方法:可以尝试其他工艺方法,如催化裂化、蒸馏等,寻找更适合制备异戊烷的方法。
吸附富集的石脑油中正构烷烃裂解制烯烃经济效益分析
沈本贤;刘纪昌
【期刊名称】《当代石油石化》
【年(卷),期】2007(015)010
【摘要】为了集成优化利用石脑油资源,使乙烯裂解和催化重整工艺得到合理的原料调配,运用5A分子筛吸附分离技术将石脑油中的正构烷烃分离.富含非正构烃的吸余油作为优质催化重整原料或高辛烷值汽油调合组分,富含正构烷烃的脱附油作为优质蒸汽裂解制乙烯原料.在工业典型操作条件下,与以石脑油为原料的乙烯裂解工艺相比,气体收率由84.3%增加到90.8%,乙烯收率增加11~14个百分点,三烯总收率增加8~10个百分点.以90万吨/年乙烯装置为例进行了以吸附分离脱附油和石脑油共同作为裂解原料的石脑油部分吸附分离加工方案的经济效益分析.
【总页数】4页(P26-29)
【作者】沈本贤;刘纪昌
【作者单位】化学工程联合国家重点实验室(华东理工大学)上海200237;化学工程联合国家重点实验室(华东理工大学)上海200237
【正文语种】中文
【中图分类】TE6
【相关文献】
1.固定床双塔并联吸附分离石脑油中正构烷烃 [J], 曹昕;刘纪昌;沈本贤;孙辉
2.石脑油中正构烷烃在5A分子筛上液相吸附动力学特性 [J], 曹君;沈本贤;刘纪昌
3.石脑油中正构烷烃在无黏结剂5A分子筛床层中的吸附行为研究 [J], 孙辉;沈本贤;焦鑫
4.吸附富集裂解原料中的正构烷烃蒸汽裂解制乙烯效果研究 [J], 刘纪昌;沈本贤
5.富集石脑油中正构烷烃,降低乙烯原料及能耗 [J], 沈本贤;刘纪昌
因版权原因,仅展示原文概要,查看原文内容请购买。
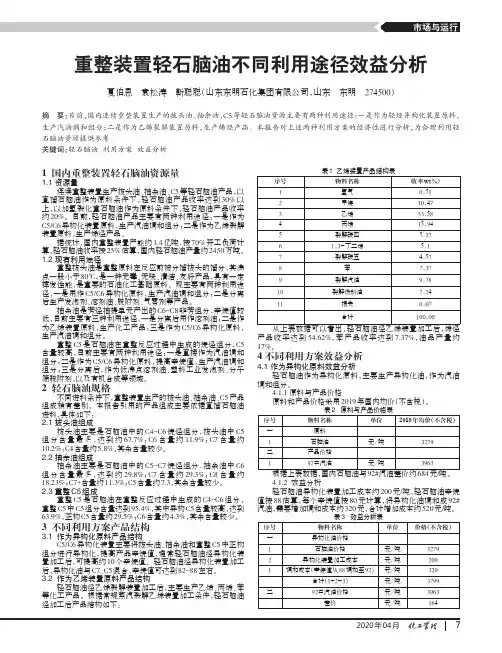
2020年04月重整装置轻石脑油不同利用途径效益分析夏伯恩袁松涛靳聪聪(山东东明石化集团有限公司,山东东明274500)摘要:目前,国内连续重整装置生产的拔头油、抽余油、C5等轻石脑油资源主要有两种利用途径:一是作为轻烃异构化装置原料,生产汽油调和组分;二是作为乙烯裂解装置原料,生产烯烃产品。
本报告对上述两种利用方案的经济性进行分析,为合理利用轻石脑油资源提供参考。
关键词:轻石脑油利用方案效益分析1国内重整装置轻石脑油资源量1.1资源量连续重整装置生产拔头油、抽余油、C5等轻石脑油产品,以直馏石脑油作为原料条件下,轻石脑油产品收率达到30%以上,以加氢裂化重石脑油作为原料条件下,轻石脑油产品收率约20%。
目前,轻石脑油产品主要有两种利用途径:一是作为C5/C6异构化装置原料,生产汽油调和组分;二是作为乙烯裂解装置原料,生产烯烃产品。
据统计,国内重整装置产能约1.4亿吨,按70%开工负荷计算,轻石脑油收率按25%估算,国内轻石脑油产量约2450万吨。
1.2现有利用途径重整拔头油是重整原料在反应前被分馏拔头的馏分,其沸点一般小于80℃,是一种无毒、无味、清洁、友好产品,具有一定挥发性能,是重要的石油化工基础原料。
现主要有两种利用途径,一是用作C5/C6异构化原料,生产汽油调和组分;二是分离后生产发泡剂、溶剂油、脱附剂、气雾剂等产品。
抽余油是芳烃抽提单元产出的C6-C8非芳组分,辛烷值较低,目前主要有三种利用途径,一是分离后用作溶剂油;二是作为乙烯装置原料,生产化工产品;三是作为C5/C6异构化原料,生产汽油调和组分。
重整C5是石脑油在重整反应过程中生成的烷烃组分,C5含量较高,目前主要有两种利用途径:一是直接作为汽油调和组分;二是作为C5/C6异构化原料,提高辛烷值,生产汽油调和组分;三是分离后,作为低沸点溶剂油、塑料工业发泡剂、分子筛脱附剂,以及有机合成等领域。
2轻石脑油规格不同进料条件下,重整装置生产的拔头油、抽余油、C5产品组成稍有差别。
重整抽余油综合利用探析隋晓东;王海霞【摘要】大庆炼化公司重整加氢车间芳烃抽提装置生产的抽余油含正己烷24%、异己烷40%,适合生产高附加值的工业正己烷和异己烷等产品.根据抽余油原料及工业正己烷/异己烷产品性质的分析,制定合适的工业正己烷生产方案:采用三塔精馏分离工艺,得到工业正己烷产品和工业异己烷产品.然后,应用KBC Petro-sim流程模拟软件对此工艺进行模拟,对产品性质和收率进行计算,然后初步算得该装置的公用工程消耗量和经济效益.该工艺技术具有工艺流程简单,产品升值高等特点,成功解决了低辛烷值的抽余油出路问题,直接经济效益显著.【期刊名称】《化工设计通讯》【年(卷),期】2018(044)001【总页数】1页(P30)【关键词】抽余油;正己烷;异己烷;经济效益【作者】隋晓东;王海霞【作者单位】大庆炼化公司生产技术处,黑龙江大庆 163411;大庆炼化公司润滑油厂,黑龙江大庆 163411【正文语种】中文【中图分类】TE6241 重整抽余油生产现状及性质分析在石油炼制过程中,催化重整产物(重整汽油)经萃取抽提芳烃后剩余的馏分油称抽余油,其主要成分为C4~C12的烷烃、烯烃、芳烃等不同的烃类组分。
相比一般的汽油馏分,抽余油以饱和烃为主,含部分烯烃,芳烃含量低,硫、氮和重金属等杂质含量很低,是良好的石油化工原料,适合生产优质的溶剂油和高附加值的己烷油和异己烷油等。
1.1 抽余油生产及利用现状大庆炼化公司芳烃抽余油产自10万t/a芳烃抽提装置,副产品抽余油设计产量8.8t/h(7.03万t/a),目前装置实际产量为6t/h,由于其辛烷值只有75左右,所以只能作为低标号汽油的调和组分。
1.2 抽余油组成及性质重整抽余油原料中含有一定量的烯烃、苯等杂质,可能会影响到加工产品的质量。
重整抽余油中正己烷质量分数为23.73%,异己烷质量分数为39.59%,为较好的正己烷、异己烷分离原料。
2 生产方案确定根据对重整抽余油的性质及组成进行分析与研究,发现其硫含量很少,仅6×10-6,同时苯含量也仅有0.05%(wt),并且从组成分析结果看,其主要组分是:2-甲基戊烷、3-甲基戊烷、正已烷及甲基环戊烷4个组分(正己烷含量23.73%,异己烷含量39.59%),这4个组分的沸点为60.0~71.8℃,相差很小。
(10)申请公布号 (43)申请公布日 2013.08.21C N 103254932 A (21)申请号 201310197123.4(22)申请日 2013.05.22C10G 53/00(2006.01)C07C 9/18(2006.01)C07C 9/15(2006.01)C07C 7/12(2006.01)C07C 7/04(2006.01)(71)申请人南京工业大学地址211816 江苏省南京市浦口区浦珠南路30号(72)发明人崔群 王海燕 殷飞 戚龙浩(74)专利代理机构南京天华专利代理有限责任公司 32218代理人徐冬涛 袁正英(54)发明名称提取轻石脑油中C4~C6正构烷烃联产异戊烷和异构己烷工艺(57)摘要本发明涉及一种化工分离工艺,尤其涉及一种提取轻石脑油中C4~C6正构烷烃联产异戊烷和异构己烷工艺。
本发明采用多塔变压吸附和精馏分离耦合工艺。
气相C4~C6正异构烃类混合原料通入吸附塔吸附分离,吸附完成后以气相C7~C9的正构烷烃作为解吸剂对床层进行解吸,解吸物料进入精馏塔分离出产品C4~C6正构烷烃和解吸剂C7~C9正构烷烃,解吸剂循环使用,再使用未被吸附的C4~C6异构烷烃对吸附C7~C9正构烷烃的吸附塔进行再生处理,再生物料经两次精馏分离,得到高纯度解吸剂C7~C9正构烷烃和高纯度异戊烷和异构己烷。
本发明可有效地分离正异构烷烃,且吸附剂再生容易、工艺流程简单、经济效益高,相对于其它脱附工艺能耗大大降低。
(51)Int.Cl.权利要求书1页 说明书6页 附图2页(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书1页 说明书6页 附图2页(10)申请公布号CN 103254932 A*CN103254932A*1/1页1.一种提取轻石脑油中C4~C6正构烷烃联产异戊烷和异构己烷工艺,从第一吸附塔T1吸附开始,四塔同时连续吸附脱附分离,具体步骤如下:(1)吸附,C4~C6正异构烷烃混合原料从原料储罐V3输出,经气化后进入第一吸附塔T1吸附,原料中的正构烷烃被吸附,未吸附组分由第一吸附塔T1塔顶输出,对完成均压升的第二吸附塔T2进行再生;(2)均压降,完成吸附的第一吸附塔T1与完成解吸的第三吸附塔T3均压;(3)床层置换,使用惰性气体置换出第一吸附塔T1内死空间的物料,物料经冷凝得到中间馏分;(4)解吸,C7~C9正构烷烃单组分或两种以上混合组分经气化后进入完成置换的第一吸附塔T1,解吸出被吸附的C4~C6正构烷烃,解吸物料输入第二精馏塔T6;(5)均压升,此时完成吸附的第三吸附塔T3与完成解吸的第一吸附塔T1均压;(6)床层再生,将正在进行吸附的第四吸附塔T4塔顶未吸附的异构烷烃作为再生剂,脱附出第一吸附塔T1内吸附的C7~C9正构烷烃,实现第一吸附塔T1内吸附剂的再生,得到的再生物料进入第一精馏塔T5;(7)联合精馏,第一吸附塔T1得到的解吸物料输入第二精馏塔T6,塔顶得到产品C4~C6正构烷烃,塔釜得到解吸剂C7~C9正构烷烃,C7~C9正构烷烃循环使用;第一吸附塔T1得到的再生物料进入第一精馏塔T5,塔顶得到C4~C6异构烷烃,塔釜得到解吸剂C7~C9正构烷烃循环使用,塔顶C4~C6异构烷烃通过第三精馏塔T7再精馏分别得到异戊烷和异构己烷产品。
化工石脑油裂解反应的化学质量平衡方程导出与控制策略化工石脑油裂解反应是一种重要的化学反应过程,通过裂解石脑油得到有机化合物和燃料。
了解该反应的化学质量平衡方程以及如何控制这一过程对于提高反应效率和产物选择具有重要意义。
本文将介绍化工石脑油裂解反应的化学质量平衡方程的导出方法以及控制策略。
一、化工石脑油裂解反应的化学质量平衡方程导出化工石脑油裂解反应是一种复杂的反应过程,涉及多种中间产物和产物。
要导出该反应的化学质量平衡方程,需要考虑反应物、中间产物和产物的摩尔比例关系。
首先,我们来分析该反应的原理。
石脑油裂解反应是将石脑油中的长链烃类分解为短链烃类的过程。
在该反应中,主要产物包括乙烯、丙烯、丁烯等。
其化学方程式可以表示为:C10H22 → C2H4 + C3H6 + C4H8 + ...其中,C10H22代表石脑油中的一种长链烃类,C2H4、C3H6、C4H8等代表相应的短链烃类。
为了导出该反应的化学质量平衡方程,我们可以以乙烯为例进行推导。
乙烯与石脑油中的长链烃类发生反应,生成相应的中间产物,然后再进一步裂解得到乙烯。
该过程可以用以下化学方程式表示:C10H22 + Δ → C2H4 + ...其中,Δ代表反应过程中涉及的其他物质,不妨先设为X。
继续推导,我们可以发现中间产物X与乙烯之间也存在着相互转化的反应。
假设这个反应为:X → C2H4将以上两个反应联系起来,可以得到一个平衡方程:C10H22 + X → C2H4 + ...此时,我们需要考虑反应物以及中间产物和产物之间的量比关系,从而得出化学质量平衡方程。
具体的推导过程涉及到化学反应动力学和平衡常数的计算,这超出了本文的范围。
但通过上述推导过程,我们可以得到化工石脑油裂解反应的化学质量平衡方程,使我们能够更好地理解和控制该反应过程。
二、化工石脑油裂解反应的控制策略化工石脑油裂解反应的控制策略主要包括反应温度、反应时间、反应物比例等方面的调控。
异戊烷分离塔优化设计徐以泉;肖立刚;刘晓燕;王禹【摘要】炼油厂副产的轻石脑油辛烷值较低,如直接作为汽油调合组分仅能生产低标号的商品汽油,影响企业经济效益.通过增设异戊烷分离塔,可将从轻石脑油中分离异戊烷作为汽油调合组分.采用Petro-SIM软件对异戊烷分离塔进行模拟计算,考察不同回流比、产品产量及操作压力下的经济效益,从而优化异戊烷分离塔设计.分析认为,在给定进料量183.5 kt/a,异戊烷产品产量55 kt/a条件下,最佳回流比为10时,每年汽油产品利润增加8 453万元,投资回收期仅124 d;异戊烷产品产量降低10%,最佳回流比增加至11.5,效益进一步提高;降低操作压力可使最佳回流比降低,从而降低操作成本,但较低回流比下,操作压力对回流比的影响降低.【期刊名称】《炼油技术与工程》【年(卷),期】2015(045)008【总页数】4页(P25-28)【关键词】异戊烷;回流比;汽油调合;操作压力;Petro-SIM软件;优化【作者】徐以泉;肖立刚;刘晓燕;王禹【作者单位】中石油工程建设公司华东设计分公司,山东省青岛市266071;中石油工程建设公司华东设计分公司,山东省青岛市266071;中石油工程建设公司华东设计分公司,山东省青岛市266071;中石油工程建设公司华东设计分公司,山东省青岛市266071【正文语种】中文C5烷烃大量存在于石油天然气开采的轻烃与炼油厂轻石脑油中,目前大多作为调合汽油或乙烯原料。
C5烷烃也应用于生产发泡剂和高纯度环戊烷,是重要的有机石油化工基本原料[1-2]。
炼油厂的轻石脑油组分辛烷值通常较低,不适合作为汽油调合组分用于生产高牌号汽油,影响企业效益提升。
因此轻石脑油目前主要作为化工轻油外售。
通过增设异戊烷分离装置,可以将异戊烷组分分离出来作为高辛烷值调合组分,剩余石脑油组分作为化工轻油外卖,从而提高经济效益。
但异戊烷分离一般需采取较高回流比以满足辛烷值需求,操作成本较高。
色谱及色谱/质谱联用进行石脑油全馏分分析的开题报告【摘要】色谱及色谱/质谱联用被广泛应用于石油化工行业和环保监管中,尤其在石油馏分分析中发挥着重要作用。
本文拟以石脑油为研究对象,采用气相色谱及减压蒸馏进行石脑油的初步分离和预处理,然后采用气相色谱/质谱联用技术进行进一步分析,通过对馏分的主要组分进行鉴定、定量,以及对GC/MS图谱的研究,得出石脑油全馏分的组分结构及其含量分布,为石油馏分分析提供重要参考。
【关键词】色谱;质谱;石脑油;全馏分分析一、研究背景及意义石油是人类工业文明的重要源头之一,从石油中可以提取出多种有用的化学品和燃料。
而在石油的分离、提纯和加工过程中,常常需要对石油馏分(如石油、石化工业原料的精制塔)进行分析,以确定其组分结构、含量分布和物性参数等。
石油馏分的分析方法繁多,其中色谱及其联用技术因其具有高分辨率、快速、灵敏、定量性好等优点,被广泛应用于石油化工行业和环保监管中。
石脑油是轻油系列中最轻的一种,其馏分范围一般为20~120℃。
石脑油在石化工业中有着广泛的应用,如溶剂油、燃料、沥青改性剂、化学原料和农药等。
而对石脑油全馏分的分析则可以帮助我们更深入地了解其组分结构、物理化学特性及应用价值等。
本研究拟以石脑油为对象,采用色谱及色谱/质谱联用技术,对其全馏分进行分析,以期能够获得其更为准确和详尽的组分结构及其含量分布,为石化工业生产和环保监管提供科学依据。
二、研究内容与方法1.石脑油的预处理石脑油通常采用减压蒸馏或真空蒸馏的方式进行初步分离和预处理。
本研究也将采用减压蒸馏的方式对石脑油进行初步分离和预处理,以获得较为准确的石脑油全馏分样品。
2.色谱分析通过GC对样品进行色谱分析,以确定液体馏分中有效组分的类型和相对含量。
将进料样品注入GC进样器,经过静态蒸馏后进入毛细管柱,通过热输运技术使各组分分离并流经检测器,对各组分进行定量和相对含量分析。
3.质谱联用分析GC/MS是目前分析石化工业原料组分结构及含量分布的最为有效的手段之一。