公差标准LUK产品公差制定标准
- 格式:docx
- 大小:13.35 KB
- 文档页数:3
LUK产品图纸公差总的制订标准
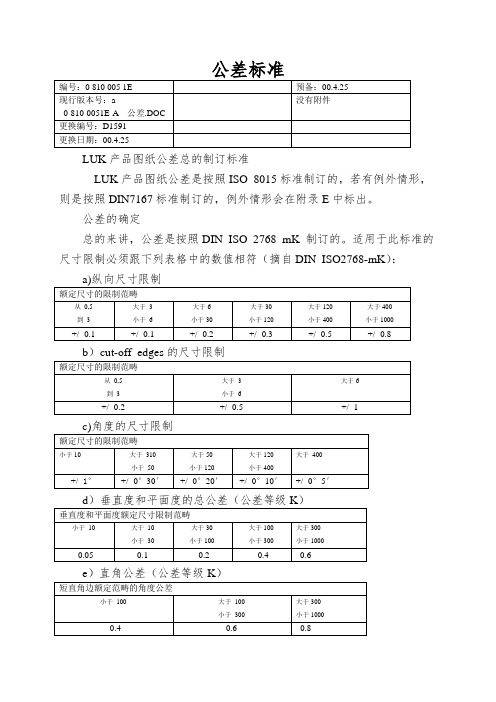
LUK产品图纸公差是按照ISO 8015标准制订的,若有例外情形,则是按照DIN7167标准制订的,例外情形会在附录E中标出。
公差的确定
总的来讲,公差是按照DIN ISO 2768 mK 制订的。
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DIN ISO2768-mK):
按照不同的产品下列表中的公差标准也可能会用到。
(此表格只是摘录的一小部分,若有需要随时补充)
若有需要,图纸上应该标上必要的共差制定标准,能够按照下面的格式进行标识:
此处没有按照LN0 810 005 00制定公差,现按照XXXXXX制定公差标准。
为幸免看图纸时查找公差苦恼,同一族系的产品的公差制定标准都必须标在图纸的同一个地点,即沿着标题标识。
注意:关于字母公差和99年5月26日绘制的图纸以及涉及到纵向测量,曲度半径、圆角,斜面,角度测量,平面度,同心度和对称性的可承诺偏差,除了那个地点规定的公差以外,“e”/29127修改版本依旧有效。
总标准(第2页的注解)
(附录:e更换编号:29127)
LUK图纸中(内部)没有公差的或者有专门标识的尺寸的可承诺偏差线性尺寸,曲度半径,倒角
可承诺的角度公差
旋转的相互对称部分的同心度和对称公差
同心度偏差和轴向漏箱公差最大0.2
非旋转对称部分的对称公差最大0.4
※注:本标准只供内部参考所用,若有争议还请以英文为准。

公差设定标准
公差设定标准是在工程制造和设计领域中非常重要的一项规范。
公差是指允许的尺寸变化范围,它能够确保零件在装配时能够正确地工作。
在不同的制造和设计标准中,公差都有相应的规定和要求。
在一般的机械工程中,公差常用国际标准的符号表示。
国际常用的标准有ISO制定的公差等级,如ISO 286、ISO 2768等。
这些标准详细规定了不同等级的公差范围,以及如何根据需要选择适当的公差等级。
此外,在一些特定的行业和国家,可能也有自己的公差标准。
美国有ASME标准,德国有DIN标准等。
总的来说,公差设定标准在工程制造中起着至关重要的作用,它们确保了产品精度、可靠性和互换性。
在实际工程中,设计和制造人员需要根据具体产品的使用需求选择并遵守相应的公差设定标准。
公差标准(LUK产品公差制定标准)JL: A编号:JS/LUK-00-T7最新卓越管理方案您可自由编辑公差标准(LUK产品公差制定标准)JL: A编号:JS/LUK-00-T7 公差标准(LUK产品公差制定标准)编号:0 810 005 1E 原告作者:Günter Bauerle/EO 准备:00.4.25现行版本号:a0-810-0051E-A 公差.DOC电话:442 没有附件更改编号:D1591 审核:Steeg/EO更改日期:00.4.25 电话:420LUK产品图纸公差是根据ISO 8015标准制订的,若有例外情况,则是根据DIN7167标准制订的,例外情况会在附录E中标出。
2)公差的确定总的来说,公差是根据DIN ISO 2768 mK制订的。
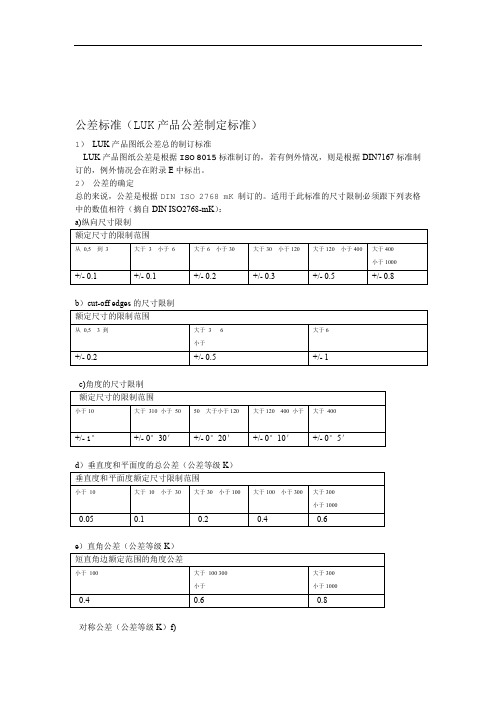
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DIN ISO2768-mK):额定尺寸的限制范围从0,5 到3 大于3小于6大于6小于30大于30小于120大于120小于400大于400小于1000+/- 0.1 +/- 0.1 +/- 0.2 +/- 0.3 +/- 0.5 +/- 0.8 额定尺寸的限制范围从0,5 到3 大于3小于6大于6+/- 0.2 +/- 0.5 +/- 1 额定尺寸的限制范围小于10 大于310小于50 大于50小于120大于120小于400大于400+/- 1°+/- 0°30′+/- 0°20′+/- 0°10′+/- 0°5′垂直度和平面度额定尺寸限制范围小于10 大于10小于30 大于30小于100大于100小于300大于300小于10000.05 0.1 0.2 0.4 0.6 短直角边额定范围的角度公差小于100 大于100小于300 大于300 小于10000.4 0.6 0.8 短直角边额定范围的角度公差公差标准(LUK产品公差制定标准)JL: A编号:JS/LUK-00-T7小于100 大于100小于300 大于300 小于10000.6 0.6 0.8漏箱公差0.2根据不同的产品下列表中的公差标准也可能会用到。
公差标准(LUK产品公差制定标准)
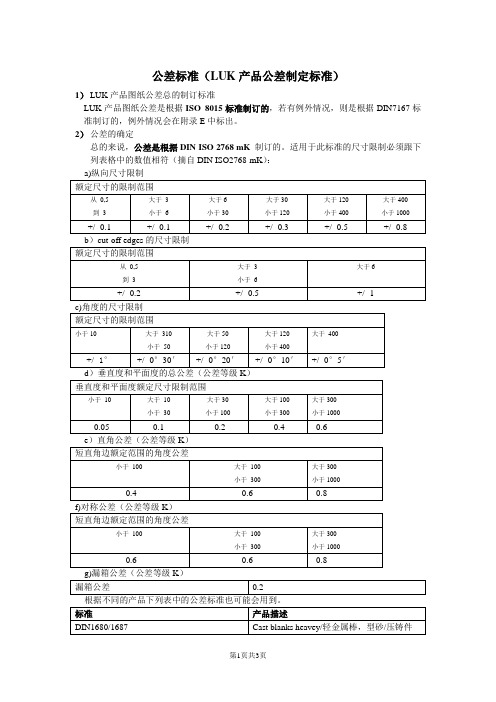
1)LUK产品图纸公差总的制订标准
LUK产品图纸公差是根据ISO 8015标准制订的,若有例外情况,则是根据DIN7167标准制订的,例外情况会在附录E中标出。
2)公差的确定
总的来说,公差是根据DIN ISO 2768 mK制订的。
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DIN ISO2768-mK):
对称公差(公差等级K)f)
漏箱公差(公差等级K)g)0.2 漏箱公差
根据不同的产品下列表中的公差标准也可能会用到。
页3页共1第
DIN6930 冲压件
螺钉DIN ISO4759
喷射造型DIN16901
锻造件DIN7526
(此表格只是摘录的一小部分,若有需要随时补充)
若有需要,图纸上应该标上必要的共差制定标准,可以按照下面的格式进行标识:
此处没有根据LN0 810 005 00制定公差,现根据XXXXXX制定公差标准。
为避免看图纸时寻找公差麻烦,同一族系的产品的公差制定标准都必须标在图纸的同一个地方,即沿着标题标识。
注意:对于字母公差和99年5月26日绘制的图纸以及涉及到纵向测量,曲度半径、圆角,斜面,角度测量,平面度,同心度和对称性的可允许偏差,除了这里规定的公差以外,“e”/29127修改版本依然有效。
2页的注解)总标准(第)29127(附录:e更改编号:图纸中(内部)没有公差的或者有特殊标识的尺寸的可允许偏差LUK线性尺寸,曲度半径,倒角1.页3页共2第
可允许的角度公差2.
公差
※注:本标准只供内部参考所用,若有争议还请以英文为准
: 审核:巧译制:李批准页3页共3第。
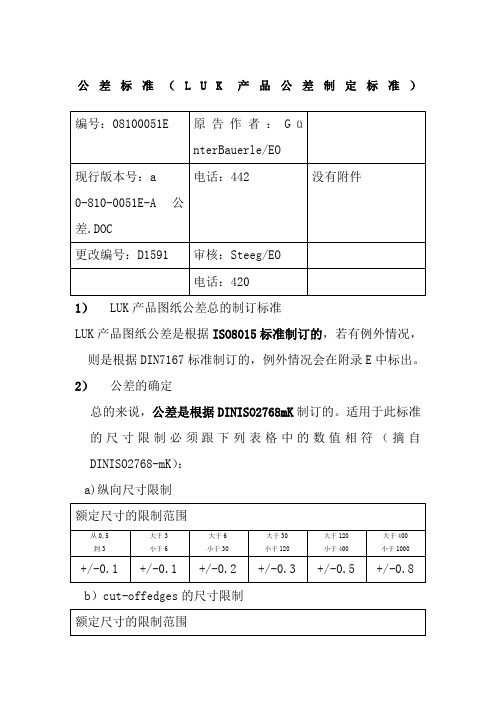
公差标准(L U K产品公差制定标准)编号:08100051E 原告作者:GünterBauerle/EO现行版本号:a0-810-0051E-A公差.DOC电话:442 没有附件更改编号:D1591 审核:Steeg/EO电话:4201)LUK产品图纸公差总的制订标准LUK产品图纸公差是根据ISO8015标准制订的,若有例外情况,则是根据DIN7167标准制订的,例外情况会在附录E中标出。
2)公差的确定总的来说,公差是根据DINISO2768mK制订的。
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DINISO2768-mK):a)纵向尺寸限制额定尺寸的限制范围从0,5 到3 大于3小于6大于6小于30大于30小于120大于120小于400大于400小于1000+/-0.1 +/-0.1 +/-0.2 +/-0.3 +/-0.5 +/-0.8 b)cut-offedges的尺寸限制额定尺寸的限制范围从0,5 到3 大于3小于6大于6+/-0.2 +/-0.5 +/-1 c)角度的尺寸限制额定尺寸的限制范围小于10 大于310小于50 大于50小于120大于120小于400大于400+/-1°+/-0°30′+/-0°20′+/-0°10′+/-0°5′d)垂直度和平面度的总公差(公差等级K)垂直度和平面度额定尺寸限制范围小于10 大于10小于30 大于30小于100大于100小于300大于300小于10000.05 0.1 0.2 0.4 0.6 e)直角公差(公差等级K)短直角边额定范围的角度公差小于100 大于100小于300 大于300 小于10000.4 0.6 0.8f)对称公差(公差等级K)短直角边额定范围的角度公差小于100 大于100小于300 大于300 小于10000.6 0.6 0.8g)漏箱公差(公差等级K)漏箱公差0.2根据不同的产品下列表中的公差标准也可能会用到。
公差标准(LUK产品公差制定标准)
1)LUK产品图纸公差总的制订标准
LUK产品图纸公差是根据ISO 8015标准制订的,若有例外情况,则是根据DIN7167标准制订的,例外情况会在附录E中标出。
2)公差的确定
总的来说,公差是根据DIN ISO 2768 mK制订的。
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DIN ISO2768-mK):
根据不同的产品下列表中的公差标准也可能会用到。
DIN6930 冲压件
DIN ISO4759 螺钉
DIN16901 喷射造型
DIN7526 锻造件
(此表格只是摘录的一小部分,若有需要随时补充)
若有需要,图纸上应该标上必要的共差制定标准,可以按照下面的格式进行标识:此处没有根据LN0 810 005 00制定公差,现根据XXXXXX制定公差标准。
为避免看图纸时寻找公差麻烦,同一族系的产品的公差制定标准都必须标在图纸的同一个地方,即沿着标题标识。
注意:对于字母公差和99年5月26日绘制的图纸以及涉及到纵向测量,曲度半径、圆角,斜面,角度测量,平面度,同心度和对称性的可允许偏差,除了这里规定的公差以外,“e”/29127修改版本依然有效。
总标准(第2页的注解)
(附录:e更改编号:29127)
LUK图纸中(内部)没有公差的或者有特殊标识的尺寸的可允许偏差
1.线性尺寸,曲度半径,倒角
字母长度公差形状和位置度偏差
符号=DIN7184
同心度偏差和轴向漏箱公差最大0.2
※注:本标准只供内部参考所用,若有争议还请以英文为准
译制:李巧审核:批准:。
国际公差标准概念公差是指零件尺寸、形状和位置的允许偏差范围。
在实际生产中,由于各种因素的影响(如材料、工艺、设备等),产品很难完全按照设计要求制造,因此需要对其尺寸、形状和位置进行控制。
公差标准是为了规定各种零件的允许偏差范围,以确保它们可以在一定的条件下互换使用,或者可以按照要求进行组装和运行。
历史公差标准的发展可以追溯到19世纪工业革命以后的机械制造业。
当时,由于生产技术的限制,零件的尺寸和形状往往无法完全按照设计要求制造,这给产品的互换性和可靠性带来了很大的问题。
为了解决这一问题,各国开始研究和制定公差标准,以规定各种零件的允许偏差范围。
这样一来,即使各种零件的尺寸和形状不完全相同,它们在一定的条件下仍然能够互换使用,从而减少了生产过程中的浪费,提高了产品的可靠性和可维护性。
现状目前,国际公差标准主要由国际标准化组织(ISO)和国际电工委员会(IEC)制定和管理。
ISO和IEC的公差标准涵盖了各种工业和产品,如ISO 2768-1(一般公差)、ISO 286-2(圆柱零件公差)、ISO 1101(地面表面标记)等。
这些标准不仅是国际公差标准化的重要成果,也是各国之间进行产品交换和合作的基础。
未来发展趋势随着全球化和信息化的发展,各种产品的设计、制造和交换将更加国际化和数字化。
为了适应这一发展趋势,国际公差标准将面临以下几个主要挑战:第一,需要更加数字化和智能化。
随着产品的设计和制造过程越来越数字化,公差标准也需要更多地采用数字化和智能化的方法。
例如,可以使用基于三维模型的公差分析软件,实现对产品公差的自动分析和优化。
第二,需要更加综合化和统一化。
随着各种产品和工业的国际化发展,公差标准需要更加综合化和统一化。
例如,可以将各种公差标准进行整合和协调,形成更加统一和通用的国际公差标准体系。
第三,需要更加标准化和规范化。
随着产品设计和制造的国际化和数字化发展,各种公差标准需要更加标准化和规范化。
产品结构设计准则--公差( Tolerance )
基本设计守则
大部份的塑胶产品可以达到高精密配合的尺寸公差,而一些收缩率高及一些软性材料则比较难於控制。
因此在产品设计过程时是要考虑到产品的使用环境,塑胶材料,产品形状等来设定公差的严紧度。
除着顾客的要求愈来愈高,以往的可以配合起来的观念慢慢的要修正过来。
配合、精密和美观是要同时的能在产品上发挥出来。
公差的精密度高,产品质素相对提高,但随之而来的是增加了成本和因达到要求而花更多的时间。
故此公差的设定可以跟随不同塑料来作一标准,以下是几种由塑料供应商提供的塑料公差设计要点。
而设计的容许公差范围是可在美国SPI规格内找得到。
不同材料的设计要点
LCP
液晶共聚物成品容许公差随着设计的复杂程度和壁厚而定。
薄壁的部份经常可以在液晶共聚物的产品上可找得到。
而且液晶共聚物容许公差可是极小容许公差的50%。
LCP液晶高分子设计容许公差的指南
PET
宝特龙 (PET) 的设计公差准则
POM
精密公差的标准叁考表。
一般公差标准一般公差是指在零件加工中,为了保证零件的互换性和装配性,对零件尺寸的允许偏差范围所规定的标准。
公差标准是制定和执行零件尺寸的重要依据,它直接影响着零件的加工质量和装配质量。
在实际生产中,合理的公差设计可以有效地降低成本,提高生产效率,保证产品质量,因此,对一般公差标准的了解和掌握显得尤为重要。
一般公差标准是根据零件的功能要求、加工工艺和材料特性等因素综合考虑而确定的,它通常包括了上偏差、下偏差和基本偏差等内容。
在进行公差设计时,首先需要明确零件的功能要求,根据零件的使用环境和工作条件确定公差等级,然后根据零件的尺寸大小、形状复杂程度和工艺要求等因素,选择合适的公差标准进行设计。
在进行一般公差标准设计时,需要注意以下几点:1. 合理确定公差等级。
公差等级是根据零件的功能要求和使用条件来确定的,一般来说,对于精度要求高的零件,需要选择较高的公差等级,而对于一般要求的零件,则可以选择较低的公差等级。
2. 充分考虑零件的功能要求。
在确定公差标准时,需要充分考虑零件的使用功能和工作条件,确保公差设计符合零件的实际使用要求,保证零件的性能和质量。
3. 综合考虑加工工艺和材料特性。
在进行公差设计时,需要考虑到零件的加工工艺和材料特性,合理选择公差标准,以便保证零件加工的可行性和经济性。
4. 注意公差的协调性。
在进行公差设计时,需要注意公差的协调性,避免出现公差叠加导致零件装配困难或者不能满足功能要求的情况。
总之,一般公差标准的合理设计对于保证零件的加工质量和装配质量具有重要的意义。
只有充分考虑零件的功能要求、加工工艺和材料特性等因素,合理选择公差等级,并注意公差的协调性,才能设计出合理的公差标准,保证零件的互换性和装配性,提高产品的质量和竞争力。
产成品公差标准
产成品公差标准是指在生产过程中,由于制造精度、设备磨损、
材料特性等原因导致的产品尺寸、形状或性能的偏差。
这些偏差的范
围由公差标准来规定,以确保产品的质量符合要求。
产成品公差标准通常分为尺寸公差、形状公差和位置公差三个方面:
1. 尺寸公差:规定了产品的尺寸允许的最大和最小值之间的差距。
例如,对于一个直径为10mm的孔,尺寸公差可以是±0.1mm,这
意味着孔的实际直径可以在9.9mm到10.1mm之间。
2. 形状公差:规定了产品形状的偏差范围。
例如,对于一个平
面上的孔,形状公差可以是±0.05mm,这意味着孔在平面上的位置可
以在±0.05mm的范围内有所偏移。
3. 位置公差:规定了产品上不同特征之间相对位置的偏差范围。
例如,对于一个孔与孔之间的距离,位置公差可以是±0.1mm,这意味
着孔与孔之间的距离可以在实际尺寸的上下0.1mm的范围内有所变化。
产成品公差标准可以通过国家标准、行业标准或企业内部标准来
规定。
这些标准通常基于相关的技术指标和产品用途,经过实践验证
和经验总结,以确保产品的可靠性、互换性和可制造性。
公差标准(LUK产品公差制定标准)
LUK产品图纸公差是根据ISO 8015标准制订的,若有例外情况,则是根据DIN7167标准制订的,例外情况会在附录E中标出。
2)公差的确定
总的来说,公差是根据DIN ISO 2768 mK制订的。
适用于此标准的尺寸限制必须跟下列表格中的数值相符(摘自DIN ISO2768-mK):
根据不同的产品下列表中的公差标准也可能会用到。
(此表格只是摘录的一小部分,若有需要随时补充)
若有需要,图纸上应该标上必要的共差制定标准,可以按照下面的格式进行标识:此处没有根据LN0 810 005 00制定公差,现根据XXXXXX制定公差标准。
为避免看图纸时寻找公差麻烦,同一族系的产品的公差制定标准都必须标在图纸的同一个地方,即沿着标题标识。
注意:对于字母公差和99年5月26日绘制的图纸以及涉及到纵向测量,曲度半径、圆角,斜面,角度测量,平面度,同心度和对称性的可允许偏差,除了这里规定的公差以外,“e”/29127修改版本依然有效。
总标准(第2页的注解)
(附录:e更改编号:29127)
LUK图纸中(内部)没有公差的或者有特殊标识的尺寸的可允许偏差
同心度偏差和轴向漏箱公差最大
※注:本标准只供内部参考所用,若有争议还请以英文为准
译制:李巧审核:批准:。