压缩机缸体工序卡片
- 格式:doc
- 大小:248.50 KB
- 文档页数:3
更改标 记
更 改 数 量
通知单编号 更改者
日期
更改 标记
更改 数量
通知单编号
更改者
日期
xxxxxxxxxxxxxxxx
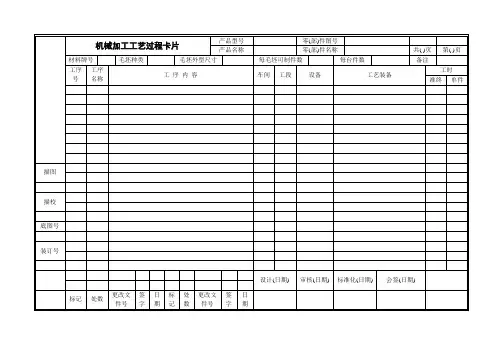
综 合 工 艺 卡 片
车 间 号 机二 机二 机二 机二 机二 机二 机二 机二 工 工 段 序 号 号 45 50 55 60 65 70 75 80
零
设备
件 01 部件
号
工序名称
钻缸体侧面的一个直径 8 的孔 攻前端法兰凸台 8 个孔 M6 攻后端面 5 个孔 M8 攻缸体侧面的一个螺纹孔 M8 铣中心孔键槽 去毛刺 清洗 探伤检查
工序工时 编号 (min)
名称 Z5125 Z5125 Z5125 Z5125 X5025
工装名称
编制 日期
更改标 记 更 改 数 量
校对 日期
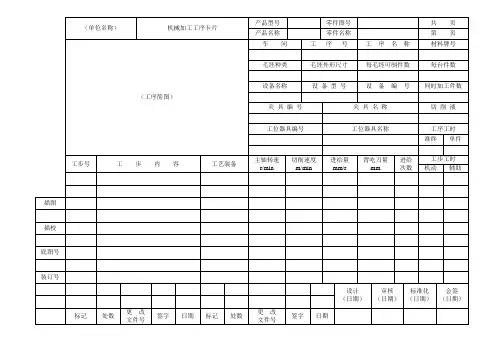
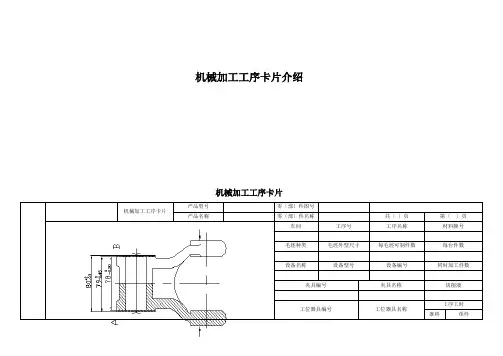
机械加工工序卡片
产品代号或型号 SD—5 型
部套号
材料 YL113
材料硬度
工时(min) 零件名称 空调压缩 器缸体
零件号
工序名称
划线
设备型号
设备名称
悬 臂 高 速 金 刚 设备 石精细镗床 编号
车间号 程序编号 切削液 刀具编号
工段号
工序号
30
切削深度 (mm)
切削参数 (r/min)
进给量 (mm/r)
序 号 编制 日期
更改 标记 更改 数量
名称
编号 工艺装备
规格
标 识
校对 日期
审核 日期
共3页 第3页
通知单编号 更改者
日期
更改 标记
更改 数量
通知单编号 更改者
日期
xxxxxxxxxxxxxxxx
综 合 工 艺 卡 片
车 间 号 车体 机二 机二 机二 机二 机二 机二 机二 机二 工 工 段 序 号 号 0 5 10 15 20 25 30 35 40
审核 日期
共3页 第2
通知单编号 更改者
日期
更改 标记
更改 数量
通ቤተ መጻሕፍቲ ባይዱ单编号
更改者
日期
Xxxxxxxxxx
零
设备
件 01 部件
号
工序名称
毛坯 粗铣缸体前端面 精铣缸体前端面 粗镗中心孔 精镗中心孔 粗镗五个活塞孔 精镗五个活塞孔 钻前端法兰凸台 8 个孔 钻后端面 5 个孔
工序工时 编号 (min)
名称
工装名称
X5025 X5025 TSM6350 TSM6350 TSM6350 TSM6350 Z5125 Z5125 编制 日期 校对 日期 审核 日期 共3页 第1