机械制造基础-铸造(本)教材
- 格式:ppt
- 大小:14.39 MB
- 文档页数:107
机械制造工艺基础第六版:第一章铸造教案讲义理论课教案任课教师:胡迎春班级:13级车、铣、钳日期:3.9理论课教案任课教师:胡迎春班级:13车、铣、钳日期:3.11 图1—3齿轮毛坯的砂型铸造工艺过程.特种铸造特种铸造:砂型铸造以外的其他铸造方法。
常用的特种铸造包括金属型铸造、压力铸造、离心铸造、熔模铸造等。
此外特种铸造还包括低压铸造、壳型铸造、陶瓷型铸造、密封铸造、连续铸造、理论课教案任课教师:胡迎春班级:13级车、铣、钳日期:3.15)收缩余量为了补偿铸件收缩,模样比铸件图样尺寸增大的加工余量为了保证铸件加工面尺寸和零件精度,设计时预先增加而在机械加工时切去的金属层厚度。
起模斜度起模斜度是指为使模样容易从铸型中取出或型芯从芯盒中脱出,在模样或芯盒上平行于起模方向所设的斜度。
铸造圆角制造模样时,凡相邻两表面的交角,2-分型面 3-型芯 4-支座型腔 5-芯头理论课教案任课教师:胡迎春班级:13级车、铣、钳日期:3.30砂箱捣砂锤墁刀成形墁刀砂钩拔模针风动锤手工造型工具造下型造上型上型起模下型起模合型脱箱、加套箱(3)地坑造型地坑造型是在地平面以下的砂坑中或特制的地坑中制造下型的造型方法。
地坑造型不用下砂箱,只用上砂箱,主要适用于大中型铸件的单件生产。
地坑造型操作较麻烦,劳动量大,1-通气管 2-型芯 3-冒口 4-铸型空腔 5-浇口 6-上箱 7-定位桩 8-焦炭1-下砂箱 2-刮板架 3-刮板 4-上砂箱 5-型砂2.机器造型机器造型:用机器完成紧砂和起模或至少完成紧砂操作的造型工序称为机器造型。
芯盒的装配取芯芯盒造芯刮板造芯.烘干与刷涂料烘芯:用适当温度和足够时间加热型芯,使其获得一定强度的过程。
芯骨:放入型芯中用以加强或支持型芯并有一定形状的金属构架。
烘芯的目的是提高烘芯的强度和透气性,减少型芯的发气量。
-直浇道 3-横浇道 4-内浇道冒口:铸型内存储供补缩铸件用熔融金属的空腔。
-直浇道 3-横浇道 4-内浇道合型:又称合箱,是将铸型的各个组元,如上型、下型、型芯、浇口盆等组合成一个完整铸型的操作过程。


机械制造基础课程教案授课时间 第周星期第节课次 授课方式理论课□√讨论课□实验课□习题课□ 其他□课时 (请打√)8安排授课题目(教学章、节或主题) : 第 2 章 铸造成形教学目的、要求(分掌握、熟悉、了解三个层次) : 1. 熟悉合金的铸造性能及其对铸件质量的影响。
2. 掌握砂型铸造和常用特种铸造方法的特点,对典型铸件具有较合理地选用铸造方法的能力。
3. 熟悉砂型铸造浇注位置、分型面及铸造工艺参数的选择,能绘制典型铸件的铸造工艺简图。
4. * 了解铸铁的石墨化及其对铸件组织和性能的影响,了解常用铸造合金的获得方法及铸造特 点。
5. 具有分析零件铸造结构工艺性的初步能力。
6. 了解铸造新工艺、新技术及其发展趋势。
教学重点及难点:重点:浇注位置和分型面的选择,铸造工艺图。
合金的铸件性能和影响因素。
铸铁件生产的基本原理和工艺要求。
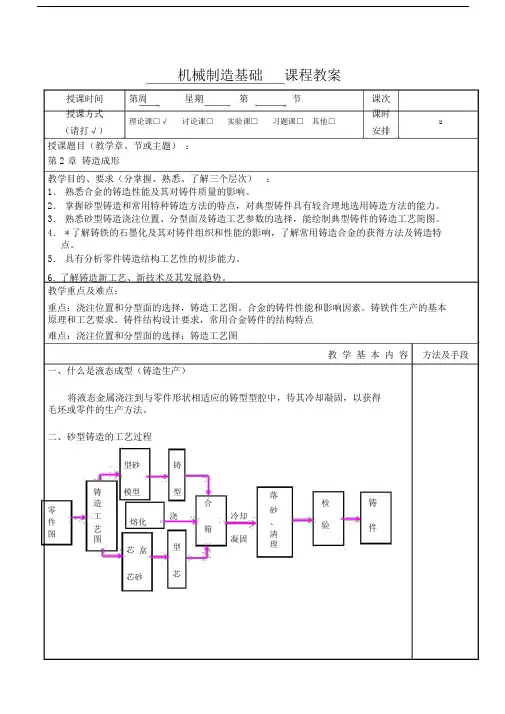
铸件结构设计要求,常用合金铸件的结构特点 难点:浇注位置和分型面的选择;铸造工艺图教 学 基 本 内 容方法及手段一、什么是液态成型(铸造生产)将液态金属浇注到与零件形状相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法。
二、砂型铸造的工艺过程型砂铸铸 模型型落检铸造合零砂 工 熔化浇冷却件 、 验艺 箱件图清图凝固型理芯 盒芯砂芯课程教案(续)教学基本内容方法及手段三、铸造生产的特点1.可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
如汽缸体、汽缸盖、蜗轮叶片、床身件等。
2.适应性强:( 1)合金种类不受限制;( 2)铸件大小几乎不受限制。
3.成本低:(1)材料来源广;(2)废品可重熔;(3)设备投资低。
4.废品率高、表面质量较低、劳动条件差。
1金属液态成型工艺基础§1-1 液态金属的充型能力与流动性充型能力——液体金属充满铸型型腔,获得尺寸精确、轮廓清晰的成形件的能力。
充型能力不足时,会产生浇不足、冷隔、夹渣、气孔等缺陷。
一、液态合金的流动性合金的流动性是:液态合金本身的流动能力。
《机械制造基础》教材目录绪论第1章工程材料1.1 材料的物理、化学及机械性能一、物理性能二、化学性能三、金属材料试验与金属材料的机械性能1.2 钢的热处理一、铁碳相图二、钢的热处理方法1.3 钢铁材料一、钢的分类二、碳素钢三、合金钢四、铸铁1.4 有色金属一、铝及铝合金二、铜及铜合金三、钛及钛合金四、轴承合金五、粉末冶金材料1.5 非金属材料一、陶瓷二、高分子材料三、复合材料1.6 主要材料的加工性能一、主要机械材料的加工性能二、材料的选用第2章铸造2.1 砂型铸造一、造型材料二、砂型三、浇注系统、冒口及溢放口四、造型2.2 特种铸造一、金属材料铸造二、压力铸造三、离心铸造四、熔模铸造五、特种铸造的特点和应用2.3 铸件的清理与检验第3章塑性加工3.1 塑性加工概述3.2 金属热变形加工一、锻造二、轧制三、其他热变形加工法3.3 冲压第4章焊接4.1 焊接概述4.2 气焊4.3 电弧焊4.4 其他焊接方法一、电阻焊二、钎焊三、特殊焊接第5章切削加工5.1 切削加工概述5.2 切削基本原理5.3 切削液第6章常用加工机械6.1 车床6.2 钻床与镗床一、钻床二、镗床6.3 刨床6.4 铣床6.5 磨床第7章螺纹及齿轮制造7.1 螺纹加工7.2 齿轮加工第8章特种加工8.1粉末冶金加工8.2 电火花加工8.3 电镀加工8.4 特殊切削加工简介第9章计算机辅助制造9.1 数控加工基础9.2 生产自动化9.3 机械制造的展望第10章新兴制造技术10.1 半导体制造简介10.2 微细制造简介10.3 其他制造技术。
教学设计方案
激情导入
由铸件结构设计案例视频导入
探究新知
一、铸件的结构工艺性要求的原则
1.保证铸件的力学性能和使用性能要求
2.工艺简单
3.保证铸件质量
4.节省材料
5.提高效率
6.降低成本
二、铸件的结构工艺性的基本要求
1.铸件外形力求简单
2.铸件结构具有简单的分型面
3.转角采用圆弧过渡
4.避免铸件收缩受阻
5.均匀壁厚
6.避免较大的水平面
7.减小变形
8.避免使用活块
9.凹坑扩展为凹槽
三、巩固练习
指出下面哪些结构是合理的,哪些是不合理的,对不合理之处作出说明。
四、你知道吗?。
