切割下料问题及其计算.pdf
- 格式:pdf
- 大小:1.90 MB
- 文档页数:10

优化下料excel计算公式优化下料Excel计算公式在制造业中,下料是指将原材料按照设计要求切割成所需尺寸的工序。
在进行下料操作时,使用Excel表格进行计算可以提高计算的准确性和效率。
然而,如果公式过于复杂或不合理,可能会导致计算错误或浪费时间。
因此,优化下料Excel计算公式是非常重要的。
以下是一些优化下料Excel计算公式的方法,可以帮助您提高计算效率和准确性:1. 使用命名范围:在Excel中,可以为单元格或单元格区域指定一个名称,以便更容易地引用它们。
通过为下料计算中使用的常用尺寸或公式创建命名范围,可以简化公式并提高可读性。
例如,您可以创建一个名为“长度”的命名范围,用于存储所需的长度值。
2. 使用条件格式化:条件格式化是Excel中一个非常强大的功能,它可以根据特定的条件自动对单元格进行格式化。
在下料计算中,您可以使用条件格式化来突出显示超出材料尺寸或设计要求的部分。
这样,您可以快速发现可能的错误或问题。
3. 使用IF函数:IF函数是Excel中的一个常用函数,它可以根据一个条件的真假返回不同的值。
在下料计算中,您可以使用IF函数来判断某个尺寸是否超出了材料的尺寸限制。
如果超出了限制,可以显示一个警告消息或者进行其他操作。
4. 使用VLOOKUP函数:VLOOKUP函数是Excel中的一个非常有用的函数,可以在一个区域中查找某个值,并返回与之相关联的值。
在下料计算中,您可以使用VLOOKUP函数来查找某个尺寸对应的切割方案或者切割尺寸。
这样,您可以快速找到所需的信息,而不需要手动查找。
5. 使用数据表:Excel中的数据表是一个非常强大的功能,可以将数据转换为可筛选、排序和分析的表格。
在下料计算中,您可以将原材料尺寸和设计要求输入到一个数据表中,并使用数据表中的筛选和排序功能来查找符合要求的切割方案或者切割尺寸。
6. 使用数据验证:数据验证是Excel中一个非常有用的功能,可以限制输入的数据类型和范围。

矩形下料算法-回复矩形下料算法是一种常用的优化算法,它用于确定如何最有效地在矩形板材上进行切割,以最大限度地减少浪费和成本。
这篇文章将深入探讨矩形下料算法的原理和应用,并一步一步地回答与其相关的问题。
第一步:什么是矩形下料算法?矩形下料算法是一种计算机算法,用于确定如何将一个或多个矩形的模板切割成原材料板材的最佳排列方式。
它被广泛应用于各种行业,如木工、纸张和纺织业等,以提高生产效率和资源利用率。
第二步:矩形下料算法的原理是什么?矩形下料算法的核心原理是将问题转化为一个最优化问题。
具体来说,它需要考虑的主要因素包括原材料板材的尺寸、所需矩形模板的尺寸和数量,以及其他限制条件,如切割时的间隙和重叠等。
基于这些因素和限制条件,矩形下料算法的目标是找到最佳的模板排列方式,以最大限度地减少原材料的浪费和成本。
为了实现这一目标,算法需要考虑并比较多种可能的排列方式,然后选择其中的最优解。
第三步:矩形下料算法有哪些常用的方法?矩形下料算法有多种常用的方法,下面列举其中几种常见的方法:1. 恰当布局法:这种方法尝试以最少的切割次数实现最佳布局,以减少原材料的浪费。
它通常采用递归的方式,从整个板材开始,分割并安排每个矩形模板,直到所有模板都被放置。
2. 遗传算法:这种方法模拟了生物进化的过程,通过基因的变异和自然选择来不断改进和优化解。
在矩形下料算法中,遗传算法可以用于生成和比较各种可能的布局方案,以找到最优解。
3. 动态规划法:这种方法通过将问题分解为子问题,并利用子问题的最优解来构建整体最优解。
在矩形下料算法中,动态规划法可以用于确定每个矩形模板在板材上的最佳位置和方向,以最大限度地减少浪费和成本。
第四步:矩形下料算法的应用有哪些?矩形下料算法在各种行业和领域中得到了广泛的应用,以下是其中一些主要应用领域的例子:1. 木工行业:矩形下料算法可以帮助木工师傅确定如何将大块木材切割成所需的尺寸和形状,以最大限度地减少浪费。

钢管切割问题摘 要本文目是解决钢材原料切割问题,我们采用线性规划法,确定了哪些切割模式是可行的。
关键词:钢材,切割,线性规划 一、 问题重述1.一批钢管的原料长度都是19M ,现有一客户需买100根4M ,40根6M ,30根8M这种钢管,应如何将钢管切割,使得耗费钢管最少? 2.现有一批长度规格为18M 的原料钢管,共100根,打算用其制造一批钢架毛坯料销售,每个钢架需要4M 和6M 长的钢管个、分别为10根与5根,每个钢架毛坯料销售收入1350元,每根原料钢管成本210元,每个切口成本费用2元,应如何将钢管切割?二、基本假设 问题1): 用x i 表示第i 种模式(i=1,2,…,7)切割的原料钢管的根数,若以切割后剩余的总余料量最小为目标,则可得minZ 1 = 3x 1+x 2+3x 3+3x 4+x 5+x 6+3x 7i i i r r r 321、、: 分别表示一根钢管上切割长度为4m 、6m 、8m 钢管的数目i x : 按第i 种模式切割的原料钢管根数(71 i )问题2):用x i 表示第i 种模式(i=1,2,…,5 )切割的原料钢管的根数,若以切割后剩余的总余料量最小为目标,则可得minZ 1 = 3x 1+x 2+3x 3+3x 4+x 5三、建立数学模型对于下料问题首先要确定采用哪些切割模式。
所谓切割模式,是指按照顾客要求的长度在原料钢管上安排切割的一种组合。
应当明确哪些切割模式是合理的。
合理的切割模式通常还假设余料不应大于或等于客户需要钢管的最小尺寸。
例如,可以将长19m 的钢管切割成3根4m 的钢管是可行的,但余料为7m ,可进一步将7m 的余料切割成4m 钢管(余料为3m ),或者将7m 的余料切割成6m 钢管(余料为1m )。
经过简单的计算可知,问题1)的合理切割模式一共有7种,于是问题转化为在满足客户需要的条件下,按照哪几种合理的模式,每种模式切割多少根原料钢管最为节省。

下料口料位计计算公式料口料位计算公式。
料位计算是工业生产中的重要环节,它可以帮助企业准确掌握原料的存储情况,及时调整生产计划,确保生产进度和质量。
而料口料位计算公式则是料位计算的基础,它可以根据料口的尺寸和原料的密度来计算料位的高度,从而帮助企业实现精准管理。
料口料位计算公式的基本形式为:H = (V V0) / A。
其中,H为料位高度,V为料口内原料的体积,V0为料口内的空隙体积,A为料口的底面积。
这个公式简单易懂,但是在实际应用中需要根据具体情况进行调整和修正。
下面我们将详细介绍料口料位计算公式的应用和注意事项。
1. 确定料口的底面积。
料口的底面积是料位计算的基础,它需要根据料口的形状和尺寸来确定。
通常情况下,料口的底面积可以通过测量得到,如果是规则形状的料口,可以直接使用相应的几何公式计算。
而对于不规则形状的料口,可以通过将其分割成若干个规则形状的部分来计算底面积,然后将各部分的底面积相加得到最终的底面积。
2. 确定原料的密度。
原料的密度是料位计算的重要参数,它可以根据原料的种类和性质来确定。
通常情况下,原料的密度可以通过实验测量得到,也可以通过查阅相关资料来获得。
在实际应用中,需要注意不同原料的密度可能会有所不同,需要根据具体情况进行调整。
3. 确定料口内原料的体积。
料口内原料的体积可以通过测量得到,也可以通过计算得到。
如果是规则形状的料口,可以直接使用相应的几何公式计算;如果是不规则形状的料口,可以通过将其分割成若干个规则形状的部分来计算体积,然后将各部分的体积相加得到最终的体积。
4. 确定料口内的空隙体积。
料口内的空隙体积通常可以通过测量得到,它是料位计算中需要减去的部分。
在实际应用中,需要注意料口内的空隙体积可能会受到原料的堆积方式和密度的影响,需要根据具体情况进行调整。
5. 注意事项。
在进行料位计算时,需要注意以下几个问题:(1)料位计算公式是基于理想状态下的计算,实际情况可能会受到多种因素的影响,如原料的流动性、堆积方式、料口的形状和尺寸等,需要根据具体情况进行修正和调整。
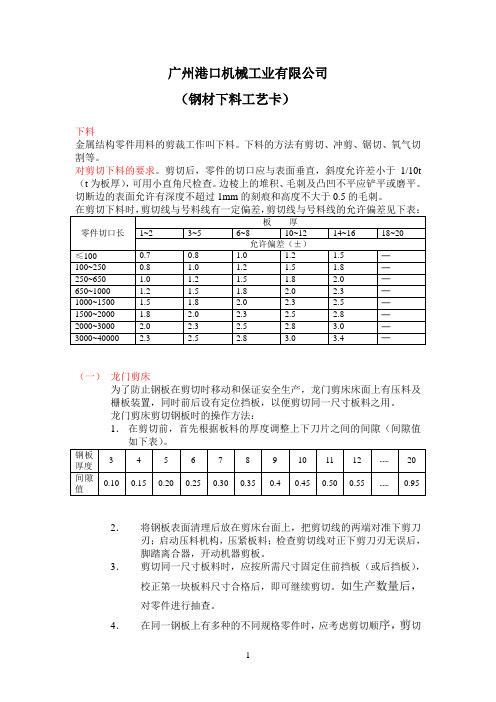
广州港口机械工业有限公司(钢材下料工艺卡)下料金属结构零件用料的剪裁工作叫下料。
下料的方法有剪切、冲剪、锯切、氧气切割等。
对剪切下料的要求。
剪切后,零件的切口应与表面垂直,斜度允许差小于1/10t (t为板厚),可用小直角尺检查。
边棱上的堆积、毛刺及凸凹不平应铲平或磨平。
切断边的表面允许有深度不超过1mm的刻痕和高度不大于0.5的毛刺。
(一)龙门剪床为了防止钢板在剪切时移动和保证安全生产,龙门剪床床面上有压料及栅板装置,同时前后设有定位挡板,以便剪切同一尺寸板料之用。
龙门剪床剪切钢板时的操作方法:1.在剪切前,首先根据板料的厚度调整上下刀片之间的间隙(间隙值2.将钢板表面清理后放在剪床台面上,把剪切线的两端对准下剪刀刃;启动压料机构,压紧板料;检查剪切线对正下剪刀刃无误后,脚踏离合器,开动机器剪板。
3.剪切同一尺寸板料时,应按所需尺寸固定住前挡板(或后挡板),校正第一块板料尺寸合格后,即可继续剪切。
如生产数量后,对零件进行抽查。
4.在同一钢板上有多种的不同规格零件时,应考虑剪切顺序,剪切圆弧线时,剪切线应与板料圆弧相切。
5.剪切窄条料时,如果压料装置压不住板料,必须用加垫等方法把板料压紧后,才可剪切。
6.两人或两人以上同机操作时,必须密切配合。
指挥和控制离合器要由一个人负责7.剪切批量大时,要注意被剪料的推积,并及时清理,巳免碰坏后挡板(定位板)(二)型钢剪床型钢剪床可以剪切角钢、槽钢、圆钢等型材。
剪切时应注意下列事项:1.对弯曲较大的型材,必须矫正后剪切,若端头不平整,应先切成直角。
2.如果续剪切同一长度的型材,可用挡板固定尺寸。
进料时,不可用力撞击挡板,以免尺寸串动。
3.剪切前,应将工件夹住。
剪切后,型材的边棱与表面垂直度应符合技术要求。
4.型钢剪床前面,一般应没有滑轮托较架,在操作时可保持型材的平直,又便于剪切,还可减轻劳动强度,提高工作效率。
5.工作时,剪床前后不得有障碍物。
剪切下来的物料,应按规格尺寸分别堆放整齐,以便吊运。

钢材下料成材率与合格率计算公式一、概述钢材是工业制造中重要的原材料之一,广泛应用于机械制造、建筑工程、船舶制造等各个领域。
在钢材生产过程中,需要进行下料加工,将原材料切割成指定尺寸和形状,以满足不同工件的生产需要。
下料成材率和合格率是衡量下料加工质量的重要指标,对于提高生产效率和降低成本具有重要意义。
二、下料成材率的计算及影响因素1. 下料成材率定义:下料成材率指的是在下料加工过程中,实际获得的合格产品数量与原始材料数量的比值。
其计算公式为:下料成材率 = 合格产品数量 / 原始材料数量 × 100%。
下料成材率反映了下料加工的有效利用程度,是衡量生产效率和资源利用率的重要指标。
提高下料成材率可以减少材料浪费,提高生产效率,降低生产成本。
2. 影响下料成材率的因素:(1)材料质量:原始材料的质量直接影响下料成材率。
如果原料表面有损伤、氧化、裂纹等问题,容易导致下料加工中产生废品。
(2)加工设备:下料加工设备的精度、稳定性、巡检和维护情况,会影响下料成材率。
设备精度低、稳定性差,容易导致加工尺寸偏差,进而影响产品质量。
(3)操作技术:操作人员的技术水平和操作规范性对下料成材率有重要影响。
操作不规范、技术不熟练易导致产生废品,降低成材率。
(4)加工参数:下料加工中的切割速度、切割厚度、切割角度等加工参数的选择,会直接影响到产品的尺寸精度和加工效率,进而影响下料成材率。
3. 下料成材率改进措施:(1)优化材料采购:选择优质原料,确保原料质量合格。
(2)加强设备维护:加强设备巡检和维护,保证设备精度和稳定性。
(3)加强操作培训:加强操作人员的培训和技术指导,确保操作规范和技术熟练。
(4)优化加工参数:调整加工参数,选择适当的切割速度、切割厚度、切割角度,提高下料加工效率和产品质量。
三、合格率的计算及影响因素1. 合格率定义:合格率指的是在生产过程中,合格产品数量与实际生产数量的比值。
其计算公式为:合格率 = 合格产品数量 / 实际生产数量 × 100%。
数学建模之下料问题下料问题摘要本文是针对如何对钢管进行下料问题,根据题目要求以及下料时有关问题进行建立切割费用最少以及切割总根数最少两个目标函数通过结果分析需要使用何种切割模式。
生产方式所花费的成本价格或多或少有所不同,如何选取合理的生产方式以节约成本成为了很多厂家的急需解决的问题。
这不仅仅关系到厂家的利益,也影响到一个国家甚至整个人类星球的可利用资源,人们的生活水平不断提高对物资的需求量也不断上升,制定有效合理的生产方式不仅可以为生产者节约成本也可以为社会节约资源,以达到资源利用最大化。
本文以用于切割钢管花费最省及切割总根数最少为优化目标,通过构建多元函数和建立线性整数规划模型,利用数学及相关方面的知识对钢管的切割方式进行优化求解最佳方案。
本文最大的特色在于通过求解出切割钢管花费最省及切割总根数最少时分别得出两种目标函数取最小值时的切割模式。
通过结果发现两种目标函数取最小值时所需切割根数都一样。
于是选择切割钢管花费最省为目标函数,此时的切割模式达到最少,这样既满足了总根数最小有满足了切割费用最小。
关键词:切割模式LINGO软件线性整数一、问题的提出某钢管零售商从钢管厂进货,将钢管按照顾客的要求切割后出售。
从钢管厂进货时得到的原料钢管的长度都是1850mm。
现有一客户需要15根290mm、28根315mm、21根350mm和30根455mm的钢管。
为了简化生产过程,规定所使用的切割模式的种类不能超过4种,使用频率最高的一种切割模式按照一根原料钢管价值的1/10增加费用,使用频率次之的切割模式按照一根原料钢管价值的2/10增加费用,依次类推,且每种切割模式下的切割次数不能太多(一根钢管最多生产5根产品)。
此外,为了减少余料浪费,每种切割模式下的余料不能超过100mm。
为了使总费用最小,应如何下料?二、基本假设1、假设所研究的每根钢管的长度均为1850mm的钢管。
2、假设每次切割都准确无误。
3、假设切割费用短时间内不会波动为固定值。
钢筋下料典型例题钢筋下料是指根据施工图纸和设计要求,将钢筋按照一定的长度和数量进行切割和加工的过程。
钢筋下料是钢筋加工的重要环节,直接关系到施工质量和工期的控制。
下面将介绍一道典型的钢筋下料例题,详细讲解下料的步骤和要点。
例题:某建筑工地需要用到Φ12mm的钢筋,根据施工图纸要求,需要下料300根,每根的长度为6m。
步骤一:计算总长度首先,我们需要计算总长度,即需要的钢筋总长度。
根据题目中的要求,每根钢筋的长度为6m,需要下料300根,所以总长度为6m * 300 = 1800m。
步骤二:计算每捆长度接下来,我们需要计算每捆钢筋的长度。
根据实际施工情况,一般将钢筋按照一定数量捆扎在一起,方便运输和使用。
我们可以根据实际情况来确定每捆的长度。
假设每捆长度为8m,那么每捆需要的钢筋数量为1800m / 8m = 225根。
步骤三:计算每根长度在计算每根长度时,我们需要考虑钢筋切割的损耗。
一般情况下,钢筋切割的损耗率为3%~5%。
我们可以根据实际情况来确定损耗率,假设损耗率为3%。
那么每根钢筋的长度为6m * (1 + 3%) = 6m * 1.03 = 6.18m。
步骤四:计算切割长度最后,我们需要计算切割长度,即将每根钢筋切割为多少段。
根据设计要求,题目中要求每根钢筋的长度为6.18m。
我们可以根据实际施工情况来确定每段的长度。
假设每段的长度为1.5m,那么每根钢筋需要切割的段数为6.18m / 1.5m = 4.12段。
综上所述,根据题目要求,我们需要下料300根Φ12mm的钢筋。
总长度为1800m,每捆长度为8m,每根长度为6.18m,每根需要切割为4.12段。
在实际操作中,除了上述的计算步骤,还需要考虑以下几点:1. 钢筋的切割方式:可以使用手动切割、电动切割或机械切割等方式进行切割。
选择合适的切割方式可以提高工作效率和减少切割损耗。
2. 钢筋的标记和分类:为了方便施工和使用,可以对下料后的钢筋进行标记和分类。
英文回答:The production and quality ratio of steel products is an important indicator in the steel industry for assessing the utilization and quality of raw materials during steel production. The feed ratio is the proportion of raw materials converted into final products after cutting, cutting, etc., usually expressed as a percentage. It is calculated as the rate of materialposition = (raw material utilization — waste use)、 Raw material utilization ×100. In this formula, the amount of raw material used is the weight or volume of the raw material that was processed and converted to the product, while the amount of waste is the weight or volume of waste generated during the process.钢材下料成材率与合格率是钢铁行业中重要的指标,用于评估钢材生产过程中原材料利用率和质量合格率。
下料成材率是指经过切割、切削等加工后原材料转化成最终产品的比例,通常以百分比表示。
其计算公式为:下料成材率 = (原材料利用量 - 废料量)/ 原材料利用量 * 100。
二维板材切割下料问题的一种确定性算法曾兆敏;王继红;管卫利【摘要】研究二维板材切割下料问题,即使用最少板材切割出一定数量的若干种矩形件。
提出一种结合背包算法和线性规划算法的确定性求解算法。
首先构造生成均匀条带四块排样方式的背包算法;然后采用线性规划算法迭代调用上述背包算法,每次均根据生产成本最小原则改善目标函数并修正各种矩形件的当前价值,按照当前价值生成新的排样方式;最后选择最优的一组排样方式组成排样方案。
采用基准测题,将该算法与著名的T型下料算法进行比较,实验结果表明,该算法比T型下料算法更能节省板材,计算时间能够满足实际应用需要。
%This paper discusses the two dimensional sheet cutting stock problem, that is, use the least number of sheets to cut out a certain number of rectangular pieces. A deterministic algorithm is proposed which based on the combination of knapsack algorithm and linear programming algorithm. First, a knapsack algorithm is constructed to generates the four blocks uniform strip pattern, then the linear programming algorithm is used to generate the cutting plans which iteratively calls the above knapsack algorithm to improve the objective function based on the principle of minimum production cost and changes the current value of punched items to generate a new pattern according to the current value. Lastly, a set of optimal cutting patterns is selected to form the cutting scheme. The algorithm was compared withthe famous T-shape algorithm using some benchmark problem tests. The results show that the algorithm can save more sheets than the T-shape one, and the calculation time is reasonable in practical application.【期刊名称】《图学学报》【年(卷),期】2016(037)004【总页数】5页(P471-475)【关键词】二维切割;矩形件下料;背包算法;线性规划算法【作者】曾兆敏;王继红;管卫利【作者单位】四川信息职业技术学院,四川广元 628017;郑州科技学院电气工程学院,河南郑州 450064;南宁学院信息工程学院,广西南宁 530200【正文语种】中文【中图分类】TP399板材二维切割下料(two dimensional cutting stock,TCS)问题是指用板材切割出一定数量的若干种矩形件,在每种矩形件的需求量得到满足的条件下使得所切割的板材张数最少。